Изобретение относится к подготовке поверхности металла перед фосфати рованием, в частности, к активирующей обработке поверхности стальной проволоки (ленты). Подготовка поверхности металла пе ред фосфатированием - одна из важных составляющих процесса, так как в зависимости от нее сильно изменяются электрохимическая активность поверхности, контролирующая кинетику формирования фосфатной пленки и ее качество. Известны водные составы для активации поверхности стали перед фосфатированием, включающие, например, щелочные растворы неорганических сое динений титана и железа ГЛ . Указанные составы, взаимодействуя с обрабатываемым металлом, увеличива на поверхности количество активных участков, являющихся центрами криста лизации фосфата. Однако они не обеспечивают достаточной степени активации и требуют частой корректировки раствора по содержанию активирующих компонентов и рН среды, затрат на хи мические реактивы и ежедневное выпол нение химанализов. Кроме того, приме нение кислых растворов, содержащих ионы меди или растворов, содер сащих хлорное железо,требует нейтрализации и обезвреживания сточных вод, пр менения коррозионирстойкого оборудования, не исключает вредных испарени в окружающую среду. Известны способы подготовки повер ности сухими составами, например пес ком 2 . Однако для современных скоростных проволочных агрегатов, где протягивается одновременно 20-30 нитей прово локи диаметром 1-2 мм, пескоструйная обработка не пригодна в силу громозд кости оборудования и невозможности предотвращения запьшения атмосферы. Наиболее близким по технической сущности и достигаемому эффекту к пр лагаемому является сухой состав на основе ферромагнитного вещества, например металлического песка, стальных шариков или чугунной дроби 3j . Основным недостатком известного активирующего состава является неравномерность кристаллической структуры т1оследующей фосфатной пленки, особенно по периметру проволоки из-за неравномерности воздействия струйной обработки, что приводит к неоднородности структуры и качества фосфатного покрытия. На участках поверхности с недостаточной степенью активации кристаллизация фосфата происходит медленно, а структура осажденного фосфата крупнокристаллическая. Другие .недостатки (дальнейший нестабильный захват смазки, высокие значения усилий протяжки при волочении) являются производными от основного. Цель изобретения - повьшение однородности активации. Поставленная цель достигается тем, что состав для активации поверхности металла перед фосфатированием, содержащий ферромагнитное вещество,дополнительно содержит сажистое железо, а в качестве ферромагнитного вещества порошок железомедного сплава при следующем соотношении компонентов, мас.%: Порошок железомедного сплава97-98 Сажистое железо 1-3 Порошок железомедного сплава содержит компоненты в следующем соотношении, мас.%: Медь20-60 ЖелезоОстальное Активирующая обработка поверхности стали указанным составом порошкового агента осуществляется с помощью механического воздействия в магнитном поле напряженностью 8000-80000 А/м. Использование в качестве одного из компонентов активирующего состава порошка железомедного сплава (ПЖД) необходимо по следующим причинам. При жестком трении частиц меди о поверхность проволоки, имеющем место в рабочей зоне,на поверхности проволоки остаются микроследы в виде атомных ко-, лоний меди. При последующей операции фосфатирования атомы меди на поверхности стали становятся микрокатодами, т.е. центрами кристаллизации фосфата. Увеличение числа центров кристаллизации вызывает, согласно модели И.Л. Миркина, уменьшение величины кристаллов фосфата. Мелкокристаллическая структура фосфата способствует лучшему захвату смазки в процессе сухого и мокрого волочения. Ввиду того, что медь является. диамагнетиком,ее вводят в состав вместе с веществом, обладающим ферромагнитными свойствами, которое способствует удержанию частиц порошка
31
8 мйгнитнон- поле, причем ферромагнитный материал во избежа- ние посторонних воздействий должен быть одной природы с обрабатываемым телом. В данном случае это вещество - железо.
Использовать смесь медного порошка с железным нельзя, так как частицы меди будут выпадать из рабочей зоны. Поэтому используют порошковый , сплав, каждая частица которого представляет собой сплавленную в одноцелое гетерофазную систему, состоящую из железа, меди и насыщенных твердых взаимных растворов железа с медью. При этом железо играет роль материала носителя и абразива, а медь является материалом - активатором центров кристаллизации.
Для того, чтобы порошок железомедного сплава соответствовал поставленной задаче, в нем должно содержаться 20-60 мас.% меди. При содержании меди менее 20% она перестает выполнять свои функции активатора центров Кристаллизации, поскольку вероятность контакта меди с поверхностью проволоки существенно уменьшается.
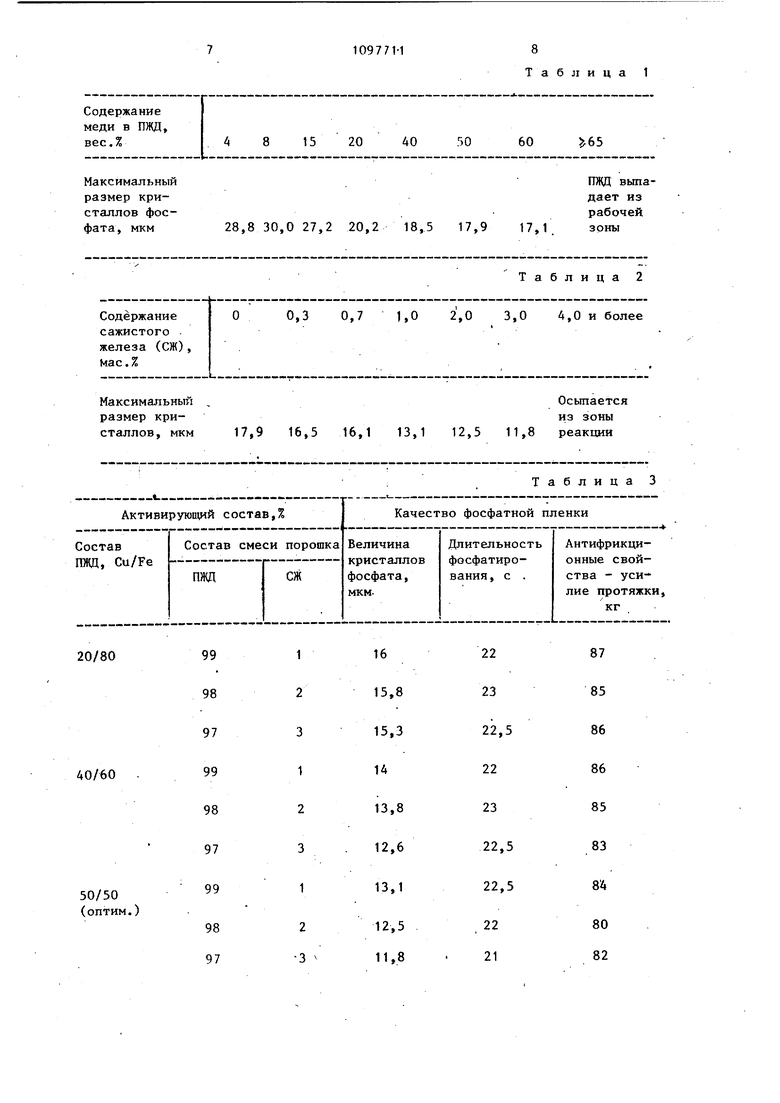
В табл. 1 приведена зависимость величин максимального зерна фосфата от содержания меди в применявшемся Йля активации ПЖД при прочих равных условиях.
Как видно из табл. 1, изменение содержания медив ПЖД оказывает существенное влияние на размер максимального зерна фосфатного покрытия до 20%. Последующее увеличение содержания меди в ПЖД на размере зерен фосфата сказьтается мало.
Максимальное содержание меди ограничено из соображений способности чатиц еще удерживаться магнитным полем При содержании более 60% меди начительная часть порошкового железомедного сплава выпадает из рабочей зоны
Порошок ПЖД получают следующим образом. Расплавляют шихту, содержащую в нужной пропорции железо и медь выливают расплав через узкое отверстие и распьшяют струями воды высокого давления, затем восстанавливают полученный порошок при высокой температуре в сменной защитной атмос фере, разбивают спек в дробилке или шаровой мельнице и просеивают через сетку 045 (ГОСТ 3584-73).
114
Второй компонент состава - сажисто железо(СЖ) представляет собой естественную смесь сажи, карбидов и железа.
Частицы углерода и карбидов железа на поверхности обрабатываемого изделия имеют положительный потенциал и являются катодными участками, которые служат центрами кристаллизации фосфата, что способствует измельчению кристаллов, уплотнению пленки и увеличению скорости самого процесса образования фосфатного покрытия
Железо выполняет в данном случае ту же роль, что и в составе ПЖД.
Содержание сажистого железа в составе порошкового агента должно быть не менее 1 вес.%, так как, начиная с этого количества, его присутствие заметно сказывается на величине кристаллов фосфатного покрытия. Не следует, однако, вводить в состав более 3% сажистого железа, так как из-за плохих магнитных свойств избыточное его количество не способно удерживаться длительное время в рабочей зоне и через 20-30 мин осыпается из зоны реакции.
В табл. 2 приводится зависимость максимальной величины кристаллов фосфатного покрытия от содержания сажистого железа в составе порошкового агента (медь 50%, железо 50%).
Для обеспечения эффективного воздействия порошкового агента на поверхность проволоки его удерживают в рабочей зоне магнитным полем, создаваемым четьфьмя крестообразно расположенными магнитами, создающими на поверхности проволоки faгнитную индукцию 0,1-1,0 Тл (800080000 А/м). Минимальная напряженность магнитного поля регламентируется необходимостью достаточного абразивного воздействия, максимальная - ограничением энергозатрат. При этом, меняя напряженность магнитного поля, можно регулировать силу абразивного воздействия на поверхность протягиваемой проволоки и тем самым влиять на ее электрохимическую активность.
Пример. Испытывают рднотипные образцы проволоки из Ст 70 диаметром 1,8 мм и длиной 5 см. Поверхность трех параллельных серий образцов фосфатируют в идентичных ус,ловиях. Образцы первой серии не подвергают перед фосфатированием поверхностной активации. Поверхность образцов второй серии активируют известным составом.
Третью серию образцов активируют предлагаемым составом. Для этого в идентичных условиях образцы проволоки протягивают сквозь массу порошкового агента, удерживаемого магнитным полем двухполюсного магнита, со скоростью окло 36 см/с, что соответствует реально существующим условиям промышленного производства проволоки. Порошковый состав содержит 97-99 вес.% порошка ПЖД состава: Си 20-60 Bec.%j, Fe 40-80 и 1-3% порошка сажистого железа.
Фосфатирование всех проволочных образцов осуществляют в растворе, приготовленном из фосфатируемого концентрата КФЭ-1: 100 г концентрата на 1 л раствора. Температура раствора 85 С. Скорость фосфатирования определяют с помощью автоматичес-кой записи изменения потенциала обраца проволоки во времени от начала процесса. Для этого используют потенциостат 27М и двухкоординатный самописец ПДП-4. Установление постоянного значения потенциала (перегиб на кривой потенциал-время) - признак образования пленки фосфата.
На чертеже приведены усредненные кривые изменения потенциала образца во времени для трех серий образцов,
В табл. 3 приведена зависимость размера максимальных кристаллов фосфата от состава порошкового активирующего агента.Как видно из чертежа и табл. 3, наибольшая скорость фосфатирования достигается на поверхности проволоки подвергнутой активации предлагаемым составом (кривая 1), - процесс формирования фосфатной пленки завершается через 20-24 с. Кривые 2 и 3 иллюстрируют скорость процесса фосфатирования на поверхности проволоки, активированной известным составом, и не подвергнутой активации, соответственно.
Влияние состава для активацииповерхности на кристаллическую структуру фосфатного покрытия оценивают по размеру максимального кристалла фосфата.
Кристаллы фосфата на поверхности проволоки, активированной с помощью предлагаемого состава,в 1,8-2 раза меньше, чем на поверхности проволоки активированной известным составом, и в 2,5-3,3 раза мейьще, чем на поверхности проволочных образцов, не подвергающихся активации.
Антифрикционные свойства образовашегося фосфатного покрытия испытываю протяжкой образцов проволоки через фильеру.
Усилие протяжки определяют с помощью специально сконструированного приспособления к разрывной машине. Проволока протягивается через волоку с единичным обжатием 19%; скорость протяжки 10- мм/мин. Усилие волочения определяют на Ta6jio и записывают самописцем.
Как следует из табл, 3, наилучшими антифрикционными свойствами наименьшими значениями усилий протяж обладают образцы проволоки с фосфатными пленками, полученными после преварительной обработки предлагаемым составом: на 12% меньше, чем для образцов, обработанных известным составом,и на 30% меньше, чем для неактивированиых образцов,
Предлагаемый состав для сухой активации, первоначально загруженньй в емкость, практически не расходуется, что не требует затрат на его обновление и корректировку. Использование предлагаемого активирующего состава за счет улучшения качества фосфатного покрытия И ускорения процесса фосфатирования дает возможность увеличить производительность непрерывных термотравильных агрегатов с конечной операцией фосфатирования перед волочением на 18-25% и производительность самих волочильных станов на 10-20%,
Таблица 1



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки проволоки | 1985 |
|
SU1361196A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 1999 |
|
RU2170285C2 |
| САМОСМАЗЫВАЮЩЕЕСЯ ЭЛЕКТРОЛИТИЧЕСКИ ОСАЖДЕННОЕ ФОСФАТИРУЮЩЕЕ ПОКРЫТИЕ | 2017 |
|
RU2702521C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД ОПЕРАЦИЯМИ ХОЛОДНОЙ ДЕФОРМАЦИИ | 1999 |
|
RU2176287C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД ОПЕРАЦИЯМИ ХОЛОДНОЙ ДЕФОРМАЦИИ | 2003 |
|
RU2266977C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2001 |
|
RU2190693C1 |
| КОМПОЗИЦИЯ ДЛЯ АМОРФНОГО ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2143012C1 |
| Раствор для фосфатирования металлической поверхности | 1985 |
|
SU1381196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯЛЬНОЙ ПАСТЫ ДЛЯ ПАЙКИ В ВОССТАНОВИТЕЛЬНОЙ АТМОСФЕРЕ | 2007 |
|
RU2340436C2 |
| РАСТВОР ДЛЯ ФОСФАТИРОВАНИЯ СТАЛЬНОЙ ПОВЕРХНОСТИ | 2012 |
|
RU2489517C1 |
1. СОСТАВ ДЛЯ АКТИВАЦИИ ПОВЕРХНОСТИ МЕТАЛЛА ПЕРЕД ФОСФАТИРОВАНИЕМ, содержащий ферромагнитное вещество, отличающийся тем, что, с целью повьппения однородности активации, он дополнительно содержит сажистое железо, а в качестве ферромагнитного вещества - порошок железомедного сплава при следующем соотношении компонентов, мае.%: Порошок железомеднсго .сплава97-98 Сажистое железо 1-3 2. Состав по п. 1, отличающийся тем, что порошок жеS лезомедного сплава, содержит компоненты в следующем соотношении, мас.%: Медь20-60 ЖелезоОстальное
Максимальный , размер кри17,9 16,5 16,1 13,1 сталлов, мкм
50/50 (оптим.)
Таблица 3 Осьшается из зоны 12,5 11,8 реакции
99
60/40
98
97
Известный Без активации
Продолжение табл. 3
82
23
81
22,5
83,5
21
100
28
135
32
