i
Изобретение относится к обработке металлов давлением.
Известен гидровинтовой пресс-молот, содержащий смонтированные в направляющк станины с возможностью встречного перемещения приводные ползун с закрепленным на нем пуансопом и траверсу с установленной на ней полуматрицей, винтовой механизм с силовым гидроцилиндром, а также клинья, гидропривод и механизм синхронного перемещения ползуна и траверсы (1.
Однако штамповка сложных деталей сопровождается большими отходами металла в с-тружц,у и облой из-за сложности оформления боковых полостей.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности щтамповки деталей с боковыми полостями.
Указанная цель достигается тем, что предлагаемое устройство снабжено боковым гидравлическим цилиндром в виде корпуса и плунжера с наклонным торцом, а механизм синхронного перемещения ползуна и траверсы выполнен в виде дополнительного гидравлического цилиндра со смонтированными
в нем плавающим поршнем и щтангой, при этом корпус бокового гидравлического цилиндра закреплен на подвижной траверсе, с возможностью перемещения его плунжера в направлении, перпендикулярном оси движения ползуна, клинья закреплены на станине с возможностью взаимодействия с наклонным торцом плунжера бокового гидравлического цилиндра, дополнительный гидравлический цилиндр механизма синхронизации установлен на станине и его полость соединена гидролинией с полостью силового цилиндра, а штанга размещена межцу торцом плавающего поршня и плоскостью подвижной траверсы.
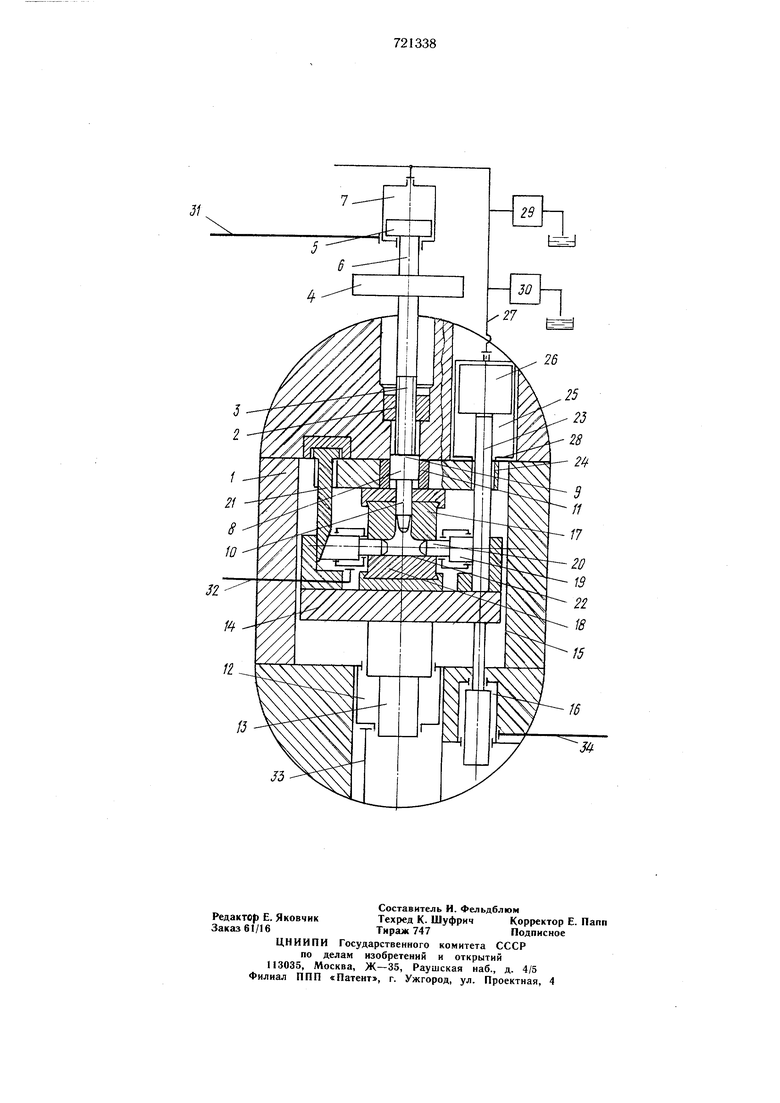
На чертеже изображено предлагаемое устройство.
Гидровинтовой пресс-молот содержит станину 1, в верхнем ригеле которой закреплена ходовая гайка 2, взаимодействующая с винтовым плунжером 3, на котором закреплен маховик 4 и порщень 5 со штоком 6, размещенные в цилиндре 7. Плунжер 3 соединен с ползуном 8, имеющим подпятник 9, и несущим верхний рабочий пуансон 10.
Ползун 8 перемещается в направляющих 11 станины .
В нижнем ригеле станины 1 расположен гидроцилиндр 12 смыкания и зажима, на плунжере 13 которого закреплена траверса 14, перемещающаяся в направляющих 15 станины 1.
Возвратный гидроцилиндр б предназначен для обратного хода траверсы 14.
На траверсе 14 смонтирована щтамповая оснастка, состоящая из верхней 17 и нижней 18 половин щтампа, по меньщей мере одного смонтированного на траверсе 14 бокового гидроцилиндра 19, плунжер которого имеет на одном конце закрепленный пуансон 20, расположенный в боковом отверстии щтамповой оснастки, а на другом, противоположном конце - наклонную плоскость, которая контактирует с клином 21, закрепленным на одной из поперечин станины 1. Заготовка 22 помещается в штамповой оснастке.
К траверсе 14 прикреплена щтанга 23, перемещающаяся в направляющих втулках 24 станины 1.
На верхнем ригеле станины 1 закреплен гидроцилиндр 25 механизма синхронизации с порщнем 26, полость которого соединена трубопроводом 27 с полостью силового цилиндра 7.
Перемещение поршня 26 ограничено упором 28. Для подпитки и удаления избытка рабочей жидкости на трубопроводе 27 имеются наполнительный 29 и подпорный 30 клапаны. Штоковая полость цилиндра 7 трубопроводом 31, боковой гидроцилиндр 19 трубопроводом 32, гидроцилиндр 12 трубопроводом 33 и возвратный гидроцилиндр 16 трубопроводом 34 соединены с соответствующими клапанами гидропривода (на чертеже не показаны).
ГидроБинтовой пресс-молот работает следующим образом.
В исходном положении ползун 8 находится в верхнем, а траверса 14 в нижнем положении. Пуансон 20 выведен из штамповой оснастки, поршень 26 находится в нижнем положении на упоре 28. После загрузки заготовки 22 в нижнюю половину 18 штампа пресс-молот совершает рабочий ход. Штоновая полость гидроцилиндра 7 по трубопроводу 31 и полости гидроцилиндров 19 и 16 по трубопроводам 32 и 34 соответственно соединяются со сливом. По трубопроводу 33 жидкость высокого давления поступает из гидропривода в гидроцилиндр 12. Происходит смыкание половин 17 и 18 штампа, а боковой пуансон 20 под воздействием клиньев 21 заходит в полость штампа. В определенный момент перемещения траверсы 14 вверх после совершения холостого хода щтанга 23 упирается в поршень 26 и при ее дальнейшем перемещении вместе с порилнем 26 жидкость из цилиндра 25 перетекает по трубопроводу 27 в полость силового цилиндра 7, разгоняя маховик и обеспечивая накопление энергии, необходимой для деформирования заготовки 22.
После полного смыкания илтампа начинается деформирование заготовки 22 пуансоном 10 за счет кинетической энергии маховика 4 и винтового плунжера 3. При необходимости подпитка жидкости в цилиндр 7 происходит через клапан 29. После соверщения рабочего хода подается команда на слкв жидкости из гядроцилиндра 12 и на подачу жидкости под давлением в штоковую полость гидроцилиндра 7 и полости цилиндров 19 и 16.
Подвижные части 9, 14, 20, 26 возвраш.аются в исходное положение, а штамп раскрывается.
Формула изобретения
Гидровинтовой пресс-молот, содержаЦ,ий смонтированные в направляющих станины с возможностью встречного перемещения приводные ползун с закрепленным на нем пуансоном и траверсу с установленной на ней полуматрицей, винтовой механизм с силовым гидроцилиндро.л, а также клинья, гидропривод и механизм синхронного перемещения ползуна и траверсы, отличающийся тем, что с целью расширения технологических возможностей за счет обеспечения возможности штамповки деталей с боковыми полостями, он снабжен боковым гидравлическим цилиндром в виде корпуса и плунжера с наклонным торцом, а механизм синхронного перемещения ползуна н траверсы выполнен в виде дополнительного гидравлического цилиндра со смонтированными в нем плавающим поршнем и штангой, при этом корпус бокового гидравлического цилиндра закреплен на подвижной траверсе с возможностью перемещения его плунжера в направлении, перпендикулярном оси движения ползуна, клинья закреплены на станине с возможностью взаимодействия с наклонной плоскостью плунжера бокового гидравлического цилиндра, дополнительный гидравлический цилиндр механизма синхронизации установлен на станине и его полость соединена гидролинией с полостью силового цилиндра, а штанга размещена между торцом плавающего поршня и плоскостью подвижной траверсы.
Источники информации,
принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 574262, КД. В 30 В 1/18, 1972.
J5
J4
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| Вертикальный пресс | 1989 |
|
SU1611753A1 |
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| Гидравлический пресс для вытяжки патрубков | 1975 |
|
SU528982A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |