(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1996 |
|
RU2122588C1 |
| Способ восстановления трубчатых изделий из цементуемых марок стали | 1974 |
|
SU495367A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| Способ восстановления поршневых пальцев | 1982 |
|
SU1097686A1 |
| Способ восстановления трубчатых изделий из цементуемых марок стали | 1978 |
|
SU735646A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ С ОТВЕРСТИЕМ ТИПА ПОРШНЕВЫХ ПАЛЬЦЕВ РАЗДАЧЕЙ | 1997 |
|
RU2144454C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2109822C1 |
| Способ восстановления пустотелых изделий | 1987 |
|
SU1505737A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2109821C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1970 |
|
SU262926A1 |
Изобретение относится к машиностроению и ремонту машин, в частности к восстановлению деталей типа поршневых пальцев двигателей внутреннего сгорания. Цель - повышение качества раздачи путем увеличения раздачи более изношенного центрального участка пальца. Изношенный поршневой палец нагревают индукционным способом до 800 - 850°С. После этого производят охлаждение пальца изнутри двумя потоками жидкости, направленными от середины детали к ее торцам. 1 ил., 1 табл.
Изобретение относится к машиностроению и ремонту машин, в частности к восстановлению деталей типа поршневых пальцев двигателей внутреннего сгорания.
Целью изобретения является повышение качества раздачи путем увеличения раздачи более изношенного центрального участка пальца.
Согласно предлагаемому способу охлаждение детали изнутри производят двумя потоками жидкости, направленными от середины детали к ее торцам.
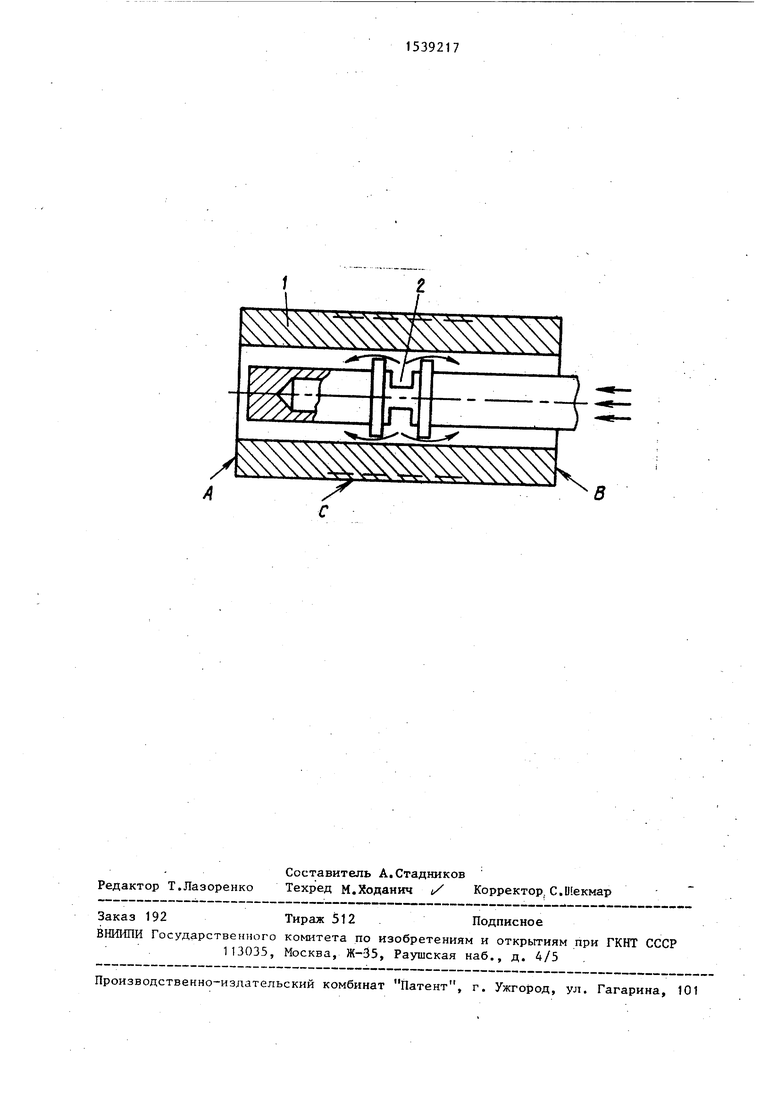
На чертеже схематично изображен палец в процессе раздачи.
Способ осуществляется следующим образом.
Изношенный палец двигателя внутреннего сгорания нагревают индукционным методом до 800-850°С. При этом происходит объемное расширение паль-
ца, за счет которого его наружный диаметр увеличивается. После достижения требуемой температуры нагрев прекращают и производят охлаждение пальца изнутри жидкостью.
Жидкость подают с одного торца трубы 1, заглушенной с другой стороны и имеющей две радиальные прорези 2, расположенные друг против друга. Охлаждаемый палец устанавливают так, чтобы его торцы А и В были одинаково удалены от прорезей 2, и включают подачу жидкости. При этом происходит более интенсивное охлаждение, а значит, и термофиксация центрального изношенного участка С пальца в зоне непосредственной подачи охлаждающей жидкости, а затем крайних участков. В результате исключается седлообраз- ность пальца, так как термофиксация центрального участка происходит раньел
ОЭ СО
ьэ
ше и быстрее, чем крайних участков, Кроме того, в несколько раз уменьшается увеличение длины пальца.
Пример. Проведены сравнительные испытания поршневых пальцев двигателя СМД-14 по предлагаемому и известному способам. По каждому спосо- бу восстанавливали по 100 пальцев. Испытываемые пальцы обмеряли по торцам, в центре и замеряли их длину.
В результате проведенных сравнительных испытаний получены средние результаты, приведенныеfв таблице.
После испытаний и обмера произве- ли механическую обработку испытанных пальцев и получили следующие резуль-. таты. Из 100 пальцев восстановленных по известному способу в брак ушло 38, что составляет 38% (пальцы бракуются из-за того, что механической обработкой не выводится чернота, так как пальцы в процессе работы частично изгибаются). Из 100 пальцев восстановленных по предлагаемому способу в брак ушло 6 пальцев, что составляет 6%.
Предполагаемый способ восстановления пальца позволяет получить наиболее благоприятную внешнюю поверхность t для дальнейшей обработки пальца, так как характерной особенностью износа пальцев является износ центрального участка С в зоне контакта с шатуном. При этом в результате первоначального интенсивного охлаждения центрального участка пальца имеющийся износ компенсируется увеличенной раздачей цент
42-0,012 42-0,021 42-0,012
102
Изношенный
Восстановленные по
известному способу 42+0,034 42+0,01 42+0,021 102,32
Восстановленный по
предлагаемому способу 42+0,029 42+0,022 42+0,028 102,14
0
5 0
0 35 5
рального участка С по сравнению с крайними участками. Это позволяет добиться цилиндричности внешней поверхности пальца и значительно уменьшить увеличение длины пальца в процессе раздачи.
Для поршневых пальцев дизельных двигателей, изготавливаемых из цементуемых сталей, а также для пальцев карбюраторных двигателей, изготавливаемых из среднеуглеродистой стали внедрение изобретения позволяет улучшить геометрию детали после термораздачи, что сокращает время на дальнейшую ее обработку и позволяет большее число раз производить восстановление пальцев, так как появляется возможность установить минимальные допуски на дальнейшую механическую обработку.
Формула изобретения
Способ восстановления полых цилиндрических деталей типа поршневых пальцев, включающий индукционный нагрев до температуры закалки, охлажден ние изнутри потоком жидкости, повторный нагрев и охлаждение жидкостью наружной поверхности при изоляции внутренней поверхности, отличающийся тем, что, с целью .повышения качества путем увеличения раздачи более изношенного центрального участка, охлаждение детали изнутри проводят двумя потоками жидкости, направленными от середины детали к ее торцам.
102
х
в
