Изобретение относится к области технологического оборудования, используемого на предприятиях строительной индустрии.
Известна конвейерная линия для изготовления железобетонных изделий, содержащая параллельно расположенные конвейерные ветви с термокамерой на одном конце, передаточные устройства, тележку, подъемники-снижатели, технологические посты с оборудованием для формования, чистки и смазки поддонов.
Данное решение является наиболее близким по технической сущности к предлагаемому.
Известная линия не решает вопроса многоярусного изготовления изделий для повышения производительности, возможности автоматизации процесса распалубки и вывоза изделий на склад готовой продукции.
Цель изобретения - повышение компактности линии и ее производительности.
Достигается это тем, что описываемая конвейерная линия, содержащая конвейерные ветви с термокамерой на одном конце, передаточные устройства, тележку, подъемники-снижатели, технологические посты с оборудованием для формования, чистки и смазки поддонов, снабжена дополнительной рабочей ветвью, на которой последовательно размещены манипулятор-распалубщик, поворотный круг с силовым цилиндром, телескопический подъемник с рамой для многоярусных контейнеров с пустыми поддонами и самоходная тележка, выполненная с копирами. Рама для многоярусного контейнера установлена консольно на стойках с возможностью подъема над тележкой. На многоярусном контейнере установлены фиксаторы, прикрепленные к рычагам, шарнирно соединенным с опорными элементами, свободно перемещаемые в горизонтальной плоскости и несущие порожние поддоны. Поворотный круг выполнен  -образного профиля, его опорная часть укреплена на вертикально расположенном штоке силового цилиндра с возможностью движения в вертикальной плоскости и поворота вокруг оси. Ступенчатые площадки поворотного круга выполнены в виде вил, ширина между которыми больше ширины основания тележки. Манипулятор-распалубщик установлен между дополнительной рабочей ветвью и подъемником-снижателем, размещенным на выходе из термокамеры. Внутри термокамеры расположены конвейеры, образующие замкнутый технологический поток из многоярусных контейнеров в виде бесконечной цепи, по направлению движения которых расположены теплоизолирующие отсекатели, образующие тамбур и последовательно расположенные зону подъема температуры и изотермического прогрева, снабженную емкостью-испарителем, и зону охлаждения.
-образного профиля, его опорная часть укреплена на вертикально расположенном штоке силового цилиндра с возможностью движения в вертикальной плоскости и поворота вокруг оси. Ступенчатые площадки поворотного круга выполнены в виде вил, ширина между которыми больше ширины основания тележки. Манипулятор-распалубщик установлен между дополнительной рабочей ветвью и подъемником-снижателем, размещенным на выходе из термокамеры. Внутри термокамеры расположены конвейеры, образующие замкнутый технологический поток из многоярусных контейнеров в виде бесконечной цепи, по направлению движения которых расположены теплоизолирующие отсекатели, образующие тамбур и последовательно расположенные зону подъема температуры и изотермического прогрева, снабженную емкостью-испарителем, и зону охлаждения.
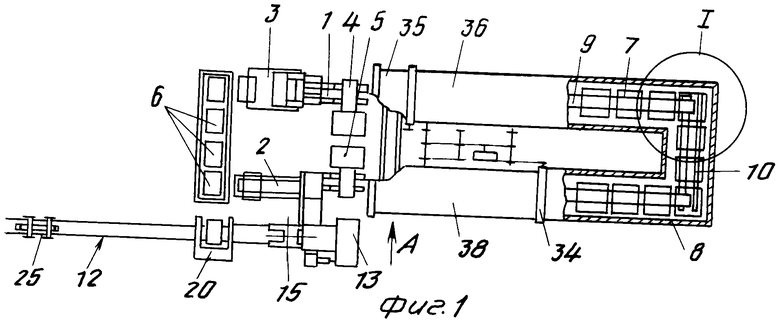
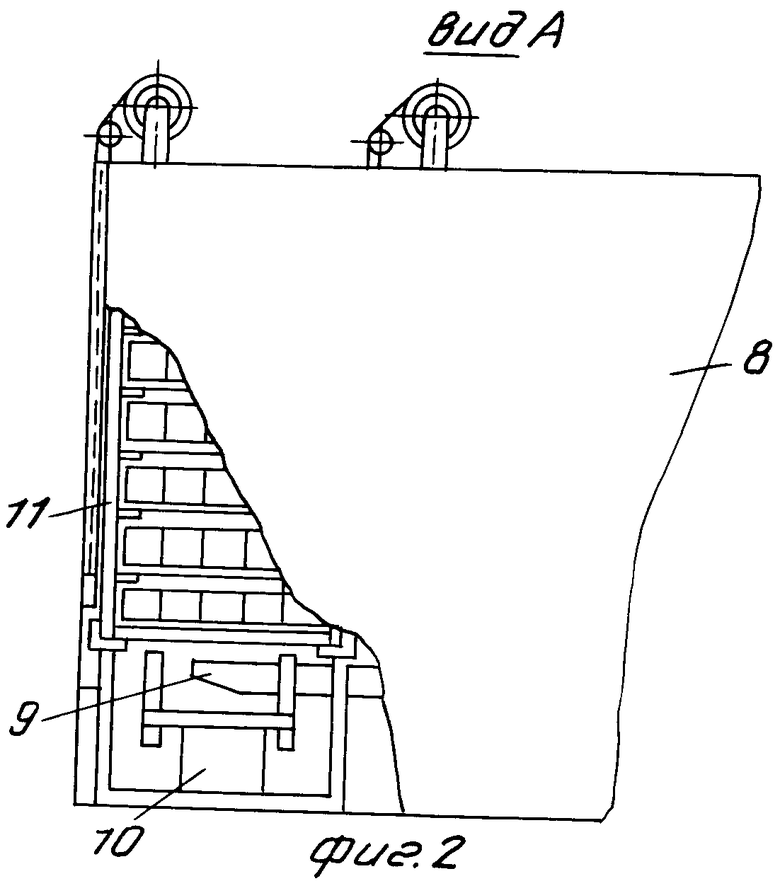
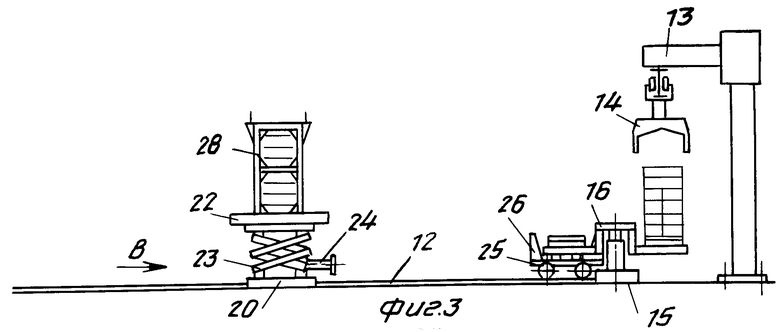
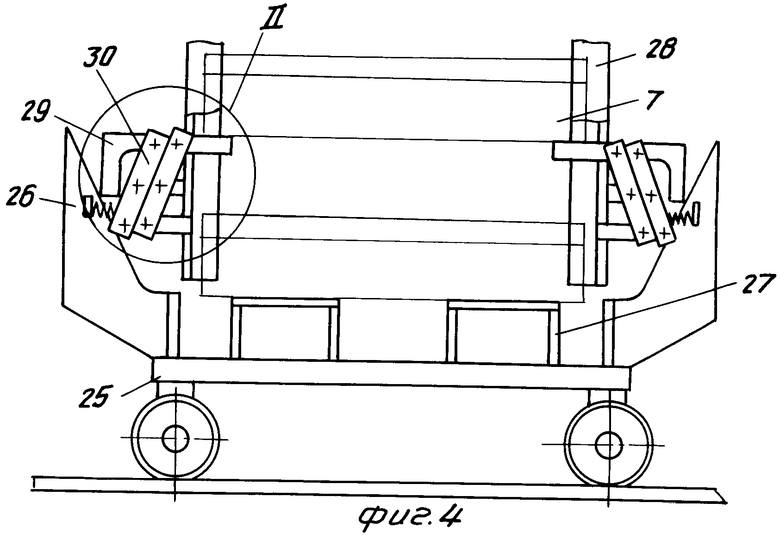
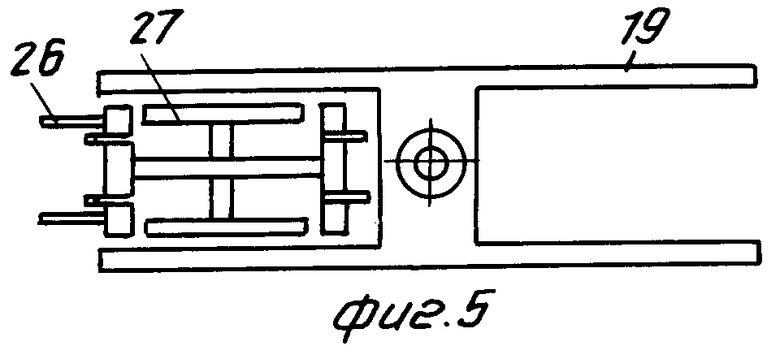
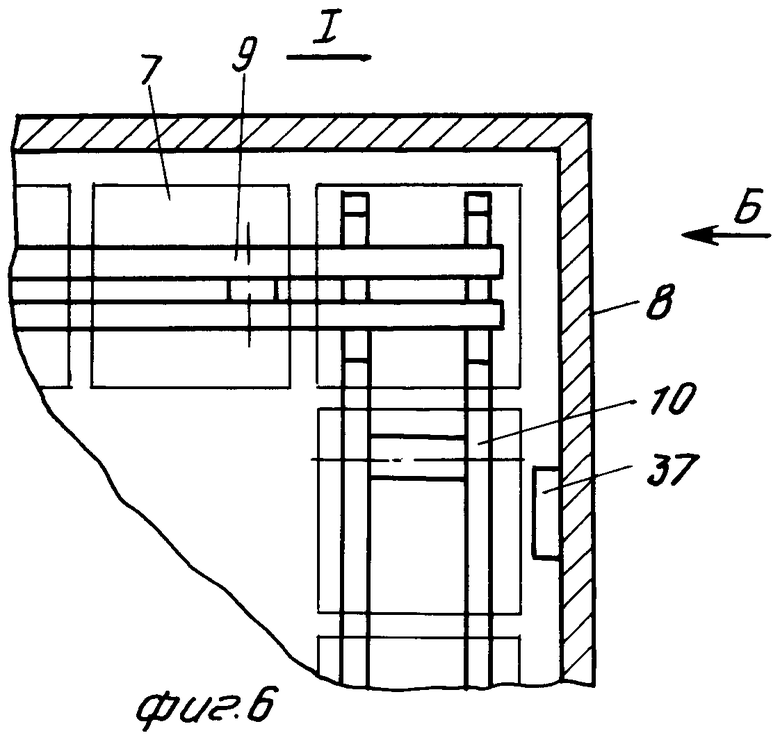
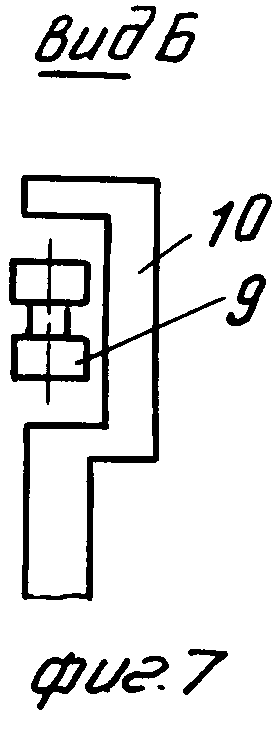
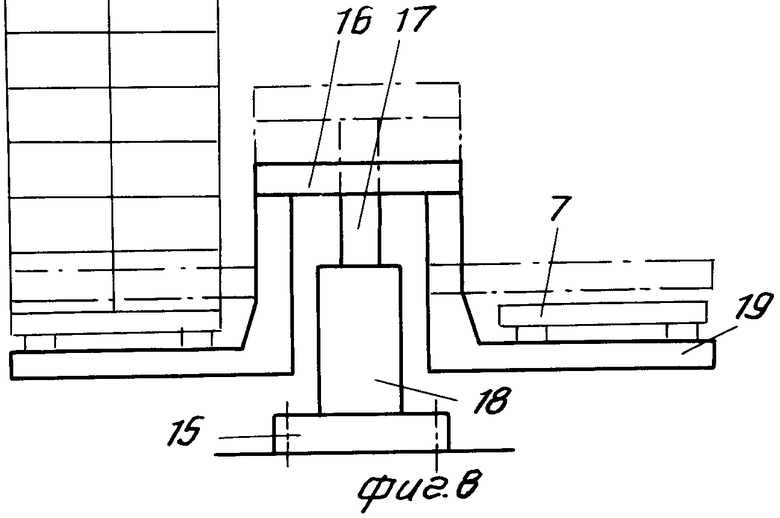
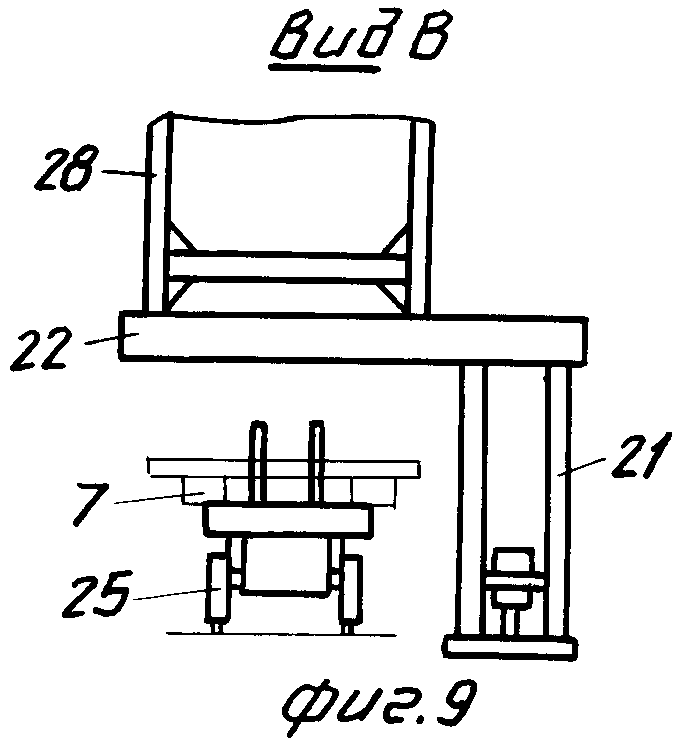
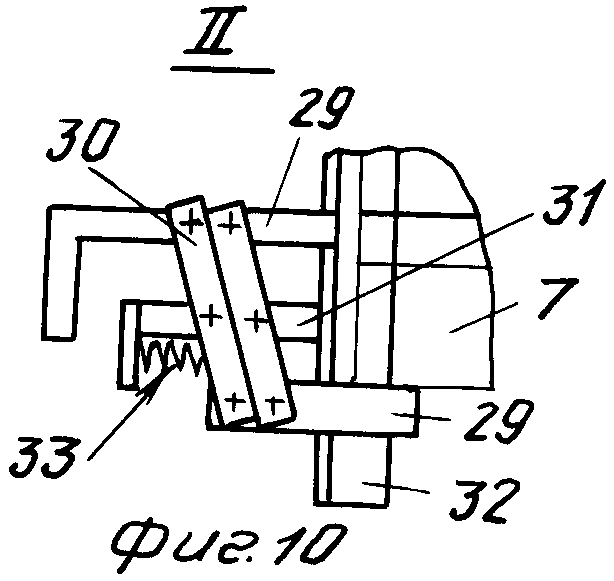
На фиг.1 показана предлагаемая линия в плане; на фиг.2 - вид по стрелке А на фиг.1; на фиг.3 - дополнительная рабочая ветвь; на фиг.4 - вид спереди на тележку с копирами в момент взаимодействия с фиксаторами контейнера; на фиг.5 - вид на поворотный круг сверху; на фиг.6 - узел I на фиг.1; на фиг.7 - вид по стрелке Б на фиг.6; на фиг.8 - вид на поворотный круг сбоку; на фиг.9 - вид по стрелке В на фиг.3; на фиг.10 - узел II на фиг.4 (в одном из рабочих положений).
Линия содержит конвейерные ветви 1,2 с вибропрессовочной машиной 3, подъемниками-снижателями 4, 5, замкнутые с одной стороны постами 6 чистки и смазки поддонов 7 и термокамерой 8 на другом конце с расположенными внутри нее шаговыми продольными 9 и поперечными 10 конвейерами, образующими непрерывный поток перемещаемых в камере многоярусных контейнеров 11, и дополнительную рабочую ветвь с рельсовым путем 12, вдоль которой установлены манипулятор-распалубщик 13 с захватом 14, поворотный круг 15 -образного профиля с опорной частью 16, смонтированной на штоке 17 вертикально установленного силового цилиндра 18, имеющий площадки в виде вил 19, телескопический подъемник 20 с консольно укрепленной на стойках 21 рамой 22, перемещаемой вертикально рычажной системой 23 и гидравлическим цилиндром 24, и тележку 25 с копирами 26. Верхнее основание 27 тележки 25 имеет ширину, меньшую расстояния между вилами 19.
На раме 22 установлен контейнер 28, в котором размещены в несколько ярусов порожние поддоны 7. Контейнер 28 имеет фиксаторы 29, каждый из которых связан с соединенными в параллелограммы рычагами 30, шарнирно присоединенными в средней части к опорным элементам 31. Фиксаторы 29 свободно размещены в стойках 32 контейнера 28 и удалены друг от друга на высоту, равную расстоянию между соседними поддонами 7.
Верхний фиксатор 29 имеет Г-образную форму. К рычагам 30 и опорному элементу 21 прикреплена пружина 33, что позволяет удерживать в контейнере 28 нижний поддон 7 нижним фиксатором 29.
Термокамера 8 разделена теплоизолирующими отсекателями 34 на входной тамбур 35, зону подъема температуры и изотермического прогрева 36, снабженную емкостью-испарителем 37, и зону охлаждения 38.
Предлагаемая линия работает следующим образом.
Очищенные и смазанные поддоны 7 с постов 6 поступают к вибропрессовочной машине 3, в которой одновременно изготавливается несколько малых объемных блоков из тяжелого бетона, керамзитобетона или бетона с другими наполнителями. Вибропрессовочная машина 3 имеет сменные пуансоны для прессования блоков различных размеров и назначения: фундаментные, стеновые, блоки перекрытий и другие.
Поддоны с отформованными блоками приводом вибропрессовочной машины 3 подают к подъемнику-снижателю 4, а затем на многоярусный контейнер 11, находящийся во входном тамбуре 35. Загруженные в тамбуре 35 контейнеры 11 шаговыми конвейерами 9 и 10 продвигают по зонам 36 и 38. В случае изготовления блоков из тяжелого бетона, в термокамеру 8 дополнительно подают пар из емкости-испарителя 37. Контейнеры с блоками, прошедшие тепловую обработку, проходят через зону охлаждения 38. Затем захватом подъемника-снижателя 5, размещенного у проема, разгружают многоярусные контейнеры, после чего поддоны 7 с блоками транспортируют в зону действия манипулятора-распалубщика 13. Захватом 14 манипулятора-распалубщика 13 снимают с поддонов 7 ряды готовых блоков и переносят на поддон 7, установленный на вилах 19 поворотного круга, расположенных в зоне работы манипулятора-распалубщика 13. Набрав по высоте несколько рядов готовых блоков, поворачивают круг 15 на 180о и располагают над тележкой 25, которую предварительно освободили от пустого поддона. Опускают шток 17 силового цилиндра 18, поворотный круг перемещается в крайнее нижнее положение, его вилы 19 опускаются ниже верхнего основания 27 тележки 25, а поддон с вертикальной стопой блоков укладывается на верхнее основание 27. Тележку 25 с готовыми блоками перемещают от поворотного круга 15, пропускают под рамой 22, занимающей крайнее верхнее положение, и доставляют на склад готовой продукции. Затем освободившуюся тележку 25 возвращают и останавливают под рамой 22, которую опускают в крайнее нижнее положение. Контейнер 28 приближается к тележке 25 и Г-образными концами верхних фиксаторов 29 соприкасается с копирами 26. Под действием последних верхние фиксаторы входят внутрь контейнера 28, а жестко прикрепленные к ним рычаги 30 поворачиваются и выдвигают из контейнера 28 нижние фиксаторы 29. При этом нижний поддон 7 сбрасывается на основание 27 тележки 25, а на верхние фиксаторы 29 опираются вышележащие поддоны. Далее поднимают раму 22, контейнер 28 с фиксаторами 29 удаляется от копиров 26. Фиксаторы 29 под действием пружин 33 возвращаются в исходное положение: нижние - внутрь контейнера, верхние - наружу. Затем тележку 25 с поддоном 7 транспортируют к поворотному кругу 15, при этом круг расположен в крайнем нижнем положении. Одни из вил 19 размещены в зоне манипулятора-распалубщика 13 под погрузкой готовых блоков, а противоположные вилы 19 находятся в зоне конечного положения тележки 25.
После загрузки вил 19 поворотный круг 15 поднимают, свободные вилы 19 подхватывают с тележки 25 поддон 7. Поворотный круг 15 разворачивают на 180о. Цикл повторяется.
Данное конструктивное решение позволяет на ограниченной производственной площади значительно увеличить производительность конвейерной линии за счет многоярусного расположения блоков при термообработке, распалубке и накапливании готовых изделий перед складированием, а также полностью автоматизировать эти процессы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для формования железобетонных изделий | 1985 |
|
SU1324850A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ БЛОКОВ | 1991 |
|
RU2015011C1 |
| Устройство для распалубки и сборки форм при изготовлении изделий из бетонных смесей | 1991 |
|
SU1807934A3 |
| ФОРМОВОЧНЫЙ ПОСТ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ БЛОКОВ | 1991 |
|
RU2026778C1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ В.А. ЛЕЩИКОВА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2004 |
|
RU2250162C1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU903113A1 |
Использование: в технологическом оборудовании, применяемом в области строительной индустрии. Сущность изобретения: конвейерная линия содержит конвейерные ветви с термокамерой на конце, внутри которой установлены многоярусные контейнеры с возможностью движения по замкнутому циклу и прохождения из входного тамбура через зону подъема температуры и изотермического прогрева, снабженную емкостью-испарителем, и зону охлаждения, а также имеет передаточные устройства, технологические посты чистки и смазки поддонов, вибропрессования и снабжена дополнительнной рабочей ветвью. Последняя включает рельсовый путь с тележкой, выполненной с копирами , на пути движения котрой размещены телескопический подъемник с рамой для многоярусного контейнера, содержащего порожние поддоны и выполненного с подвижными в горизонтальной плоскости фиксаторами, поворотный круг  -образного профиля с площадками в виде вил и опорной частью, смонтированной на штоке силового цилиндра, и манипулятор-распалубщик, установленный на стыке дополнительной рабочей ветви с основной ветвью на участке выхода готовых блоков из термокамеры. Многоярусные контейнеры термокамеры, манипулятор-распалубщик, поворотный и подвижный по вертикали круг с вилами, расстояние между которыми больше ширины верхнего основания тележки, подъемно-опускная рама для контейнера с подвижными опорными фиксаторами для поддонов обеспечивают многоярусное изготовление, накапливание и транспортировку блоков. 10 ил.
-образного профиля с площадками в виде вил и опорной частью, смонтированной на штоке силового цилиндра, и манипулятор-распалубщик, установленный на стыке дополнительной рабочей ветви с основной ветвью на участке выхода готовых блоков из термокамеры. Многоярусные контейнеры термокамеры, манипулятор-распалубщик, поворотный и подвижный по вертикали круг с вилами, расстояние между которыми больше ширины верхнего основания тележки, подъемно-опускная рама для контейнера с подвижными опорными фиксаторами для поддонов обеспечивают многоярусное изготовление, накапливание и транспортировку блоков. 10 ил.
КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ, содержащая горизонтально замкнутый транспортный конвейер, установленное вдоль него в технологической последовательности оборудование для подготовительных операций, формования, распалубки, термокамеру в торце конвейера, установленные на ее входе и выходе подъемники-снижатели, поддоны, отличающаяся тем, что она снабжена транспортной ветвью, расположенной параллельно ветви горизонтально замкнутого конвейера, имеющей оборудование для распалубки, установленными последовательно на транспортной ветви поворотным кругом с механизмом подъема и опускания в виде силового цилиндра, многоярусным контейнером для транспортировки пустых поддонов, имеющим фиксаторы для отделения нижнего поддона, телескопическим подъемником с опорной рамой под контейнер для транспортировки пустых поддонов и самоходной тележкой с упорами, выполненными со скосами к ее центру, жестко закрепленными на раме тележки и расположенными симметрично относительно ее продольной оси, термокамера снабжена многоярусными контейнерами для поддона с изделиями и емкостью-испарителем, установленной в зоне изотермического прогрева камеры, оборудование для распалубки выполнено в виде манипулятора, размещенного между подъемником-снижателем, установленным на выходе термокамеры и транспортной ветвью, поворотный круг в продольном вертикальном сечении имеет  - образный профиль и состоит из верхней площадки, опертой на силовой цилиндр, и двух нижних для снятия и установки поддонов с самоходной тележки, при этом нижние площадки выполнены в виде вилочных захватов, фиксаторы - в виде двух пар горизонтальных, опорных, утапливаемых элементов - верхнего для опирания предпоследнего и нижнего для опирания последнего пустотелых поддонов в контейнере, соединенных с его вертикальной рамой посредством жестко соединенного с ней горизонтального кронштейна и планок, шарнирно соединенных средней частью с кронштейном, а по концам - с опорными элементами и подпружиненных к кронштейну, причем пары фиксаторов расположены вдоль продольной оси тележки симметрично относительно продольной оси контейнера, и верхний фиксатор каждой пары контактирует со скосом соответствующего упора самоходной тележки.
- образный профиль и состоит из верхней площадки, опертой на силовой цилиндр, и двух нижних для снятия и установки поддонов с самоходной тележки, при этом нижние площадки выполнены в виде вилочных захватов, фиксаторы - в виде двух пар горизонтальных, опорных, утапливаемых элементов - верхнего для опирания предпоследнего и нижнего для опирания последнего пустотелых поддонов в контейнере, соединенных с его вертикальной рамой посредством жестко соединенного с ней горизонтального кронштейна и планок, шарнирно соединенных средней частью с кронштейном, а по концам - с опорными элементами и подпружиненных к кронштейну, причем пары фиксаторов расположены вдоль продольной оси тележки симметрично относительно продольной оси контейнера, и верхний фиксатор каждой пары контактирует со скосом соответствующего упора самоходной тележки.
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
