о
а эо
О) Изобретение относится к машиностроению, преимущественно к восстановлению поршневых пальцев двигателей. Известен способ восстановления поршневых пальцев путем размерного хромирования ij. Недостатки данного способа низкай производительность, большие затраты и сложность подготовки поверхности пальца перед осаждением Известен способ восстановления поршневых пальцев раздачей дорнованием 23. Однако при раздаче дорнованием юршневые пальцы искривляются, на гюверхности пальцев образуются макр я микротрешзнны. Наиболее близок к предлагаемому по технической сущности и достигаемому результату способ восстановления поршневых пальцев двигателей внутреннего сгорания из цементуемых марок сталей, включающий индукционный нагрев Bbmie точки Асд и охлаждение изделий изнутри потоком жидкости 3 J. Однако указанный способ обеспечивает восстановление поршневьрс пал цев только из цементуемых (малоуглеродистьпс) марок сталей. Поршневые пальцы из среднеуглеродистых сталей, например из стали 45, восстанавливать этим способом невозможно, так как он не обеспечивает требуемой по стандарту твердости п верхности и сердцевины (HRC 56-65 и 25-35 соответственно)-.- В результате восстановления поршневых пал цев из среднеуглеродистых сталей по способу-прототипу твердость . наружной поверхности пальца составляет HRC 27-34, а твердость сердцевины HRC 47-55, т.е. не обес печивается требуемое качество изде лия. Цель изобретения - повьшение качества изделия. 6г Поставленная цель достигается тем, что согласно способу восстановления поршневых пальцев, преимущественно из среднеуглеродистых сталей, включающему индукционный нагрев до температуры закалки и охлаждение изнутри потоком жидкости, проводят повторньй индукционный объемный нагрев до температуры закалки и осуществляют охлаждение водой наружной поверхности при изоляции внутренней поверхности. В результате объемного нагрева до температуры закалки и охлаждения изнутри потоком жидкости изделие по наружному диаметру увеличивается на 0,1-0,2 мм. При этом твердость внутреннего слоя изделия достигает HRC 47-55, а наружного HRC 27-34. Затем изделие повторно нагревают ТВЧ до 850 С, чтобы снять закалку внутреннего слоя и охлаждают водой снаружи при изоляции внутренней поверхности от контакта с охлаждающей жидкостью. При этом сохраняется величина раздачи (О, 1-0., 2 мм), твердость поверхностного слоя наружной цилиндрической поверхности достигает HRC 58-59, а сердцевина остается вязкой с твердостью HRC 28-34. Пример. Изношенные поршневые пальцы двигателя внутреннего сгорания ЗИЛ-130 из стали 45 подвергают восстановительной обработке согласно известному и предлагаемому способам. Поршневые пальцы подвергают объемному индукционному нагреву до 850°С и охлаждают изнутри потоком жидкости. Затем проводят повторный объемньй нагрев до 850°С и охлаждение снаружи водой со скоростью вьше критической на установке,предотвращающей попадание охлаждающей жидкости на внутреннюю поверхность. Результаты обработки приведены в таблице.
310976864.
Таким образом, предлагаемыйЭкономический эффект при проспособ позволяет повысить качество грамме ремонта поршневых пальцев восстанавливаемых поршневых пальцев. 40 тыс.шт. в год составляет 2000 руб,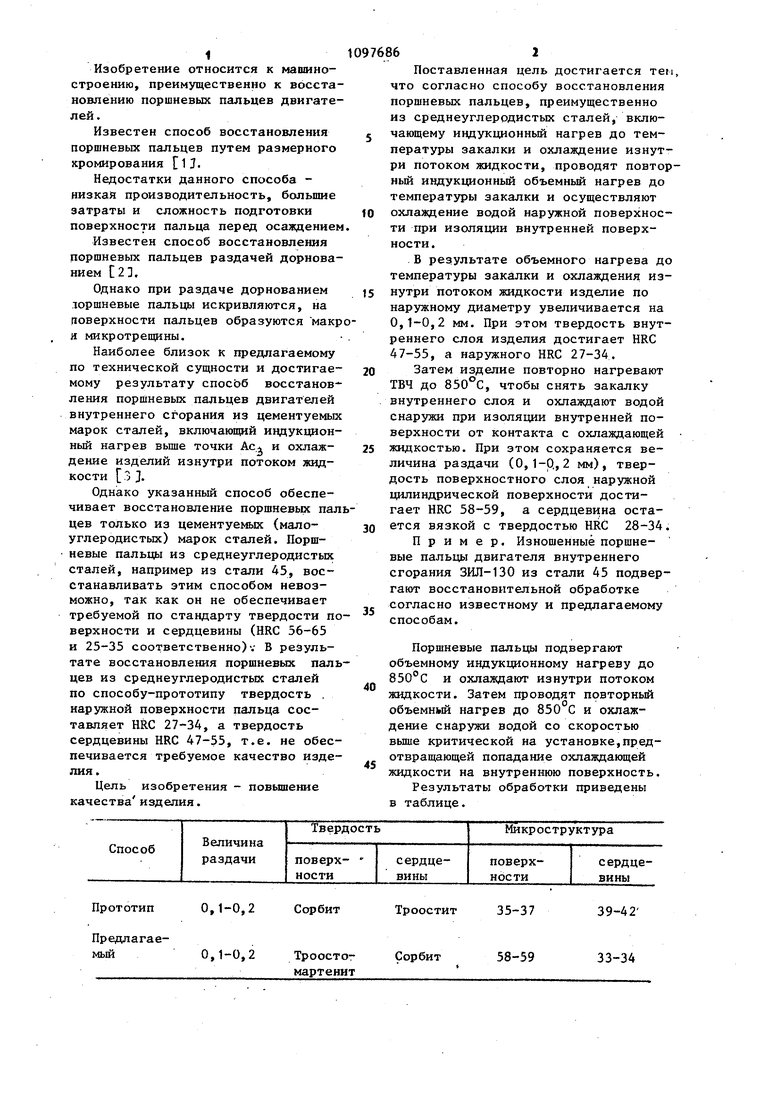
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1996 |
|
RU2122588C1 |
| Способ восстановления полых цилиндрических деталей | 1987 |
|
SU1539217A1 |
| Способ восстановления трубчатых изделий из цементуемых марок стали | 1974 |
|
SU495367A1 |
| Способ восстановления трубчатых изделий из цементуемых марок стали | 1978 |
|
SU735646A2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087549C1 |
| Способ поверхностного упрочнения стальных изделий | 1982 |
|
SU1090733A1 |
| Способ термической обработки зубчатых колес | 1975 |
|
SU584043A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1970 |
|
SU262926A1 |
| Способ обработки изделий | 1984 |
|
SU1250588A1 |
| Способ термической обработки цилиндрических зубчатых колес | 1981 |
|
SU1087556A1 |
СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ, преимущественно из среднеуглеродистых сталей, включающий индукционный нагрев до температуры закалки и охлаждение изнутри потоком жидкости, отличающийся тем, что, с целью повышения качества изделия, проводят повторный ИНДУКЦИОННЫЙ объемный нагрев до темкературы закалки и осуществляют охлаждение водой наружной поверхности при изоляции вн; тренней поверхности. СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Голубез И.Г | |||
| И др | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., ДЯИИТЭИ, 1982, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ восстановления трубчатых изделий из цементуемых марок стали | 1974 |
|
SU495367A1 |
| Кузнечный горн | 1921 |
|
SU215A1 |
| БйБлйи I | |||
