2, Установка непрерывного горизонтального литья чугуна, содержащая металлоприемник, кристаплизатор, раму, затравку поддерживающие ролики, тянущую клеть с электрО ридравлическим шаговым двигателей, механизмы резки и ломки слитка, датчики положения захватов, захваты для вытягивания слитка, устройство возврата захватов в исходное положение , отличающаяся тем, что, она дополнительно снабжена тянущим устройством, выполненным в риде захватов с электродвигателями, подпружиненных с одной стороны, а с другой связанных троса ми через электродвигателей с тянущими грузами.. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
| Устройство вытягивания слитка машины непрерывного литья заготовок | 1983 |
|
SU1158285A1 |
| Способ определения фронта кристаллизации слитка при непрерывном горизонтальном литье и установка для его осуществления | 1983 |
|
SU1125094A1 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| Устройство для непрерывного горизонтального литья | 1980 |
|
SU950492A1 |
1. Спрсоб непрерывного горизонтального литья чугуна, включающий заливку чугуна в металлоприемник, подачу его в кристаллизатор, извле- чение слитка методом протяжки по циклическому режиму с частотой циклов 1-10 Гц, ускорением движения в течение цикла 0,5-1,0 м/с, при времени остановки 0,2-5,0 времени движения слитка в течение цикла и длине протяжки за один цикл 0,01-0,06 длины кристаллизатора, при гидростатическом напоре расплава 2-15, охлаждение слитка в кристаллизаторе и вне его с заданной интенсивностью теплообмена и резку слитка на мерные заготовки, Kf о. тличающийся тем, что, с целью повьшения производительности процесса и качества слитка, к слитку прикладывают постоянное дополнительное усилие вытягивания, равное 0,1-0,9 усилия вытягивания Слитка из кристаллизатора.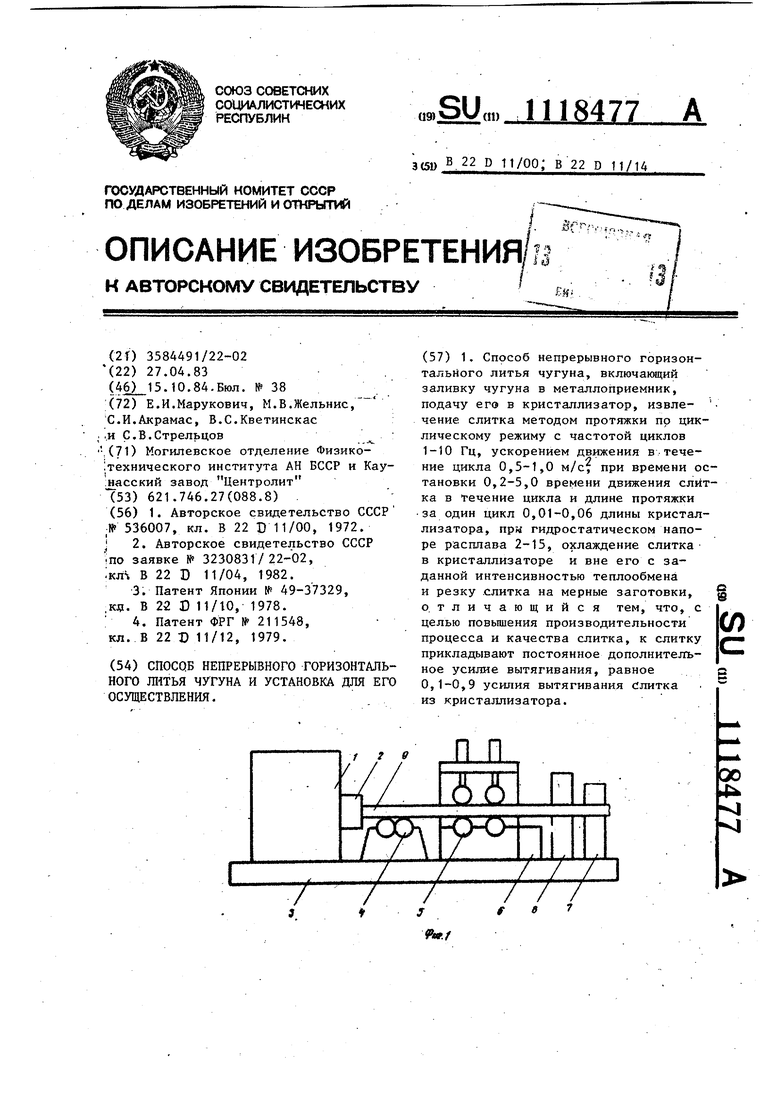
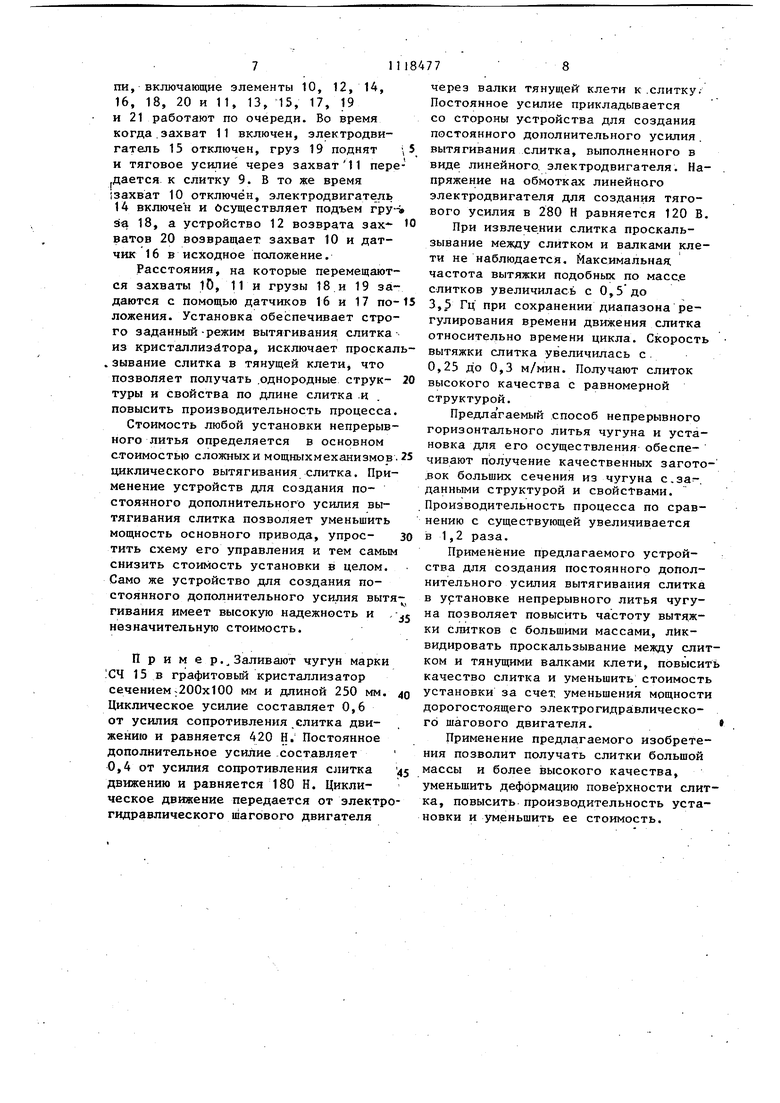
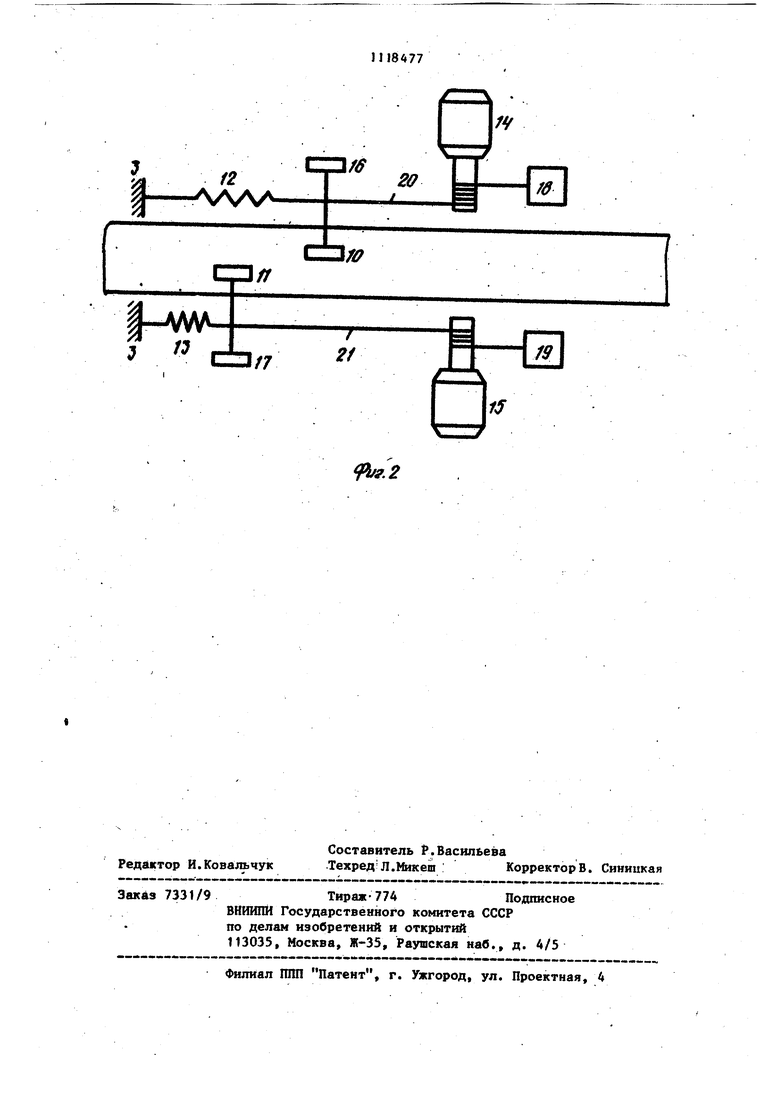
Изобретение относится к металлургии, в частности к непрерывному горизонтальному литью металлов и сплавов . Известен способ непрерывного лить серого чугуна, который регламентируе получение слитк-а из серого чугуна в графитовом кристаллизаторе lj . Недостатком этого способа является то, что он не позволяет получать слитки из различных марок чугуна в металлическом кристаллизаторе при большой интенсивности теплоотвода. Производительность процесса не превышает 0,7 м/мин. Структура сл11гка неоднородна по длине рывка. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ непр рывного горизонтально1о литья чугуна, включающий запивку чугуна в металлоприемнйк, подачу его в кристаллизатор, извлечение слитка методом протяжки по циклическому режиму с частотой циклов 1-10 Гц, ускорением движения в течение цикла О, 5-1,0 м/сек при времени остановки 0,2-5,0 времени движения слитка, в течение цикла и дпине протяжки за один цикл 0,010,06 длины кристаллизатора, при гидростатическом напоре расплава 2-15, охлаждение слитка в кристаллизаторе и вне его с заданной интенсивностью теплообмеда и рр.зку слитка на мерные заготовки 2J . Однако согласно известному способу слитки с большими массами на высоких . частотах не получают из-за про скальзьгоания роликов тянущей клети и медленного разгона слитка во время начала цикла движения. Это не по зволяет использовать преимущества высокой частоты вытяжки и приводит к нестабильности процесса литья, снижению производительности и образованию неравномерной структуры металла по длине слитка. Известна установка для непрерывной разливки металла, включающая направляющие, ползуны, гидроцилиндры, захваты, датчики положения и систему управления. Ползуны с захватами перемещаются по направляющей.с помощью гидроцилиндров до,пределов, ограниченных датчиками положения. Захваты по очереди захватывают и перемещают слиток 3j . Недостатком данной установки является то, что она не исключает проскальзывания слитка в захвате, не обеспечивает высоких частот вытяжки, не имеет устройств для создания постоянного дополнительного усилия вытягивания слитка из кристаллизатора, не позволяет получить качественные слитки большой массы. Наиболее близкой по технической, сущности и достигаемому результату к предлагаемой является установка непрерывного горизонтального литья чугуна, содержащая металлоприемник, кристаллизатор, раму, затравку, поддерживающие ролики, тянущую клеть с злектрогидравлическим шаговым двигателем, механизмы резки и ломки слитка, датчики положения захватов, захваты для вытягивания слитка, устройство возврата захватов в исходное положение Aj. Недостаток известного устройства проскальзывание между тянущими валками и слитком, в результате которого слиток начинает двигаться слишком медленно, а при больших массах слитка может не перемещаться вообще Это уменьшает максимальную частоту вытяжки слитка, деформирует повер ность слитка, требует установки доро гостоящего электрогидравлического двигателя большой мощности. Цель изобретения - повышение каче ства слитка и производительности процесса., Поставленная цель достигается тем, что согласно способу непрерывно го горизонтального литья чугуна, вкл чающему заливку чугуна в металлоприе ник, подачу его в кристаллизатор, извлечение слитка методом протяжки п циклическому режиму с частотой цик,лов 1-10 Гц и ускорением движения в течение цикла 0,5-10 м/с при времени остановки 0,2-5,0 времени движения слитка в течение цикла и длине протяжки за один цикл 0,01-0,6 длины кристаллизатора, при гидростатич ком напоре расплава 2-15, охлаждени слитка в кристаллизаторе и вне его с заданной интенсивностью теплообме на и резку слитка на мерные заготов ки к слитку прикладывают постоянное дополнительное .усилие вытягивания, равное 0,1-0,9 усилия вытягивания слитка из кристаллизатора. Поставленная цель достигается ;тем, что установка непрерывно го горизонтального литья чугуна,содержащая металлоприемник, кристаллизатор, раму, поддерживающие ролики, тянущую клеть, злектрогидравл ческий шаговый двигатель, механизмы резки и ломки слитка, затравку, захваты для вытягивания слитка, дат чики положения захватов, .устройство возврата захватов в. исходное положение дополнительно снабжена тянущим устройством, выполненным в виде захватов с электродвигателями, подпружиненных с одной сторон а с другой связанных тросами через валы -электродвигателей с тянущими грузами. Слиток извлекается из кристаллизатора под действием двух ил. Одна из сил является основной, изменяющейся по циклическому режиму, а вто рая - дополнительной, приложенной к слитку постоянно. Дополнительное ус лие вытягивания, постоянно воздейст вуя на слиток, преодолевает силы 477 .,4 инерции и поддерживает слиток в постоянной стартовой готовности. Однако дополнительное усилие вы-гягивания самостоятельно не может привести слиток в движение. При наступлении момента, когда к слиткуприкладывают основное усилие вытягивания, слиток начинает движение мгновенно, так как силы инерции нейтрализованы. В период паузы (остановки слитка) дополнительное усилие вытягивания опять преодолевает силы инерции и подготавливает слиток к следующему циклу. движения и т.д. Это обстоятельство очень важно при литье с частотой циклов более 1 Гц, когда время движения слитка в течение, цикла составляет доли секунды. При известном способе литья слиток мгновенно не приходит в движение, а некоторое время стоит пака преодолеваются силы инерции, вследствие этого фактический режим извлечения слитка отличается от заданного, что приводит к снижению производительности и качества слитка. В предложенном способе ., заданный режим вытяжки соответствует фактическому. В сипу того, что на слиток действует постоянное дополнительное усилие вытягивания он приходит в движение-мгновенно при включении основного усилия вытягивания. Таким образом, обеспечивается стабильность режима вытягивания, (постоянные шаг и частота), и, как следствие, повьш1ение производительности процесса, и качества, слитка. Постоянное дополнительное усилие вытягивания равно 0,1-0,9 усилия вытягивания слитка из кристаллизатора. При постоянном дополнительном усилии, меньшем 0,1 усилия вытягивания слитка не обеспечивается нейтрализация сип инерции покоя слитка и применение способа малоэффективно. При постоянном дополнитель-. ном усилии вытягивания большем 0,9 усилия.вытягивания слитка при колебаниях нагрузки,, возможен переход от циклического режима вытягивания слитка к непрерывному, что недопустимо. На фиг.1 приведена схема установки для осуществления способа, нафиг.2 - схема устройства для создания постоянного дополнительного усилия вытягивания. Установка содержит металлоприёмник 1 (фиг. 1), кристаллизатор 2, pa му 3, поддерживаилцие ролики А, тянущую клеть 5, электрогидравлический шаговый двигатель 6, механизмы 7 резки и ломки слитка, устройство 8 для сдздания постоянного дополнительного усилия вытягивания слитка, затравку 9, устройство 8 для соз дания постоянного дополнительного усилия вытягивания слитка содержит захваты 10 и 11 (фиг.2), устройства 12 и 13 возврата.захватов 10 и 11 в исходное положение, электродвигатели 14 и 15, датчики 16 и 17 положе ния захватов 10 и 11, тянущие грузы 18 и 19, тросы 20 и 21. В установке для осуществления спо соба на раме 3 (фиг.1) установлены металлоприемник 1 с кристаллизатором 2, поддерживающие ролики 4, тяну щая клеть 5, электрогидравлический шаговый двигатель 6, механизм 7 рез-; ки и ломки слитка. Между тянущей клетью 5 и механизмами 7 резки и лом ки слитка на раме 3 установлено устройство 8 для создания постоянного дополнительного усилия вытягивания слитка, выполненное в виде линейного электродвигателя. В механическом устройстве для соз Дания постоянного дополнительного ус ЛИЯ вытягивания слитка по фиг.2, захваты 10 и 11 установлены на раме 3 установки с возможностью поочередного захвата затравки (слитка) 9. Сводной стороны захваты 10 и 11 соединены с устройствами 12 и 13 возвра та захватов 10 и 11 в исходное положение, закрепленными на раме 3. С другой стороны захваты 10 и 11 соединены с тросами 20.и 21 которые через валы электродвигателей 14 и 15 «соединены с тянущими грузами 18 и 19 Установка работает следующим образом. Металлоприемник 1 (фиг.1) с кристаллизатором 2 устанавливается на ра ме 3, затравка 9 вставляется в кристаллизатор 2, зажимается в клети 5 и соединяется с устройством 8. Расплав заливается в. металлоприемник 1 и формируется в слиток в кристаллиза торе 2. Слиток и затравка 9 (в дальнейшем, только слиток) извлекаются из кристаллизатора 2 по поддерживающим роликам 4 с помощью электрогидравлического шагового двигателя 6,. тянущей клети 5 и устройства 8 для создания постоянного дополнительногоусилия вытягивания Слиток проходя через механизмы 7 резки и ломки, ломается на заготовки требуемой длины. Усилие вытягивания состоит из двух слагаемых сил. Одна из них является циклической, задается электрогидравлическим шаговым двигателем 6 и передается через валки тянущей клети 5 на слиток. Вторая сила действует постоянно и прикладывается к слитку со стороны устройства 8 для создания постоянного дополнительного усилия вытягивания слитка. Так как по величине постоянное дополнительное усилие вытягивания меньше, чем усилие сопротивления движению со стороны слитка, то движение слитка возможно лишь при одновременном приложении основного и дополнительногтэ усилий вытягивания, т.е. слиток двигается циклически в соответствии с работой электрогидравлического шагового двигателя 6. Причем слиток приводится в движение мгновенно при включении электрогидравлического шагового двигателя 6, так как силы инерции нейтрализованы усилием, создаваемым устройством 8 для создания постоянного дополнительного усилия вытягивания. В этом случае режим извлечения слитка точно соответствует задаваемому электрогидравлическим шаговым двигателем. Величина постоянного дополнительного усилия вытягивания изменяется с помощью регулирования напряжения питания на обмотках линейного электродвигателя 8. При включенном линейном электродвигателе 8 его электромагнитное поле взаимодействует со слитком, в результате чего создается .постоянное дополнительное усилие вытягивания, направление которого совпадает с направлением вытягивания слитка. При выполнении устройства 8 для создания постоянного дополнительного усилия вытягивания слитка по фиг.2 передачу тянущего усилия осуществля-, ют посредством захватов 10 и 11, устройств 12 и 13- возврата захватов 10 и 11 в исходное положение, электродвигателей 14 и 15 датчиков .16 и 17 положения, грузов 18, 19 и тросов .20 и 21. Две кинематические цепи, включающие элементы 10, 12, 14, 16, 18, 20 и 11, 13, 15, 17, 19 и 21 работают по очереди. Во время когда.захват 11 включен, электродвигатель 15 отключен, груз 19 поднят и тяговое усилие через захват11 пере дается к слитку 9. В то же время .захват 10 отключён, электродвигатель 14 включен и Осуществляет подъем груза 18, а устройство 12 возврата зах ватов 20 возвращает захват 10 и датчик 16 в исходное положение. Расстояния, на которые перемещаются захваты lO, 11 и грузы 18 и 19 задаются с помощью датчиков 16 и 17 положения. Установка обеспечивает строго заданный-режим вытягивания слитка из кристаллизатора, исключает проскал . Зывание слитка в тянущей клети, что позволяет получать .однородные структуры и свойства по длине слитка и повысить производительность процесса Стоимость любой установки непрерывного литья определяется в основном стоимостью сложных и мощныхмеханизмов циклического вытягивания слитка. Применение устройств для создания постоянного дополнительного усилия вытягивания слитка позволяет уменьшить мощность основного привода, упростить схему его управления и тем самым снизить стоимость установки в целом. Само же устройство для создания постоянного дополнительного усилия вытя гивания имеет высокую надежность и незначительную стоимость. Приме р.Заливают чугун марки СЧ 15 в графитовый кристаллизатор сечением;200х100 мм и длиной 250 мм. Циклическое усилие составляет 0,6 от усилия сопротивления слитка движению и равняется 420 Н. Постоянное дополнительное усилие доставляет 0,4 от усилия сопротивления слитка движению и равняется 180 Н. Циклическое движение передается от электро гидравлического шагового двигателя через валки тянущей клети к .слитку.Постоянное усилие прикладывается со стороны устройства для создания постоянного дополнительного усилия. вытягивания слитка, выполненного в виде линейного, электродвигателя. Напряжение на обмотках линейного электродвигателя для создания тягового усилия в 280 Н равняется 120 В. При извлечении слитка проскальзывание между слитком и валками клети не наблюдается. Максимальная частота вытяжки подобных по масс.е слитков увеличилась с 0,5 до Гц при сохранении диапазона регулирования времени движения слитка относительно времени цикла. Скорость вытяжки слитка увеличилась с. 0,25 до 0,3 м/мин. Пол чают слиток высокого качества с равномерной структурой. Предлагаемый способ непрерывного горизонтального литья чугуна и установка для его осуществления обеспечивают получение качественных загото.БОК больших сечения из чугуна с,за. данными структурой и свойствами. Производительность процесса по сравнению с существующей увеличивается в 1,2 раза. Применение предлагаемого устройства для создания постоянного дополнительного усилия вытягивания слитка в установке непрерывного литья чугуна позволяет повысить частоту вытя.жки слитков с большими массами, ликвидировать проскальзывание между слитком и тянущими валками клети, повысить качество слитка и уменьшить стоимость установки за счет, уменьшения мощности дорогостоящего электрогидра влического шагового двигателя. Применение предлагаемого изобретения позволит получать слитки большой массы и более высокого качества, уменьшить деформацию поверхности слитка, повысить производительность установки и уменьшить ее стоимость.
20
l-w
г/
1 fy
1/7
.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ непрерывного литья серого чугуна | 1975 |
|
SU536007A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР (ПО заявке № 3230831/22-02, .кп Б 22 D 11/04, 1982 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТНОФОСФОРНОГО УДОБРЕНИЯ | 0 |
|
SU211548A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
