) х
35 X)
Фиг.
Изобретение относится к устройствам для обработки отверстий и может использоваться в машиностроении
Известно кондукторное устройство для обработки радиальных отверстий в изделиях цилиндрической формы, установленных и закрепленных в центрирующем устройстве, снабженное кондукторной ВТУЛКОЙ, неподвижным корпусом, прижимом и Толкателем обрабатываемой детали, который служит в качестве упора при обработке прямых деталей и содержит базовую поверхность С1 J.
Недостатком указанного устройств является то, что при обработе цилиндрических деталей, имеющих буртики или головки с диаметром, большим чем диаметр шейки оси, деталь, следующая за обрабатываемой, может быт установлена в центрирующей втулке только после удаления предыдущей, причем обрабатываемая деталь выталкивается из втулки на ту же сторону с которой производится установка во втулку следующей детали, увеличивая тем самым период времени между двумя сверлениями.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что в приспособлении для обработки радиальных отверстий в цилиндрических деталях с буртиком, содержащем неподвижньм корпус, кондукторную втулку, центрирующее устройство с гнездом под обрабатываемую деталь, толкатель и прижим, толкатель выполнен П-образной формы со ступенчатым основанием и снабжен установленным в нем с возможностью продольного перемещения ползуном, пр этом гнездо под деталь образовано поверхностями толкателя, неподвижного корпуса и ползуна, а нижняя ступень толкателя предназначена для взаимодействия с торцом обрабатываемой детали.
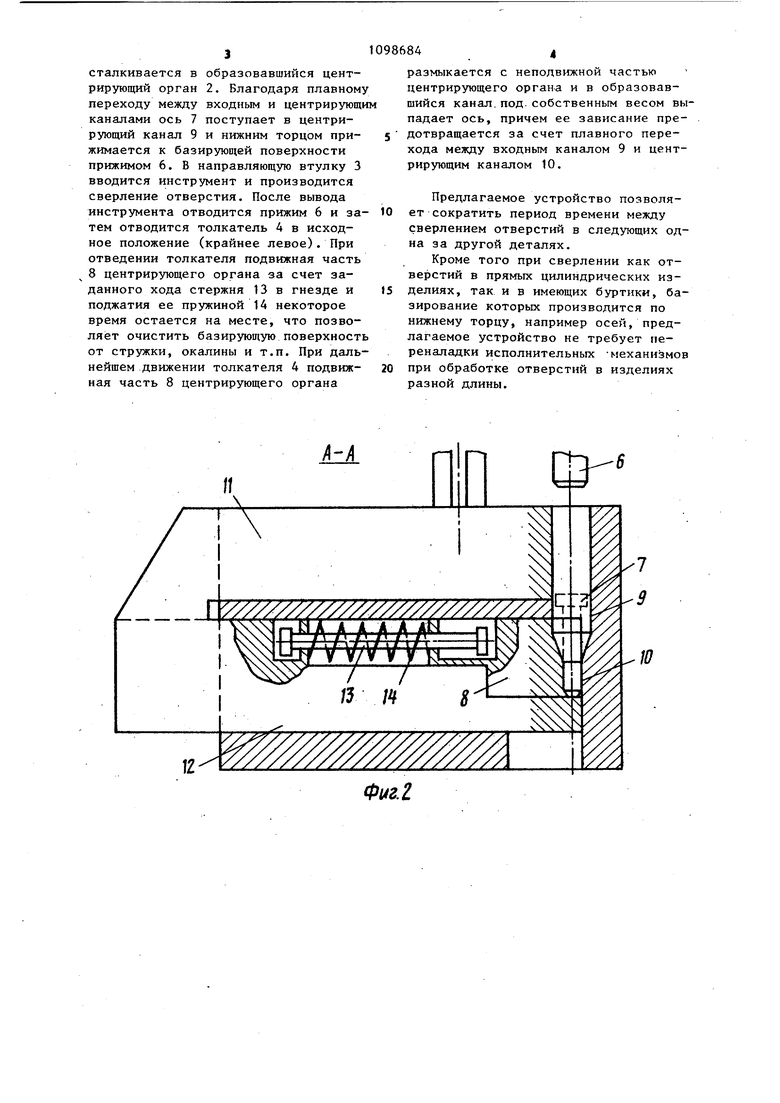
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Приспособление для обработки радиальных отверстий содержит корпус 1, центрирующий орган 2, направляющую втулку 3, толкатель 4, транспортирующий лоток 5 и прижим 6 детали 7. Центрирующий орган 2 выполнен разъемным. Неподвижная часть центрирующего органа, которая выполнен в корпусе, вместе с подвижной частью 8 центрирующего органа и толкателем 4 образуют входной канал 9 и центрирующий канал 10, которые соединены плавным переходом. В корпусе также выполнено два паза, которые примыкают к неподвижной части центрирующего органа. В верхнем пазу, которому подведен транспортирующий лоток 5, расположена верхняя штанга 11 толкателя 4, а в нижнем - соответственно нижняя штанга 12 толкателя и подвижная часть 8 центрирующего органа. Подвижная часть 8 центрирующего органа имеет ступенчатую опорную поверхность и связана со ступенчатой частью нижней штанги 12 толкателя посредством стержня 13 с буртиками, охватываемого снаружи пружиной 14. Буртиками стержень устанавливается в.гнезда, выполненные в подвижной части 8 центрирующего органа и штанги 12 толкателя. Одно из гнезд имеет выемку, которая обеспечивает возможность продольного перемещения подвижной части 8 центрирующего органа относительно нижней ступени штанги 12 толкателя, которая является упором для базирования деталей.
Приспособление работает следующим образом.
По транспортирующему лотку 5 изделие 7, например ось с буртиком, поступает в верхний паз кондукторного устройства. При этом толкатель 4 отведен в крайнее левое положение рабочий торец штанги 11 расположен за линией ввода оси в паз. После поступления оси 7 в верхний паз толкатель 4 приводом (не показан) движется в крайнее правое положение и торец штанги 11 перемещает ось во входной канал 9 центрирующего органа 2, а подвижная часть 8 центрирующего органа 2 движется совместно с нижней ступенью штанги 12. Дойдя до соединения с неподвижной частью центрирующего органа 2, подвижная часть 8 останавливается, а штанга 12 продолжает перемещаться в.крайнее право положение до упора и перекрывает при этом базирующей поверхностью выходное отверстие центрирующего органа 2.
Таким образом, в конце хода толкателя 4 входной канал.9 замыкается рабочим торцом штанги 11 и деталь 7
сталкивается в образовавшийся центрирующий орган 2. Благодаря плавному переходу между входным и центрирующим
каналами ось 7
поступает в центрирующий канал 9 и нижним торцом прижимается к базирующей поверхности прижимом 6. В направляющую втулку 3 вводится инструмент и производится сверление отверстия. После вывода инструмента отводится прижим 6 и затем отводится толкатель 4 в исходное положение (крайнее левое). При отведении толкателя подвижная часть 8 центрирующего органа за счет заданного хода стержня 13 в гнезде и поджатия ее пружиной 14 некоторое время остается на месте, что позволяет очистить базирующую поверхность от стружки, окалины и т.п. При дальнейшем движении толкателя 4 подвижная часть 8 центрирующего органа
размыкается с неподвижной частью центрирующего органа и в образовавшийся канал.под. собственным весом выпадает ось, причем ее зависание предотвращается за счет плавного перехода между входным каналом 9 и центрирующим каналом 10.
Предлагаемое устройство позволяет сократить период времени между сверлением отверстий в следующих одна за другой деталях.
Кроме того при сверлении как отверстий в прямых цилиндрических изделиях, так и в имеющих буртики, базирование которых производится по нижнему торцу, например осей, предлагаемое устройство не требует переналадки исполнительных -механизмов при обработке отверстий в изделиях разной длины.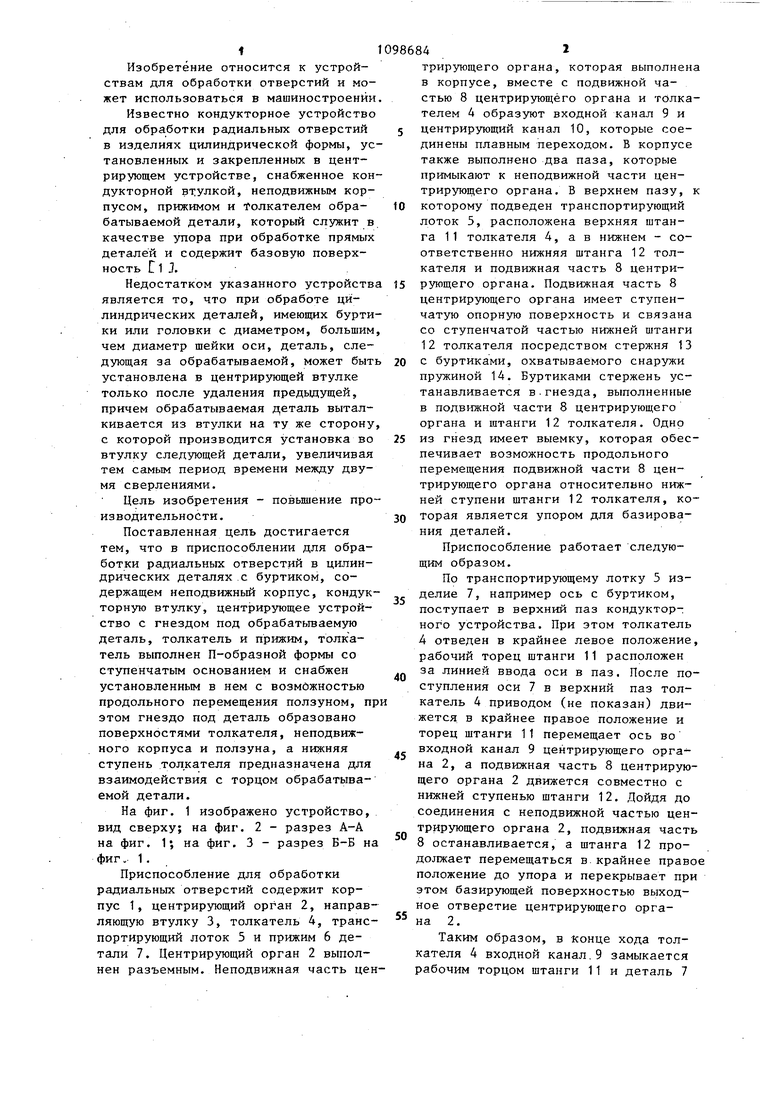
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Устройство для направления сверла | 1986 |
|
SU1335381A2 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Сборочный агрегат | 1979 |
|
SU872177A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В МНОГОГРАННИКАХ | 1992 |
|
RU2071872C1 |
| Устройство для запрессовки втулок | 1984 |
|
SU1183344A1 |
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ РАДИАЛЬНЫХ ОТВЕРСТИЙ в цилиндрических деталях с буртиком, содержащее неподвижный корпус, кондукторную втулку, центрирующее устройство с гнездом под деталь, толкатель и прижим, отличающееся тем, что, с целью повьшения его производительности, толкатель вьшолнен П-образной формы со ступенчатым основанием и снабжен установленным в нем с возможностью продольного перемещения ползуном, при этом гнездо под деталь образовано поверхностями толкателя, неподвижного корпуса и ползуна, а нижняя ступень толкателя предназначена для взаимодействия с торцом обрабатьгоаемой детали.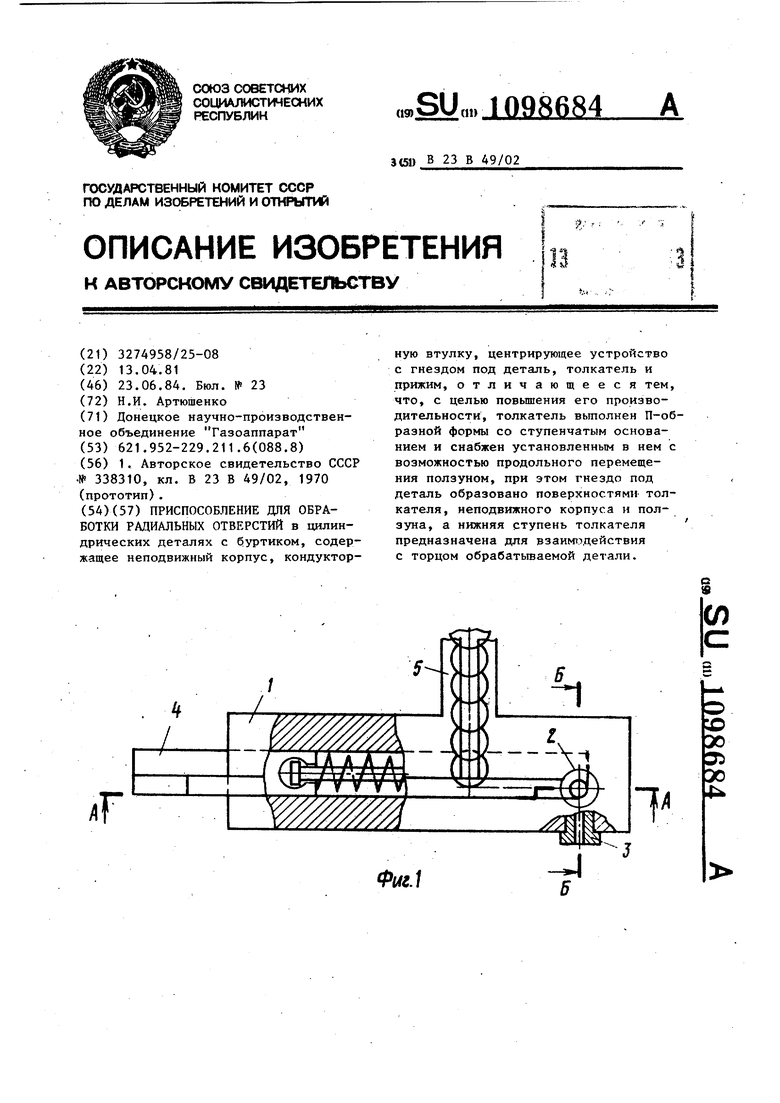
к-к
It
W///////////7//7/
М
Фиг. 2
Фмг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОНДУКТОРНОЕ УСТРОЙСТВО | 0 |
|
SU338310A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
