Изобретение относится к сварке, а именно к сварочным голоикан, и может быть использовано на различных промышленник предприятиях, где требуется сварка неповоротных стыковых соединений труб в стесненных условиях, например, для сварки различных трой- ников к трубам, тройника к гройнику.
583239 1
тройника. Механизмом 11 поперечных перемещений .устанавливают сварочную горелку 3 относительно свариваемого стыка. При расположении стыка под углом регулировкой длины упора 15 устанавливают наклон Сообразного корпуса 1 и соответственно сварочной горелки 3, Выставляют дуговой зазор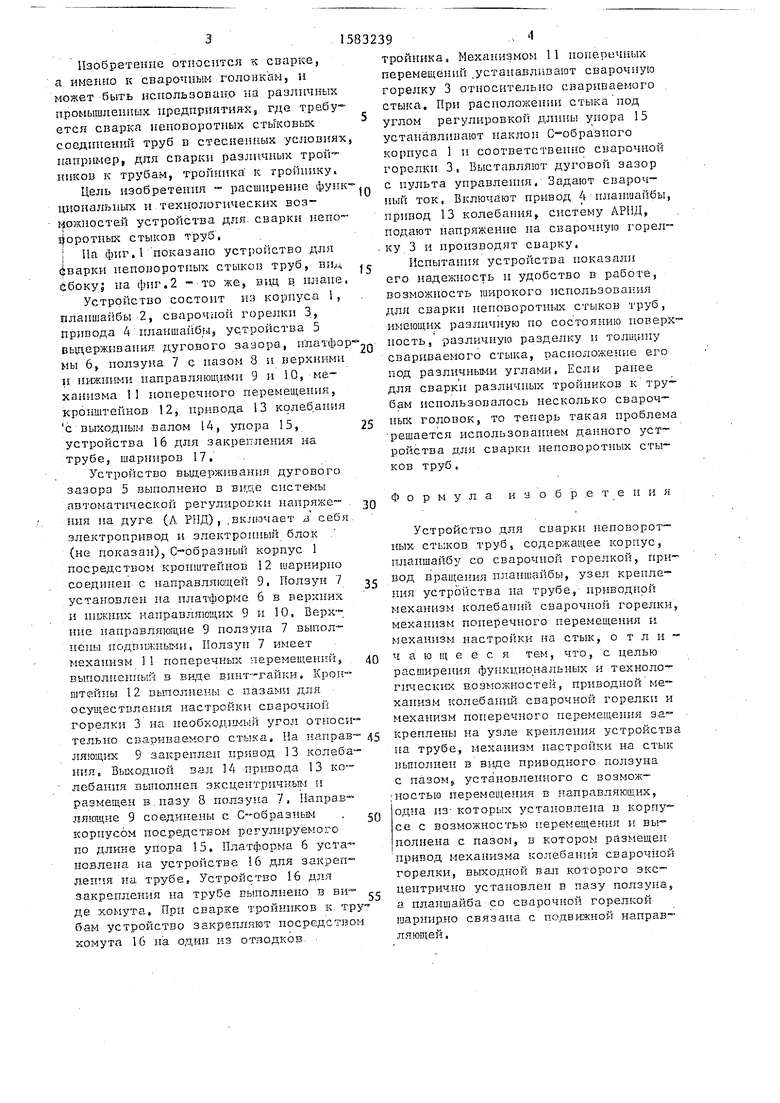
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1320039A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1177109A1 |
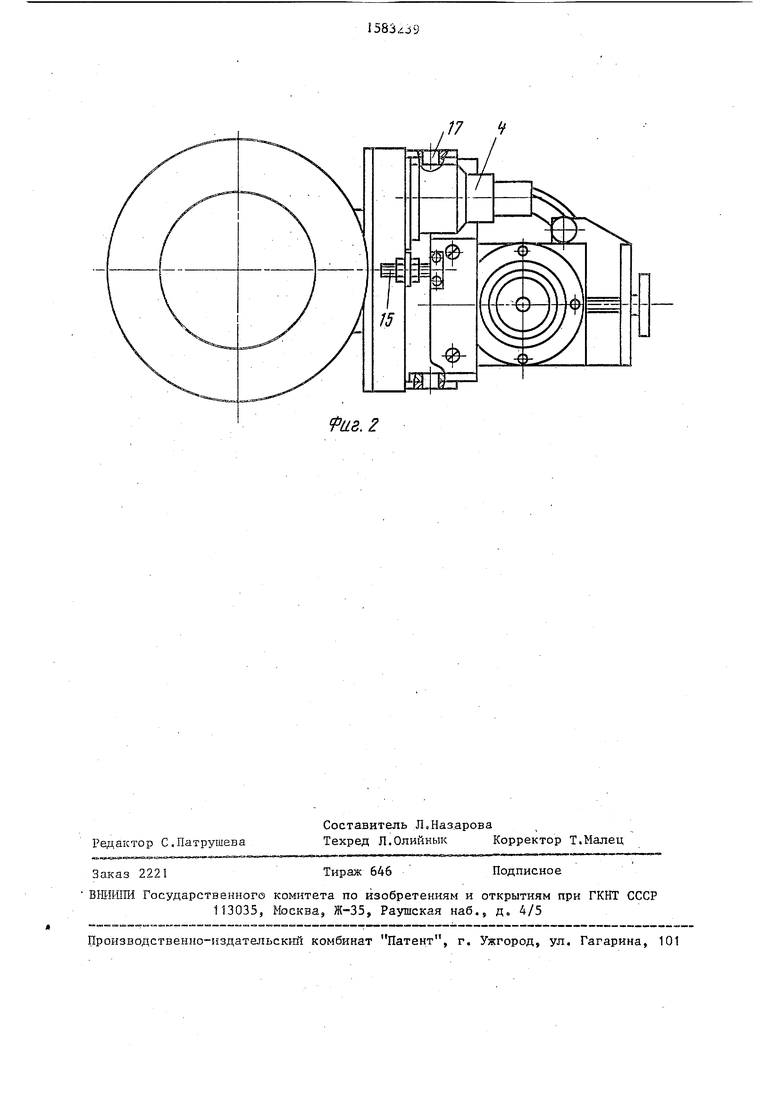
Изобретение относится к сварке, а именно к сварочным головкам, и может быть использовано на различных промышленных предприятиях, где требуется сварка неповоротных стыковых соединений труб в стесненных условиях, например при сварке различных тройников к трубам, тройника к тройнику. Цель изобретения - расширение функциональных и технологических возможностей устройства. Устройство состоит из корпуса 1, планшайбы 2, сварочной горелки 3, привода планшайбы, устройства 5 выдерживания дугового зазора, платформы 6, ползуна 7 с пазом 8 и верхними 9 и нижними 10 направляющими, механизма 11 поперечного перемещения, кронштейнов 12, привода 13 колебания с выходным валом 14, упора, устройства 16 для закрепления на трубе, шарниров 17. Расширение функциональных и технологических возможностей устройства выполняется за счет крепления корпуса 1 шарнирно к подвижной направляющей 9. 2 ил.
Цель изобретения - расширение функ-.р. с пульта управления. Задают сварочциональпых и технологических возможностей устройства для сварки пепо- ij о ротных стыков труб.
Па фиг.1 показано устройство для сварки пеповоротпых стыков труб, вим Сбоку5 на фиг.2 - то же, вид в плане.
Устройство состоит из корпуса 1, планшайбы 2, сварочной горелки 3, Привода 4 планшайбы, устройства 5 выдерживания дугового зазора, платформы 6, ползуна 7 с пазом 8 и верхними и нижними направляющими 9 и 10, механизма 11 поперечного перемещения, кронштейнов 12, привода 13 колебания с выходным валом 14, упора 15, устройства 16 для закрепления на трубе, шарниров 17,
Устройство выдерживания дугового зазора 5 выполнено в виде системы автоматической регулировки напряжения на дуге (Л РИД),.включает j себя электропривод и электронный блок (не показан), Ообразиый корпус 1 посредством кронштейнов 12 шарнирно соединен с направляющей 9. Ползун 1 установлен на платформе б в верхних и нижних направляющих 9 и 10. Верхние направляющие 9 ползуна 7 выполнены подвижными. Ползун 7 имеет механизм И поперечных перемещений, выполненный з виде винт-гайки. Крон-- штейны 12 выполнены с пазами для осуществления настройки сварочной горелки 3 на необходимый угол относительно свариваемого стыка. На направляющих 9 закреплен привод 13 колебания. Выходной вал 14 привода 13 колебания выполнен эксцентричным и размещен в пазу 8 ползуна 1, Направляющие 9 соединены с С-образным корпусом посредством регулируемого по длине упора 15. Платформа 6 установлена на устройстве 16 для закреп- ленчя на трубе. Устройство 16 для закрепления на трубе выполнено тз виде хомута, При сварке тройников к тру бам устройство закрепляют посредством хомута 16 на один из отлодков
15
20
25
30
35
40
45
50
55
ный ток, Включают привод 4 планшайбы привод 13 колебания, систему АРНД, подают напряжение па сварочную горел ку 3 и производят сварку.
Испытания устройства показали его надежность и удобство в работе, возможность широкого использования для сварки неповоротных стыков труб имеющих различную по состоянию повер ность, различную разделку и толщину свариваемого стыка, расположение его под различными углами, Если ранее для сварки различных тройников к тру бам использовалось несколько сварочных головок, то теперь такая проблем решается использованием данного устройства для сварки пеповоротных стыков труб.
Формула изобретения
Устройство для сварки неповорот™ ных стыков труб, содержащее корпус, планшайбу со сварочной горелкой, при вод вращения планшайбы, узел крепления устройства на трубе, приводной механизм колебаний сварочной горелки механизм поперечного перемещения и механизм настройки на стык, отли чающееся тем, что, с целью расширения функциональных и технологических возможностей, приводной механизм колебаний сварочной горелки и механизм поперечного перемещения за креплены на узле крепления устройств па трубе, механизм настройки на стык выполнен в виде приводного ползуна с пазом, установленного с возможностью перемещения в направляющих, одна из которых установлена в корпусе с возможностью перемещения и выполнена с пазом, в котором размещен привод механизма колебания сварочной горелки, выходной вал которого эксцентрично установлен в пазу ползуна, а планшайба со сварочной горелкой шарнирно связана с подвижной направляющей ,
р. с пульта управления. Задают свароч5
0
5
0
5
0
5
0
5
ный ток, Включают привод 4 планшайбы, привод 13 колебания, систему АРНД, подают напряжение па сварочную горелку 3 и производят сварку.
Испытания устройства показали его надежность и удобство в работе, возможность широкого использования для сварки неповоротных стыков труб, имеющих различную по состоянию поверхность, различную разделку и толщину свариваемого стыка, расположение его под различными углами, Если ранее для сварки различных тройников к трубам использовалось несколько сварочных головок, то теперь такая проблема решается использованием данного устройства для сварки пеповоротных стыков труб.
Формула изобретения
Устройство для сварки неповорот™ ных стыков труб, содержащее корпус, планшайбу со сварочной горелкой, привод вращения планшайбы, узел крепления устройства на трубе, приводной механизм колебаний сварочной горелки, механизм поперечного перемещения и механизм настройки на стык, отличающееся тем, что, с целью расширения функциональных и технологических возможностей, приводной механизм колебаний сварочной горелки и механизм поперечного перемещения за креплены на узле крепления устройства па трубе, механизм настройки на стык выполнен в виде приводного ползуна с пазом, установленного с возможностью перемещения в направляющих, одна из которых установлена в корпусе с возможностью перемещения и выполнена с пазом, в котором размещен привод механизма колебания сварочной горелки, выходной вал которого эксцентрично установлен в пазу ползуна, а планшайба со сварочной горелкой шарнирно связана с подвижной направляющей ,
Фи.а.2
Редактор С.Патрушева
Составитель Л.Назарова
Техред Л.Олийнык Корректор Т.Малец
Заказ 2221
Тираж 646
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д„ 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
17 Ч
Подписное
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
