Изобретение относится к турбинестроению и может быть использовано при изготовлении сварных диафрагм турбомашин большой мощности.
Известен способ обработки сварной диафрагмы турбомашины, включающий индивидуальную обработку по торцам направляющих лопаток, сборку направляющей решетки с размещением лопаток в профилированных окнах, выполненных во внутренних и наружных бандажных лентах, установку тела и обода диафрагмы и приварку лопаток к телу и ободу ClТОднако недостаточная фиксация лопаток приводит к искажению геометрических размеров межлопаточных, каналов диафрагмы, что, в свою очередь, снижает экономичность турбомашины. .
Известен также способ изготовления сварной диафрагмы турбомашины включающий установку лопаток, фик-сацию их с заданным шагом и приварку к телу и ободу t23.
Однако известньй способ изготовления диафрагмы приводит к искажению положения лопаток в направляющей решетке и, следовательно, к снижению экономичности турбомашины.
Цель изобретения - повышение экономичности турбомашины посредством повышения точности геометрических размеров сварной диафрагмы
Указанная цель достигается тем, что согласно способу изготовления сварной диафрагмы турбомашины,включающему установку лопаток, фиксацию
их с заданным шагом и приварку к телу и ободу, фиксацию лопаток осуществляют путем одновременного зажима их в индивидуальньк упорах, а перед приваркой производят механическую обработку торцовьпс поверхностей лопаток.
На фиг.1 представлено устройство для осуществления способа сборки
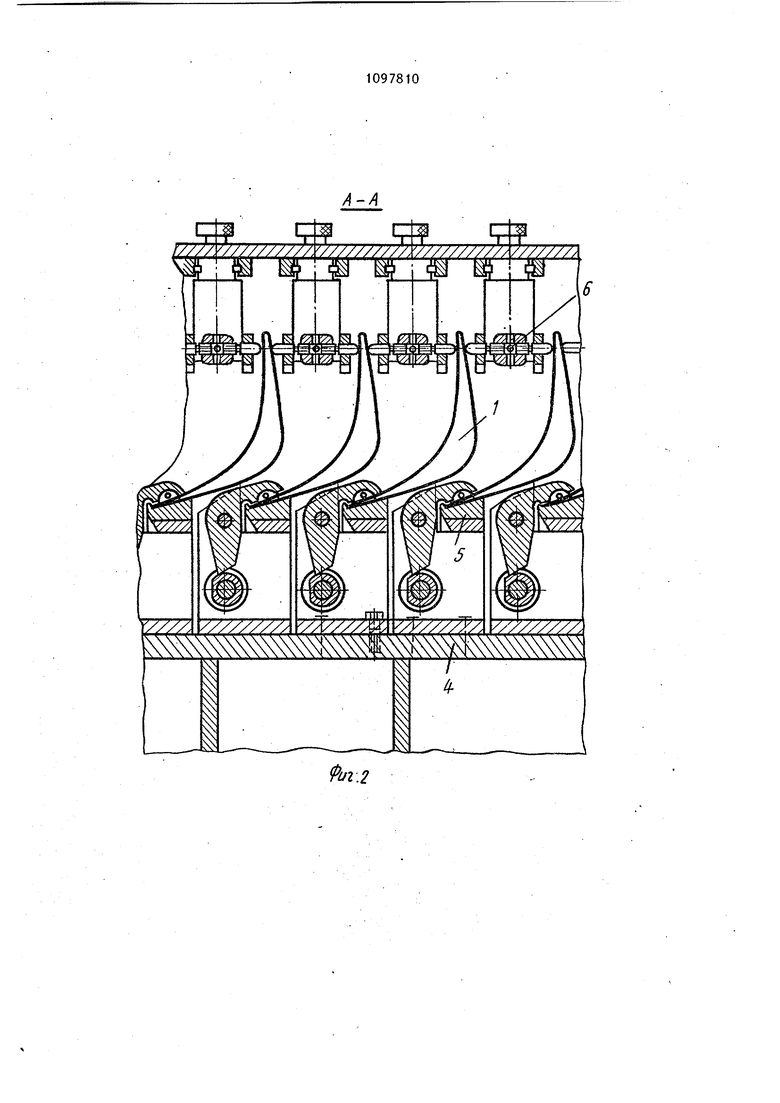
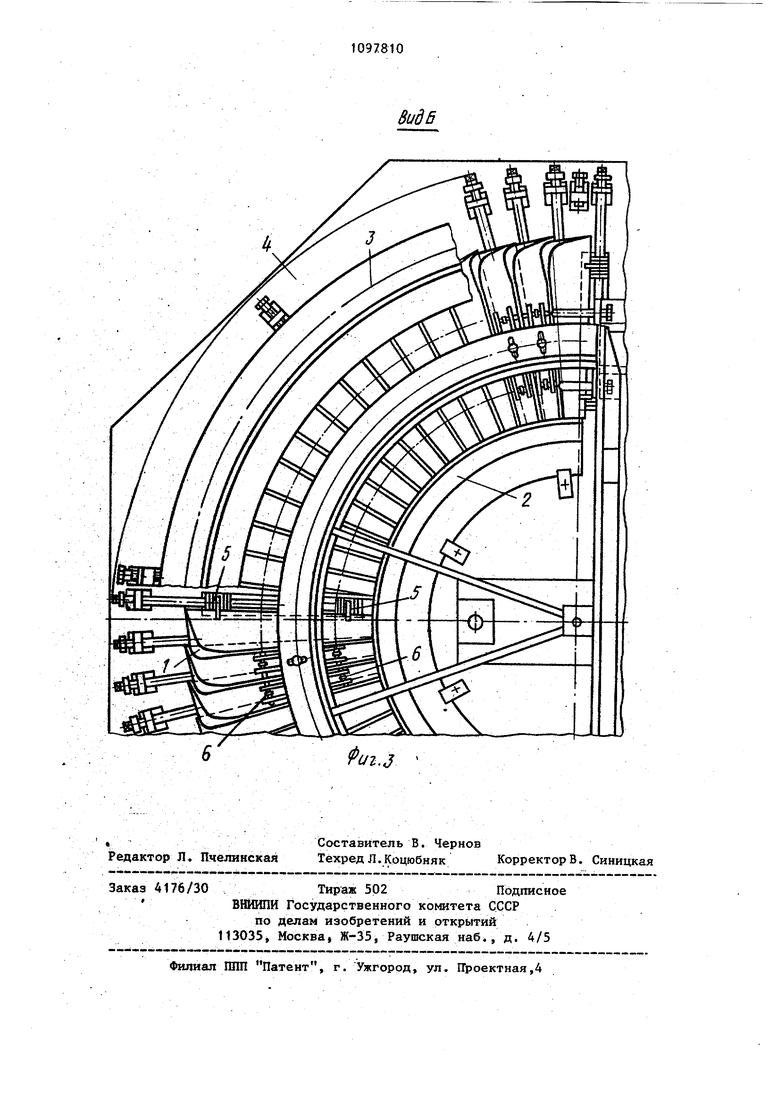
сварной диафрагмы, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1.
Устройство для изготовления сварной диафрагмы, имеющей лопатки 1,тело 2 и обод 3, состоит из фиксирующего основания 4 с индивидуальными упорами 5 и 6.
Способ сборки сварной диафрагмы осуществляют следующим образом.
Устанавливают лопатки 1 на фиксирующем основании 4, фиксируют их путем одновременного зажима их в индивидуальных упорах 5 и 6, производят механическую обработку торцовых пов рхностей лопаток 1, устанавливают ело 2 и обод 3 диафрагмы и приваривают лопатки 1 к телу 2 и ободу 3 диафрагмы, не разбирая устройства. Предлагаемьш способ изготовления
позволяет обеспечить повышенную точность геометрических параметров направляющих решеток диафрагм из лопаток, изготовленных с технико-экономически обоснованными предельными отклонениями, и повысить экономичность турбомашины без существенного усложнения технологии изготовления направляющих лопаток.
X X
N/
/
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Диафрагма турбомашины | 1986 |
|
SU1657671A1 |
| Наборная диафрагма паровой турбины | 2022 |
|
RU2793871C1 |
| Диафрагма турбомашины с горизонтальным разъемом | 1980 |
|
SU979656A1 |
| Сложно-комбинированный разъём диафрагмы паровой турбины | 2022 |
|
RU2812285C1 |
| СВАРНАЯ ДИАФРАГМА ТУРБОМАШИНЫ | 1971 |
|
SU294948A1 |
| ТУРБОМАШИНА | 1992 |
|
RU2042835C1 |
| Способ фрезерования диафрагмы с направляющими лопатками паровой турбины | 2021 |
|
RU2771884C1 |
| РАБОЧЕЕ КОЛЕСО ТРЕТЬЕЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603384C1 |
| РАБОЧЕЕ КОЛЕСО ЧЕТВЁРТОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2015 |
|
RU2612282C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДИАФРАГМЫ ТУРБОМАШИНЫ, включающий установку лопаток, фиксацию их, с заданным шагом и приварку к телу и ободу, отличающийся тем, что, с целью повышения экономичности турбомашины, фиксацию лопаток осуществляют путем одновременного зажима их в индивидуальных упорах, а перед приваркой производят механическую обработку торцовых поверхностей лопаток. § ;о эо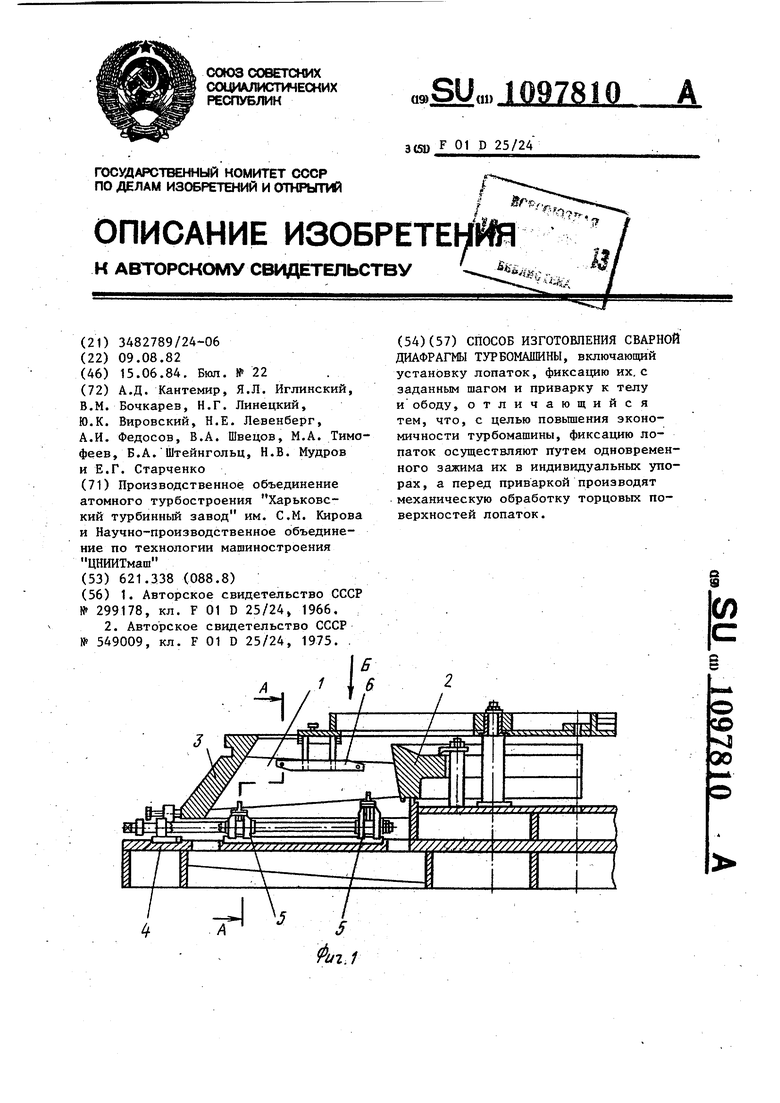
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 299178, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 549009, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| . | |||
