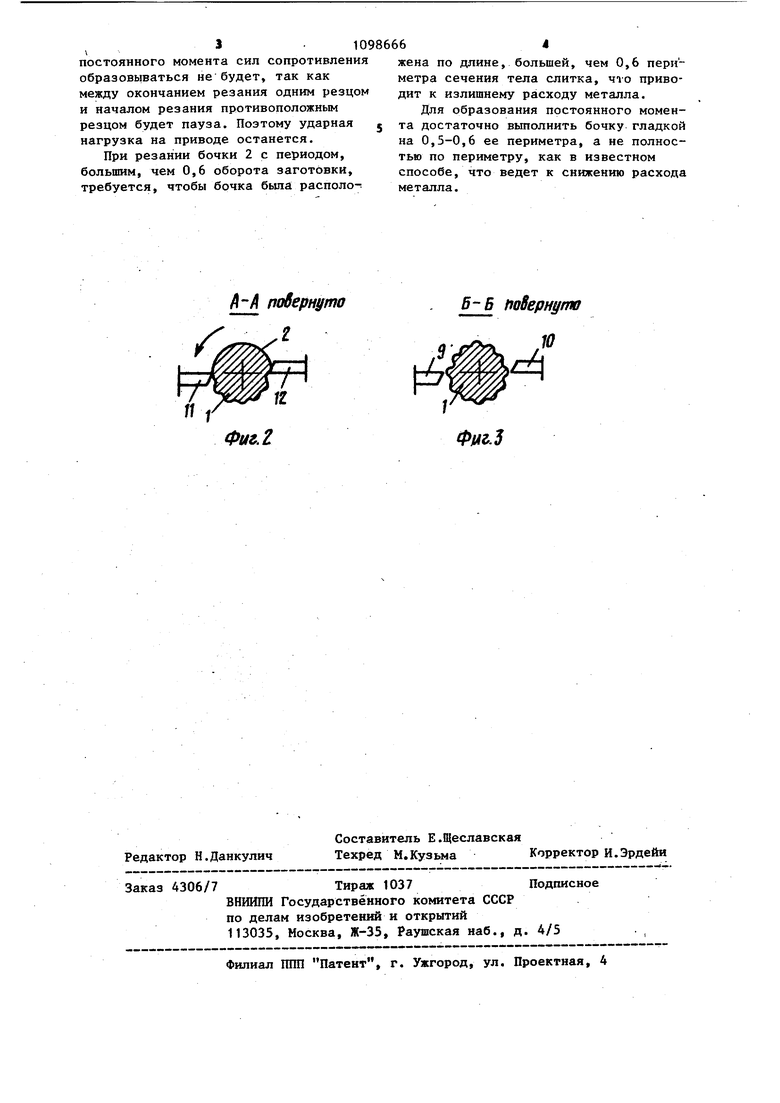
Ш iS Изобретеиие относится к технологи машиностроения и предназначено для резки ребристых заготовок, имеющих гладкий цилиндрический участок. Известен способ резки ребристых заготовок, при котором к заготовке с опережением резцов, предназначенных для разрезания ее ребристой части, прикладывают дополнительный постоянн момент сил сопротивления с помощью дополнительных резцов при их взаимодействии с цилиндрической поверхностью заготовки 1 . Недостатком известного способа является необходимость выполнения цш иIJдpичecкoгo участка на заготовке по всему ее периметру, что ведет к повьшенному расходу металла. Целью изобретения является снижен расхода металла. Поставленная цель достигается тем что согласно способу резки ребристых заготовок, при котором к заготовке ,с опережением резцов, предназначенных для разрезания ее ребристой части, прикладывают дополнительный постоянный момент сил сопротивления с помощью дополнительных резцов при их взаимодействии с цилиндрической поверхностью заготовки, дополнительный постоянный момент сил сопротивления прикладывают попеременно и последовательно каждым из дополнительньк резцов, расположенньк по окружности заготовки с частотой,прямо пропорциональной частоте ее вращения и обратно пропорциональной числу дополнительных резцов. При использовании двух дополнител ных резцов частоту приложения дополнительного постоянного момента сил сопротивления устанавливает равной 0,5-0,6 частоты вращения заготовки. При приложении резцами дополнител ного момента менее, чем через 0,5 06 рота заготовки, что требует создания гладкойбочки на периметре, меньшем, чем О,5 длины окружности, между приложением моментов каждым резцом буде пауза, что приведет к ударам в зубча тых зацеплениях привода. При приложении резцами дополнител ного момента более, чем через 0,6 об рота заготовки, требуется создание . гладкой бочки более, чем на 0,6 пери метра бочки,что ведет к дополнитель му расходу металла. В то же время в границах приложения моментов каждым резцом (0,5-0,6 оборота заготовки, что соответствует 0,5-0,6 периметпа гладкой бочки) осуществляется перекрытие моментов, что компенсирует неточности установки резцов и формы слитка. На фиг. 1 показана схема установки для осуществления предлагаемого способа; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1. При резке ребристых слитков на заготовки для железнодорожных колес способ осуществляется следующим образом. Разрезаемьй слиток 1 (фиг.1) с цилиндрической поверхностью - бочкой 2 зажимается в патронах 3 и. 4 задней 5 и передней 6 бабок и приводится во вращение электродвигателем 7 через коробку 8 передач. Разрезка слитка 1 на части производится резцами 9-12, движущимися перпендикулярно оси вра щающегося слитка с помощью поперечных суппортов (не показаны). Резцы 9 и 10, предназначенные для резки ребристой части слитка, устанавливают на одинаковом расстоянии от оси станка. Резцы 11 и 12, установленные в зоне бочки 2, выдвигают вперед по отношению к остальным резцам на расстояние, равное высоте неровностей литой поверхности слитка. Сначала бочку 2 режут резцом 11, установленным к бочке своей режущей кромкой, а затем через 0,5-0,6 оборота заготовки бочку 2 режут диаметрально противоположным резцом 12 (фиг.2). После начала резания зтой парой резцов сплошного металла бочки 2 одновременно режут слиток всеми резцами по его длине. Тем самым осуществляется нагружение силовой линии привода как переменным моментом сил сопротивления от резцов 9 и 10 режущих ребра (фиг.З), так и постоянным во времени моментом сил резания пары резцов 11 и 12 режущих сплошной металл бочки 2 слитка (фиг.2). Так ,как резцы 11 и 12 режут попеременно и последовательно друг за другом через 0,5-0,6 оборота, то из-за наличия постоянного момента сил сопротивления одного и того же направления боковые зазоры в зубчатых зацеплениях коробки передач не раскрываются, исключаются зубьев друг о друга, а колеба ия угловой скорости сводятся к минимуму.- U При резании бочки 2 с периодом, меньшим, чем 0,5 оборота заготовки.
постоянного момента сил сопротивления образовываться не будет, так как между окончанием резания одним резцом и началом резания противоположным резцом будет пауза. Поэтому ударная нагрузка на приводе останется.
При резании бочки 2 с периодом, большим, чем 0,6 оборота заготовки, требуется, чтобы бочка была расположена по длине, большей, чем 0,6 периметра сечения тела слитка, что приводит к излишнему расходу металла.
Для образования постоянного момента достаточно выполнить бочку гладкой на 0,5-0,6 ее периметра, а не полностью по периметру, как в известном способе, что ведет к снижению расхода металла.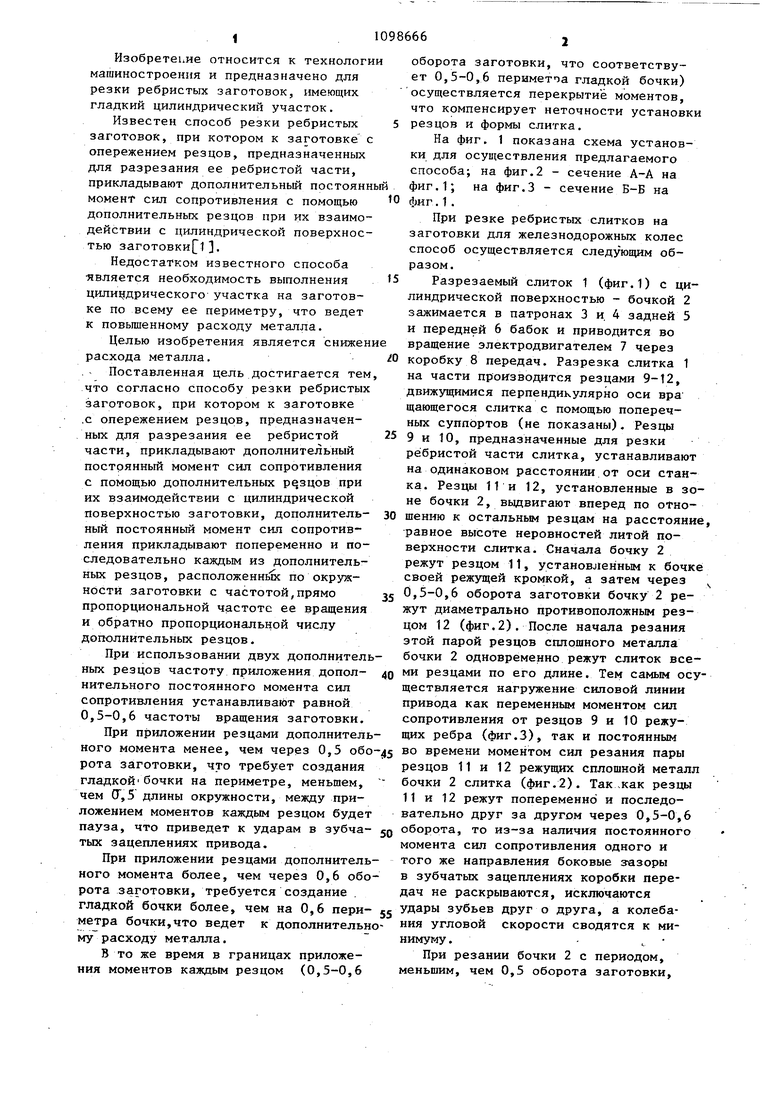
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки граненых слитков | 1977 |
|
SU701738A1 |
| Станок для разрезки ребристых слитков | 1978 |
|
SU747634A1 |
| Способ резки ребристых заготовок | 1978 |
|
SU729001A1 |
| Слиток | 1978 |
|
SU740387A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2523394C1 |
| Способ изготовления фольги | 1978 |
|
SU703241A1 |
| Способ обработки материалов резанием | 1986 |
|
SU1495000A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ С ТОЛЩИНОЙ СТЕНКИ ОТ 8 ДО 90 ММ НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2519195C1 |
1. СПОСОБ РЕЗКИ РЕБРИСТЫХ ЗАГОТОВОК с цилиндрической поверхностью, при котором к заготовке с опережением резцов, предназначенных для разрезания ее ребристой .части, прикладывают дополнительный постоянный момент сил сопротивления с помощью дополнительных резцов, расположенных по окружности заготовки, при их взаимодействии с ее цилиндрической поверхностью, отличающийся тем, что, с целью снижения расхода металла, дополнительный постоянный момент сил сопротивления прикладывают попеременно и последовательно каикдым из дополнительных резцов с частотой, прямо пропорциональной частоте вращения заготовки и обратно пропорциональной их числу. 2. Способ ПОП.1, отличающийся тем, что при использовании двух дополнительных резцов частоту приложения дополнительного постоянного момента сил сопротивления устанавливают равной 0,5-0,6 частоты вращения заготовки.
- побернуто
i
1Z
Фut.г
б-Б побернуто .10
.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ резки ребристых заготовок | 1978 |
|
SU729001A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
