Изобретение относится к области энергомашиностроения, а конкретно к способам обработки диафрагмы с направляющими лопатками паровых турбин.
До заявленного изобретения по технологическим признакам диафрагмы паровых турбин разделяли на следующие типы:
- литые с заливаемыми лопатками;
- наборные с цельнофрезерованными лопатками;
- сварные.
В зоне высокого давления и высоких температур применяются литые стальные диафрагмы. В литых диафрагмах обод и тело соединяются посредством заливаемых в диафрагму направляющих лопаток (книга «Диафрагмы паровых турбин», Н.Д. Быстрицкий, 1958, стр. 11 и стр. 13 фиг. 5). Недостатком таких диафрагм является их трудно выполнимость в связи с тем, что получается брак от перегорания тонких кромок направляющих лопаток, заливаемых в диафрагму.
Аналогом литых диафрагм в зоне высокого давления являются диафрагмы с наборными лопатками. В наборных диафрагмах паровой канал выфрезеровывается в лопатках, которые, в свою очередь, крепятся к телу диафрагмы (книга «Диафрагмы паровых турбин», Н.Д. Быстрицкий, 1958, стр. 18, фиг. 9). Однако недостатком наборных диафрагм с цельнофрезерованными лопатками является то, что они очень дорогостоящие.
Поэтому большинство турбостроительных заводов используют сварные диафрагмы, состоящие из направляющих лопаток, приваренных к ободу и телу диафрагмы (книга «Диафрагмы паровых турбин», Н.Д. Быстрицкий, 1958, стр. 23-24, фиг. 13). Недостатками сварных диафрагм являются большая величина усадки направляющих лопаток при сварке, что негативно сказывается на точности сопловых каналов, а также необходимость иметь сборочные приспособления на различные группы диафрагм.
Известен способ обработки диафрагмы с направляющими лопатками паровой турбины, включающий токарную обработку на токарно-карусельном станке и обработку фрезерованием на станке с числовым программным управлением (Новиков В.А. «Технология производства и монтаж паровых и газовых турбин», Екатеринбург, УГТУ-УПИ, 2010, стр. 516). Недостатком является то, что описанный процесс применим только для механической обработки сварных диафрагм, обладающих вышеуказанными недостатками.
Технической проблемой, на решение которой направлено изобретение, является недостаточная точность сопловых каналов и большая величина усадки при приварке обода.
Техническим результатом заявленного изобретения является высокая точность сопловых каналов, минимальные усадки при приварке обода, большая жесткость диафрагмы, что позволяет выполнить диафрагму меньшей толщины и сократить длину валопровода.
Указанная техническая проблема и недостатки известных аналогов устраняются заявленным способом обработки диафрагмы с направляющими лопатками паровой турбины, включающим токарную обработку на токарно-карусельном станке и обработку фрезерованием на станке с числовым программным управлением, отличающимся тем, что заготовку диафрагмы (1) протачивают по внутреннему диаметру и по боковым плоскостям (2) и (3), затем устанавливают на станок с числовым программным управлением (ЧПУ) и фрезеруют торцы диафрагмы (1), проводят черновую обработку диафрагмы (1), каналов между лопатками (7), обрабатывают их торцы и фаски на этих торцах, а затем проводят чистовое фрезерование ступичной части (8) диафрагмы (1), лопаток и их обнизок (9). Использование заявленного способа обработки диафрагмы позволяет создать диафрагму, в которой направляющие лопатки выполнены заодно с диафрагмой, благодаря чему устраняются недостатки известных решений, и достигается указанный выше технический результат.
По результатам предварительного патентно-информационного поиска не было обнаружено известных решений с назначением, совпадающим с назначением заявленного изобретения, что позволяет сделать вывод о соответствии критерию «новизна».
Для решения указанной технической проблемы в ходе проведения ряда расчетов, исследований, были найдены неочевидные решения, позволяющие создать новый тип диафрагм паровых турбин, в которых направляющие лопатки выполнены заодно с диафрагмой. Следовательно, заявленное изобретение соответствует критерию «изобретательский уровень».
Новые типы диафрагм были изготовлены в соответствии с заявленным способом обработки диафрагм и используются во многих паровых турбинах Уральского турбинного завода, например турбины ПТ-150/160-12,8, Кп-77-6,8, К-85-8,0, что подтверждает соответствие критерию «промышленная применимость».
Сущность заявленного изобретения поясняется следующими фигурами:
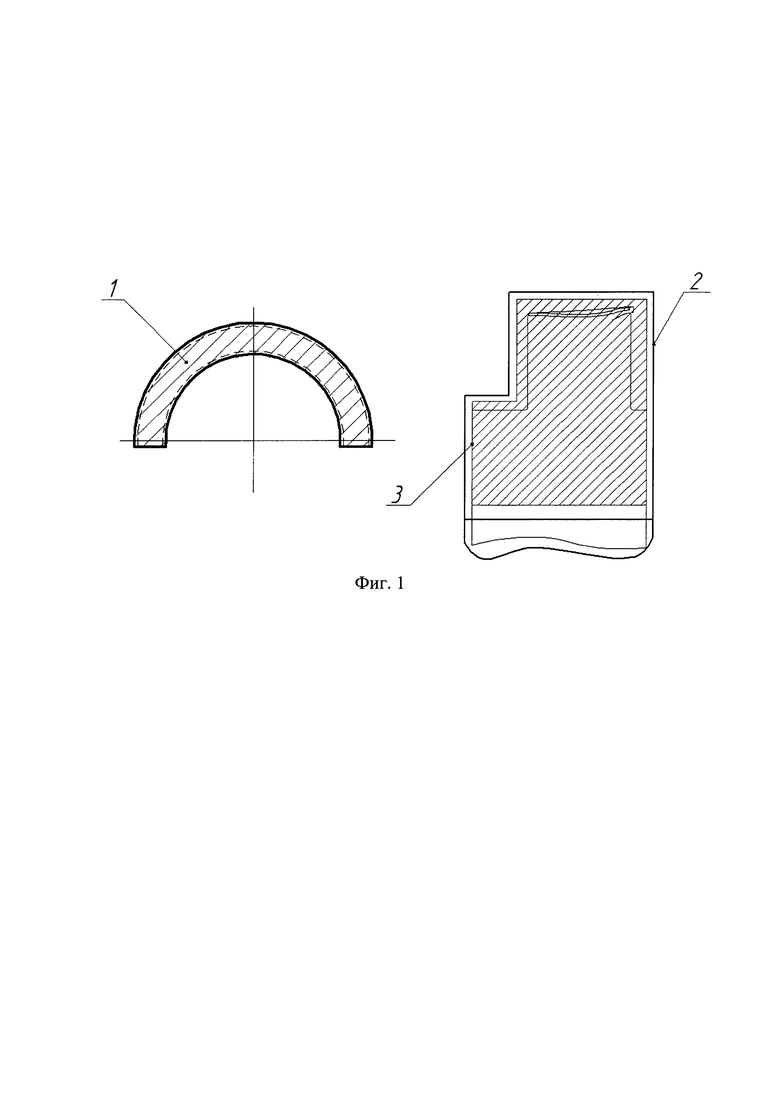
фиг. 1 - вид заготовки (тела) диафрагмы для разметки и подготовки к фрезерованию;
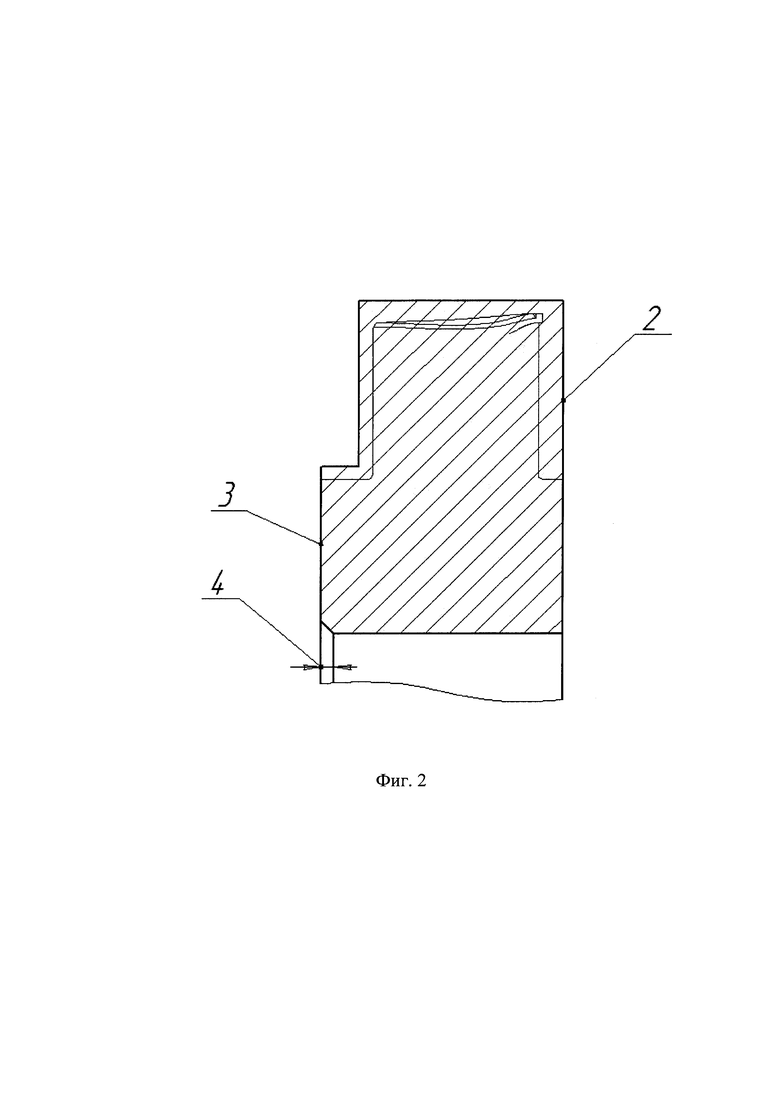
фиг. 2 - эскиз заготовки (тела) диафрагмы для расточки внутреннего диаметра.
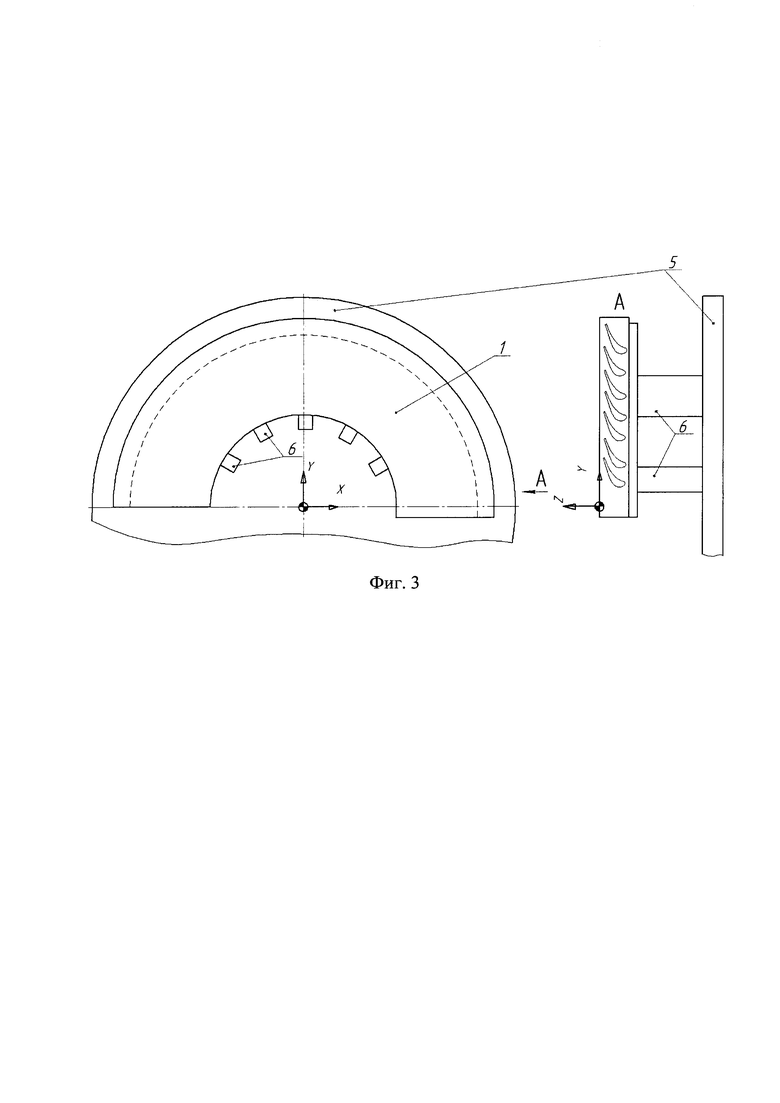
фиг. 3 - схема установки заготовки (тела) диафрагмы на станок с числовым программным управлением;
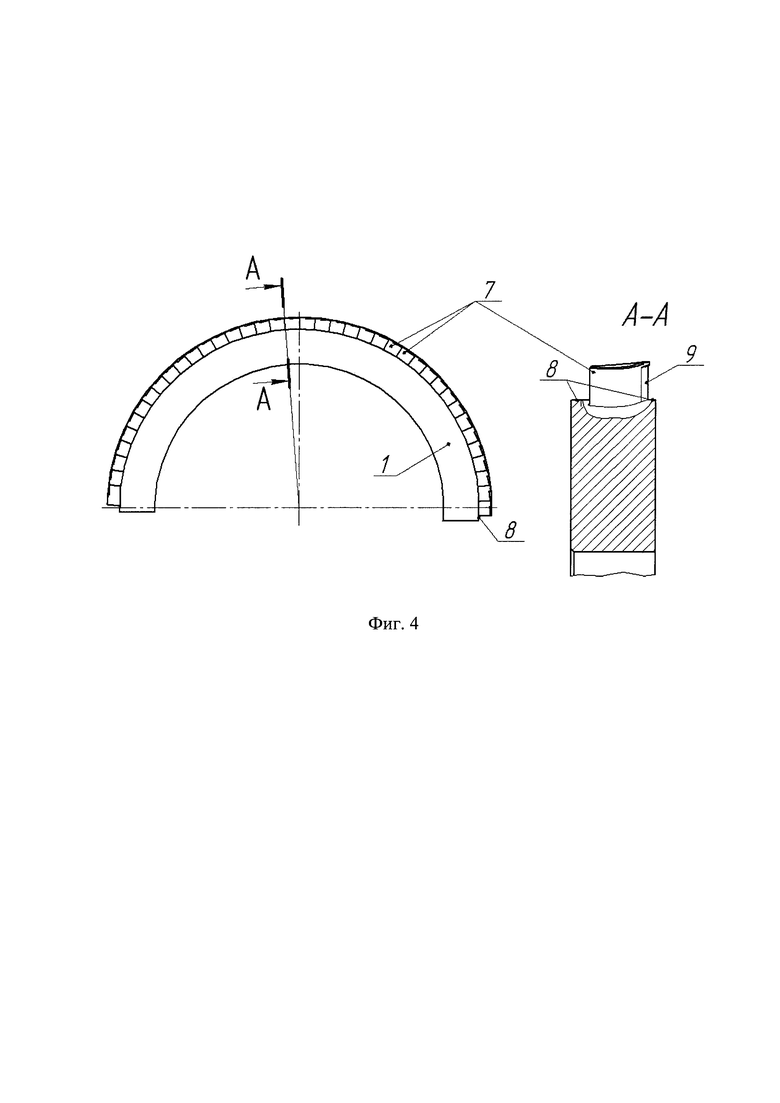
фиг. 4 - диафрагма с выполненными заодно направляющими лопатками.
На прилагаемых фигурах обозначены следующие позиции:
1 - диафрагма паровой турбины;
2 - поверхность со стороны выходных кромок лопаток;
3 - поверхность со стороны входных кромок лопаток;
4 - фаска;
5 - стол для обработки (тела) диафрагмы на станке с ЧПУ;
6 - приспособление для обработки (тела) диафрагмы на станке с ЧПУ;
7 - лопатка, выполненная заодно с диафрагмой;
8 - ступичная часть (тела) диафрагмы;
9 - обнизка лопаток.
Осуществление заявленного способа обработки диафрагмы с направляющими лопатками паровой турбины показано на примере.
Проверяют заготовку (тела) диафрагмы 1 на наличие припуска под механическую обработку и размечают под точение (фиг. 1). Заготовку (тела) диафрагмы 1 устанавливают на планшайбу токарно-карусельного станка и закрепляют. С переустановом и перекреплением точат внешний диаметр с припуском под чистовую обработку, боковые поверхности 2 и 3 чисто, фаску 4, растачивают внутренний диаметр (Фиг. 2). Затем открепляют и снимают заготовку (тела) диафрагмы 1.
Перед установкой заготовки (тела) диафрагмы 1 на станок с числовым программным управлением (ЧПУ), проверяют размер заготовки (тела) диафрагмы 1, вводят в память станка с ЧПУ программу для обработки (тела) диафрагмы 1. Устанавливают универсальное приспособление 6, выставляют приспособление 6 относительно центра стола на внутренний диаметр (тела) диафрагмы 1. Устанавливают заготовку (тела) диафрагмы 1 в приспособление 6 и закрепляют. Проверяют установку (тела) диафрагмы 1 относительно центра стола. При необходимости корректируют установку (тела) диафрагмы. Настраивают привязку оси Z системы координат управляющей программы к детали (оси X и Y являются координатами центра стола станка и общими для всех тел диафрагм), устанавливают режущий инструмент (фиг. 3).
Обработка (тела) диафрагмы 1 осуществляется по программе, которая включает в себя следующие основные операции:
- фрезерование торцов (тела) диафрагмы 1;
- черновая обработка диафрагмы 1, каналов между лопатками 7;
- обработка торцов лопаток и фасок на этих торцах;
- чистовое фрезерование ступичной части 8 диафрагмы, лопаток 7 и обнизки 9 на них.
После этого открепляют и снимают (тело) диафрагмы 1 (фиг. 4).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пакета лопаток паровой турбины | 2022 |
|
RU2781617C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| Сложно-комбинированный разъём диафрагмы паровой турбины | 2022 |
|
RU2812285C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
Изобретение относится к области энергомашиностроения, в частности к способам фрезерования диафрагмы с направляющими лопатками паровых турбин. Способ заключается в том, что заготовку диафрагмы (1) протачивают по внутреннему диаметру и по боковым плоскостям (2) и (3), устанавливают на станок с числовым программным управлением (ЧПУ), фрезеруют торцы тела диафрагмы (1), проводят черновую обработку тела диафрагмы (1), каналов между лопатками (7), обрабатывают их торцы и фаски на этих торцах и чисто фрезеруют ступичную часть (8) тела диафрагмы (1), лопатки и их обнизку (9). Достигается повышение точности сопловых каналов, минимизация усадок при приварке обода и большая жесткость диафрагмы, что позволяет выполнить диафрагму меньшей толщины и сократить длину валопровода. 4 ил.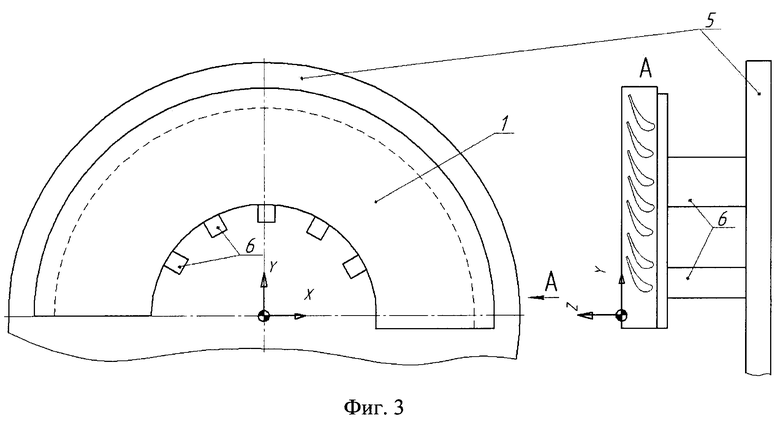
Способ обработки диафрагмы с направляющими лопатками паровой турбины, включающий токарную обработку на токарно-карусельном станке и обработку фрезерованием на станке с числовым программным управлением, отличающийся тем, что заготовку диафрагмы (1) протачивают по внутреннему диаметру и по боковым плоскостям (2) и (3), затем устанавливают на станок с числовым программным управлением и фрезеруют торцы диафрагмы (1), проводят черновую обработку диафрагмы (1), каналов между лопатками (7), обрабатывают их торцы и фаски на этих торцах, а затем проводят чистовое фрезерование ступичной части (8) диафрагмы, лопаток (7) и их обнизок (9).
| НОВИКОВ А.А | |||
| Технология производства и монтаж паровых и газовых турбин | |||
| Екатеринбург, УГТУ-УПИ, 2010, с | |||
| Редукционный или предохранительный клапан с диафрагмой, нагруженной пружиной или грузом | 1925 |
|
SU516A1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМЫ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2580254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| WO 2011125080 A1, 13.10.2011. | |||

