г (л
со cm
Изобретение относится к машиностроению и может найти применение при обработке материалов резанием с обеспечением дробления стружки.
Цель изобретения - повышение точности и качества обработанной поверхности.
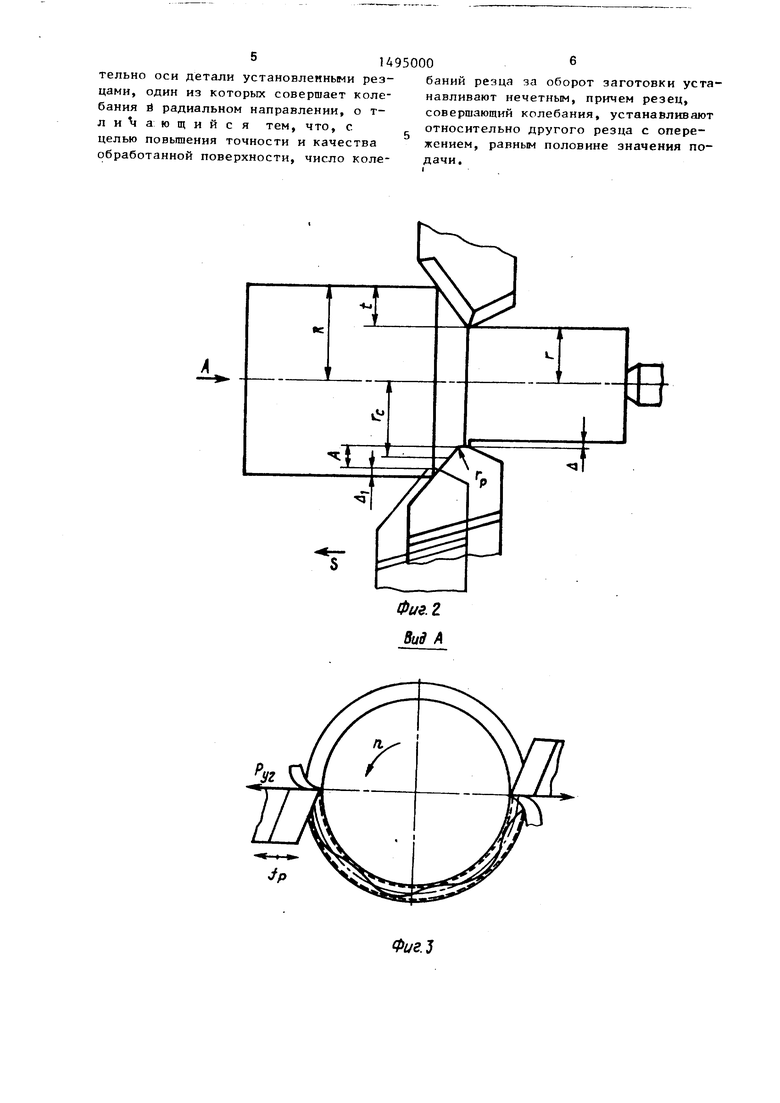
На фиг. представлена схема обработки по предлагаемому способу; на фиг.2 - схема срезания припуска; на фиг.З - вид А на фиг.2 (повернуто).
I
Способ осуществляют следующим образом.
Обработку осуществляют двумя оппо зитно установленными к оси детали резцами.1 и 2с
Резцы перемещают в продольном направлении с подачей S. Резец, совер- щающий колебания не только осуществляет резание, но и подготовку поверхности под обработку резцом, совершающим только движение подачи.
Поскольку в большинстве случаев, механизм движения подачи кинематически связан со шпинделем, то такая работа производится резцами за половину оборота заготовки, что также соответствует зиачению половины подачи S. Таким образом резец, совершающий колебания, устанавливают с опережением относительно другого резца на эту же величину. Резец 2 вместе с движением подачи совершает низкочастотные колебания в направлении, перпендикулярном движению подачи. При этом резец 2 устанавливают с опережением относительно резца 1 на величину 0,58, чтобы обеспечить равномерное срезание припуска
На фиг,2 представлена схема срезания припуска каждьм резцом. Амплитуда резца 2, совершающего колебания
A R-A,-r - Ck t - Л,- Л, где R - радиус обрабатьшаемой заготовки, мм;
г - радиус обработанной части заготовки, мм;
Л , Ь I - величина, полученная эмпири ческим путем, характеризующая глубину резания, при которой на диспергирование стружки обрабатываемого материала оказывает влияние кривизна вершины резца г. „
Таким образом, глубина резания резцом 1.осуществляющим движение подачи, превышает максимальную глубину, срезаемую резцом 2, совершающим колебания на величину Д „
Уравнение движения резца, совер- шающего колебания в направлении, перпендикулярном движению подачи Гх - St
|у - (К-Д,)-2Аз1п рС -Л , где S - подача, мм/с;
R - радиус обрабатываемой детали, мм;
fp - частота колебаний резца, t - время, с;
А - амплитуда колебаний. При схеме обработки, приведенной на фиг.1, горизонтальные составляющие
силы резания Ри. и Р
Чг
направлены
0
в противоположные стороны,
Очезидно, что точность обработки
вьш1е в том случае, когда значения составляющих силы резания Рп для каждого из резцов будет одинаковым. Это означает, что для каждого из резцов в любой момент времени не обходимо обеспечить такую глубину резания, при которой разница в составляющих силы резания Рц на них была бы минимальна. Из фиг, легко убедиться, что это возможно только 0 в случае, когда частота колебаний, подвижного резца принимает нечетные значения, т.е.
fр (2k t 1) П,
где п - частота вращения заготовок, 5 об./с.
Дисперсность (длина кусков) стружки, определяется по формуле
1 2Гг5. . с 2k+l 0 где tj, - расстояние от оси заготовки
до центра колебаний резца. Откуда число колебаний за оборот заготовки при заданной или желаемой дисперсности стружки 1с 5 21,. , .-2frc
с
При этом значение 1р следует подбирать таким образом, чтобы правая часть формулы была равна целому и не- 0 четному числу.
Время одного колебания резца рассчитываем по формуле
1
Р
(2k-t-l)n
Формула изобретения Способ обработки материалов резанием, согласно которому обработку осуществляют двумя оппозитно относительно оси детали устаноБленными резцами, один из которых совершает колебания ri радиальном направлении, о т- ли ающийся тем, что, с целью повьппения точности и качества обработанной поверхности, число колебаний резца за оборот заготовки устанавливают нечетным, причем резец, совершающий колебания, устанавливают относительно другого резца с опережением, равным половине значения подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки | 1983 |
|
SU1186400A1 |
| Способ дробления стружки | 1980 |
|
SU897404A2 |
| Обкаточный резец | 1973 |
|
SU715245A1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ токарной обработки | 1983 |
|
SU1186401A1 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки резанием твердого материала | 1989 |
|
SU1722695A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
Изобретение относится к машиностроению и может найти применение при обработке материалов резанием с обеспечением дробления стружки. Целью изобретения является повышение точности и качества обработанной поверхности. Обработку детали осуществляют двумя оппозитно установленными резцами 1 и 2, один из которых совершает колебания в радиальном направлении, число которых за оборот заготовки нечетно. Резец, совершающий колебания, устанавливают относительно другого резца со смещением, равным половине значения подачи. 3 ил.
4р
| Способ обработки резанием | 1983 |
|
SU1186402A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
