1& го
,
.:o-,V.-.о.. Ь
g;;
А ///Х//Х/. -1
х«
23 г9 24 6 2- 7
19
L/
У,
1Ъ
73 1г
.1
Изобретение относится к устройствам для виброштампования изделий из бетонных смесей.
По основному авт. св. № 876426 известно устройство для виброштампования изделий из бетонных смесей, содержащее подвижную раму с возбудителями колебаний, .установленную на основании, размещенную нод ней опорную балку с силовыми цилиндрами, механизмами ее вертикальных перемещений, закрепленными на основан-ии, и щарнирно смонтированными на ее концах приводными стяжными рычагами, контактирующими с горизонтальной опорной траверсой, ос-новной пуансон, закрепленный на раме оппозитно основному, дополнительный пуансон и опорные стойки формы, смонтированные также на балке симметрично ее поперечной оси, на верхних концах опорных стоек смонтированы поворотные Г-образные за.сваты, контактирующие со съемным поддоном, размещенным внутри формы 1.
Недостатком этого устройства является возможность перекоса опорной балки, вызывающая перекос силовых цилиндров, смонтированных на опорной балке, и выход из строя. Перекос опорной балки обусловлен отсутствием механической синхронизации при работе смонтированных на основании силовых цилиндров, предназначенных для подъема опорной балки.
Цель изобретения - повышение надежности работы.
Указанная цель достигается тем, что устройство для виброштампования изделий из бетонных смесей снабжено стабилизатором положения опорной балки в виде смонтированных на осях шарниров, соединяющих откидные стяжные рычаги и опорную балку, направляющих блоков и охватывающих последние гибких связей, концы которых закреплены на основании.
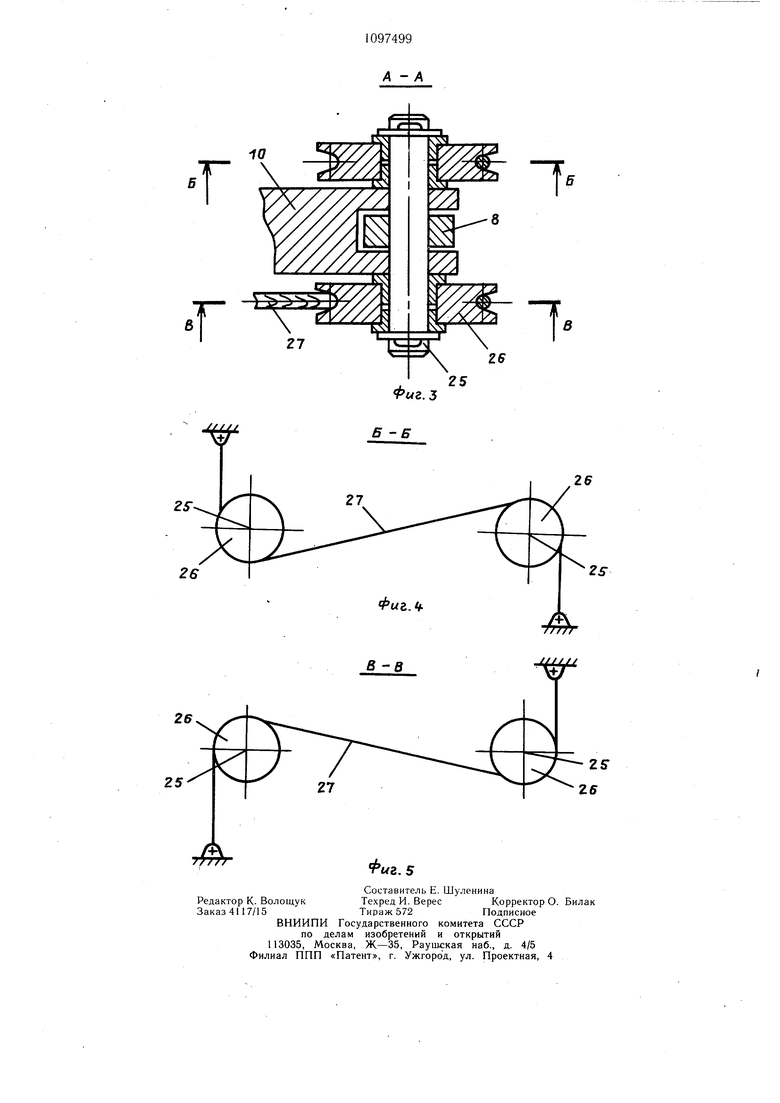
На фиг. 1 показано устройство для виброштампования изделий, общий вид; на фиг. 2 - поворотные захваты; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез на фиг. 3 (схема запасовки каната); на фиг. 5 - разрез В-В на фиг. 3 (схема запасовки каната).
Устройство для виброщтампования изделий из бетонных смесей содержит подвижную раму 1 с возбудителем 2 колебаний, установленную посредством амортизаторов 3 на основании 4. На подвижной раме 1 оппозитно основному пуансону 5 закреплен дополнительный пуансон 6. Горизонтальная траверса 7 основного пуансона 5 контактирует с откидными стяжными рычагами 8, снабженными приводом в виде силовых цилиндров 9. Рычаги 8 связаны шарнирно с концами опорной балки 10, размещенной под подвижной рамой 1 и кинематически соединенной с последней при помощи силовых цилиндров 11 привода
пуансонов 5 и 6. На основании 4 закреплены силовые цилиндры 12 привода вертикальных перемещений опорной балки 10 и ее вертикальные направляющие 13, верхние
части которых с головками-ограничителями верхнид1и 14 и нижними 15) перемещений рамы 1 при выполнении операций виброщтампования размещены в сквозных отверстиях подвижной рамы 1, выполненной
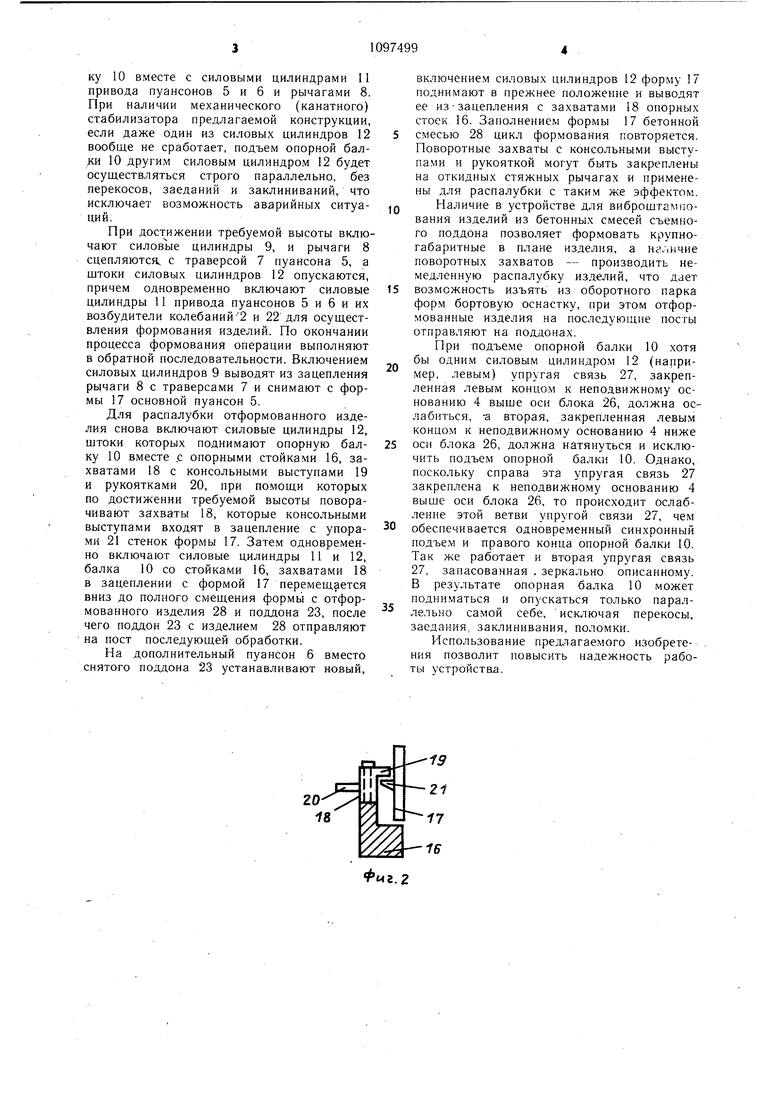
с прорезями для размещения в них опорных стоек 16 формы 17, которые закреплены на опорной балке 10 симметрично ее поперечной оси. Стойки 16 снабжены Гобразными поворотными захватами 18, консольными выступами 19 и рукоятками 20,
5 а на стенках формы 17 закреплены упоры 21. Основной пуансон 5 выполнен с возбудителем 22 колебаний, на дополнительном пуансоне 6 размещен съемный поддон 23 формы 17, а в верхней его части по периметру закреплена упругая уплотнительная прокладка 24. Размеры съемного поддона 23 в плане не превышают внутренних размеров формы 17, выполненной в виде неразъемной насадки. Устройство снабжено стабилизатором положения опорной
5 балки в виде смонтированных на осях 25 шарниров, соединяющих откидные стяжные рычаги 8 и опорную балку 10, направляющих блоков 26 и охватывающих последние гибких связей 27, концы которых закреплены на основании. Одна из
упругих связей запасована следующим образом: один конец закреплен к неподвижному основанию 4 выше оси 25 блока 26, огибает блок 26 (левый) снизу и направляется к блоку 26 справа, огибает его сверху и направляется вниз, где и закреплен на неподвижном основании 4 ниже оси 25 (фиг. 5). Вторая упругая связь запасована так: один конец прикреплен к нижнему основанию 4 ниже оси 25 блока 26, огибает блок 26 (левый) сверху
0 и направляется к блоку 26 справа, огибает его снизу и направляется вверх, где и закрепляется на неподвижном основании 4 выще оси 25. Расстояние от блока 26 до закрепления упругой связи 27 к неподвижному основанию 4 должно превышать ход
опорной балки и вверх и вниз (фиг. 4).
Устройство для виброщтампования изделий из бетонных смесей работает следующим образом.
QНа дополнительный пуансон 6 устанавливают съемный поддон 23, а на опорные стойки 16 с захватами 18, консольные выступы 19 которых при помощи рукояток 20 выведены из положения зацепления с упорами 21 стенок формы, устанавливают
5 бездонную форму 17, заполняют ее бетонной смесью 28 и пригружают пуансоном 5. После этого включают силовые цилиндры 12, штоки которых поднимают опорную балку 10 вместе с силовыми цилиндрами 11 привода пуансонов 5 и 6 и рычагами 8. При наличии механического (канатного) стабилизатора предлагаемой конструкции, если даже один из силовых цилиндров 12 вообще не сработает, подъем опорной балки 10 другим силовым цилиндром 12 будет осуществляться строго параллельно, без перекосов, заеданий и заклиниваний, что исключает возможность аварийных ситуаций.
При достижении требуемой высоты включают силовь1е цилиндры 9, и рычаги 8 сцепляются с траверсой 7 пуансона 5, а штоки силовых цилиндров 12 опускаются, причем одновременно включают силовые цилиндры 11 привода пуансонов 5 и 6 и их возбудители колебаний2 и 22для осуществления формования изделий. По окончании процесса формования операции выполняют в обратной последовательности. Включением силовых цилиндров 9 выводят из зацепления рычаги 8 с траверсами 7 и снимают с формы 17 основной пуансон 5.
Для распалубки отформованного изделия снова включают силовые цилиндры 12, штоки которых поднимают опорную балку 10 вместе .с опорными стойками 16, захватами 18 с консольными выступами 19 и рукоятками 20, при помощи которых по достижении требуемой высоты поворачивают захваты 18, которые консольными выступами входят в зацепление с упорами 21 стенок формы 17. Затем одновременно включают силовые цилиндры 11 и 12, балка 10 со стойками 16, захватами 18 в зацеплении с формой 17 перемещается вниз до полного смещения формы с отформованного изделия 28 и поддона 23, после чего поддон 23 с изделием 28 отправляют на пост последующей обработки.
На дополнительный пуансон 6 вместо снятого поддона 23 устанавливают новый.
включением силовых цилиндров 12 форму 17 поднимают в прежнее положение и выводят ее иззацепления с захватами 18 опорных стоек 16. Заполнением формы 17 бетонной смесью 28 цикл формования повторяется. Поворотные захваты с консольными выступами и рукояткой могут быть закреплены на откидных стяжных рычагах и применены для распалубки с таким же эффектом.
Наличие в устройстве для виброщтампования изделий из бетонных смесей съемного поддона позволяет формовать крупногабаритные в плане изделия, а наличие поворотных захватов - производить немедленную распалубку изделий, что дает 5 возможность изъять из оборотного парка фор.м бортовую оснастку, при этом отформованные изделия на последующие посты отправляют на поддонах.
При подъеме опорной балки 10 хотя бы одним силовым цилиндром 12 (нарример, левым) упругая связь 27, закрепленная левым концом к неподвижному основанию 4 выше оси блока 26, должна ослабиться, -а вторая, закрепленная левы.м концом к неподвижному основанию 4 ниже 5 оси блока 26, должна натянуться и исключить подъем опорной балки 10. Однако, поскольку справа эта упругая связь 27 закреплена к неподвижному основанию 4 выше оси блока 26, то происходит ослабление этой ветви упругой связи 27, чем 0 обеспечивается одновременный синхронный подъем и правого конца опорной балки 10. Так же работает и вторая упругая связь 27, запасованная , зеркально описанному. В результате опорная балка 10 может подниматься и опускаться только параллельно самой себе, исключая перекосы, заедания, заклинивания, поломки.
Использование предлагаемого изобретения позволит повысить надежность работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для виброштампования изделий из бетонной смеси | 1979 |
|
SU876426A2 |
| Устройство для виброштампования изделий из бетонных смесей | 1976 |
|
SU627972A1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| Устройство для виброштампования изделий из бетонных смесей | 1978 |
|
SU776918A2 |
| УСТРОЙСТВО ДЛЯ ВИБРОШТАМПОВАНИЯ ИЗДЕЛИЙ | 1973 |
|
SU383600A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2152301C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ ТИПА ТРОТУАРНЫХ ПЛИТОК | 1973 |
|
SU361881A1 |
УСТРОЙСТВО ДЛЯ ВИБРОШТАМПОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ по авт. св. №876426, ог.Шшющееся тем, что, с целью повышения надежности работы, оно снабжено стабилизатором положения опорной балки в виде смонтированных на осях шарниров, соединяюпдих откидные стяжные рычаги и опорную балку, направляюш,их блоков и охватывающих последние гибких связей, концы которых закреплены на основании. 22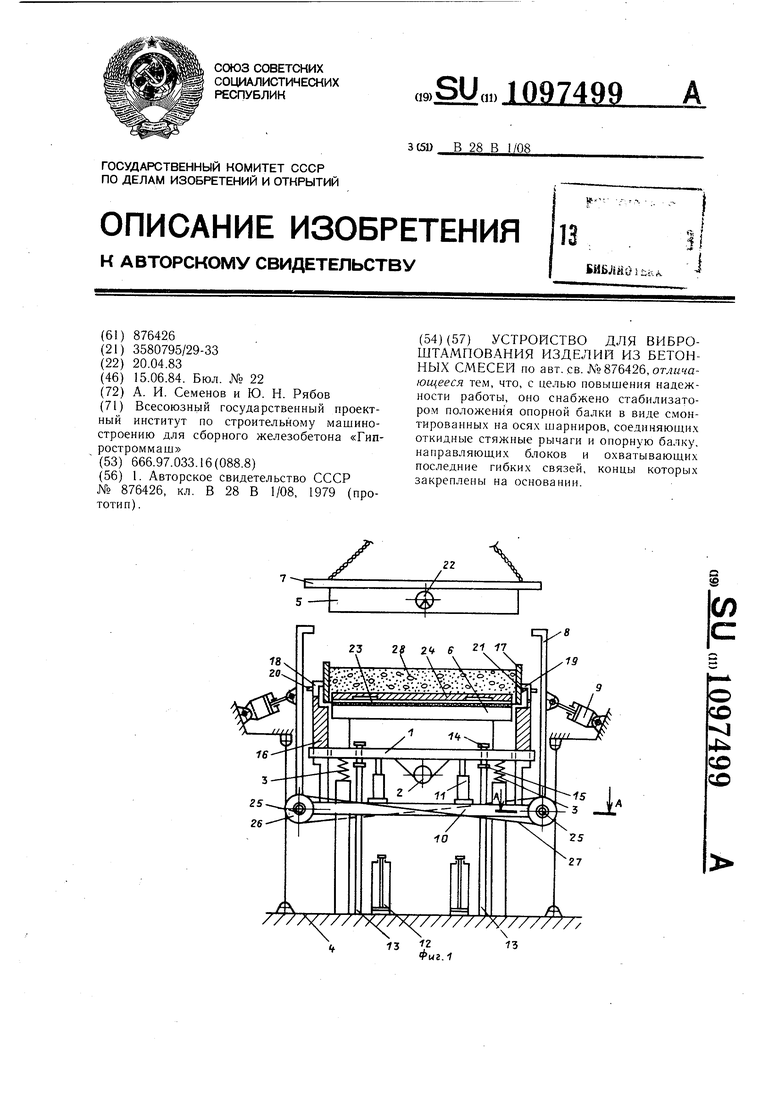
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для виброштампования изделий из бетонной смеси | 1979 |
|
SU876426A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
