Изобретение относится к литейному производству и может быть использовано в литейных цехах при выбивке литейных опочных форм.
Известен способ выбивки литейных форм на выбивных, преимущественно инерционных, решетках, обеспечивающий возможность механизации процесса. Разрушение кома смеси с отливкой и его удаление из опоки происходит за счет вертикально Направленных ударов формы о решетку или раму, в результате чего в форме возникают значительные силы инерции.
Недостатками указанного способа является то, что рабочий процесс зависит от веса нагрузки и при его отклонении от расчетного ражим работы резко меняется, т.е. становится неоптимальным, что влечет за собой падение производительности. При значительных перегрузках размах колебаний уменьшается, форма.перестает отрыШа ться от решетки,а значит, ударное боздействие на форму не реализуется. Кроме того, инерционные решетки характеризуются повьш1енным уровнем, шуМа, недостаточной долговечностью основных узлов и требуют массивного фундамента для предотвращения пере- . Дачи вибрации на конструкции зданий, особенно в случаях выбивных решеток для выбивки крупных .форм.
Известен способ выбивки литейных опочных форм, при котором стенке опоки сообщается горизонтально направленная вибрация, например, от пневматических или электромагнитных вибраторов. Для возбуждения горизонтальной вибрации в стенке опоки применен электромагнитный привод. Якори .электромагнита, помещенные на гибкой пластине, один конец которого закреплен неподвижно, а другой - эластично, передают продольные колебания крюку, воздействующему на стенки отливкиГ1J.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ выбивки форм путем воздействия на форму горизонтально направленной вибрацией. Данный способ реализуется определенным видом и режимом колебания стенок опоки, являющихся возбудителями колебаний в уплотненной форме С23.
Однако в дисперсных системах,каковыми являются формовочные- смеси, колебания, вследствие диссипации
энергии быстро затухают с увеличением расстояния от возбудителя колебаний, поэтому разрушение смеси происходит только в слоях, прилегающих 5 к стенкам опоки, а не по всей ее площади. Величина возникающих при этом ускорений около стенок опоки не превышает 4 g при условии применения одного вибровозбудителя, а на . О расстояний 250-350 мм от стенки падает до 2 g. Применение же нескольких вибровозбудителей затруднено из-за необходимости синхронизации их работы для исключения взаимного нало5 жения волн и образования так называемой стоячей волны. При воздействии вибрации на одну из стенок опоки ее упругие колебания на остальные стенки передаются в незначитель0 ной мере, что приводитк необходимости увеличения времени вибровоздействия. Данный способ характеризуется недостаточной интенсивностью воздействия на форму вследствие. 5 ограниченной зоны распространения колебаний от источника вибрации, что влечет 3ia собсзй падение производительности и ровышение энергоем1 ости выбивного оборудования. Кроме того, 0 применение указанного способа связано с повьш1ением уровня шума из-за повышенной частоты соударений ударника вибровозбудителя и стенки опоки. Цель изобретения - повьш1ение про5 изводительности процесса выбивки,
снижение энергоемкости выбивного оборудования и снижение уровня шума при .его работе.
Указанная цель достигается тем, 0 что согласно способу выбивки литейных путем воздействия на форму горизонтально направленной вибрацией, форму перед выбивкой жесткозакрепляют на раме и затем систему форма рама подвергают периодическим двусторонним ударньм воздействиям с .частотой ударов 15-30 Гц и удельной силой удара на 1 кг массы системь в пределах Oj3-0,4 Н при ограничении частоты 0 собственных колебаний системы в пределах 7-12 Гц.
Величина удельной силы удара зависит от прочности смеси в форме. Диапазон величин необходимой силы удара подобран исходя из условий обеспечения полной выбивки форм в течение 35-40 с из смесей с сухой прочностью от 5 до 10 кг/см.
Частота ударов выбирается исходя из того, что эффективность выбивки зависит от разности ског остей системы форма - рама до и после соударения с телом, вынуждающим колебания, причем чем больше эта разность, тем выше интенсивность процесса. Увелит чение скорости системы в момент соударения определяется величиной пути, пройденного системой за определенный период колебаний, поэтому с целью увеличения разности скоростей период колебаний уменьшен, что позволяет увеличить размах колебаний до 5-8 мм и определить выбор диапазона низких частот .15-30 Гц.
Ограничение частоты возникающих при ударных режимах собственных колебаний системы форма - рама устанавливается для исключения нарушений пери- 20 одичности ударного режима при взаимном наложении вынужденной и собственной частот системы. Для соблюдения оптимального режима частота соб ственньк колебаний системы должна быть не более половины вынужденной частоты. Ограничение собственных ко лебаний регулируют жесткостью опорамортизаторов, на которые устанавливают раму с закрепленной на ней формой., В предлагаемом способе выбивКи, в отличие от известного , обеспечивается колебательный режим всей сис темы (опоки, смесь, отливка), осуществляемый с заданным размахом.Перемещение формы в горизонтальном направлении сопровождается соударениями, происходящими дважды за один период колебаний. При этом в стенкак опоки, перпендикулярных направлению колебаний, вьшуждаются упрури колебания. В продольных ст.енках вынуждаются изгибные колебания. Таким образом, у всех четырех стенок опоки снижается внешнее и -внутреннее трение смеси и уплотненная смесь с отливкой легко отделяется от опоки. Дальнейший процесс разрушения смеси происходит за счет ударного взаи модействия опоки и кома смеси при в нужденных ударных колебаниях. Реализация горизонтально1о ударно-вибрационного режима воздействия с двусторонними ударами позволяет увеличить возникаю1Д 1е в смеси ускорения колебаний до 20-25g.
При гармоническом анализе ускореНИИ колебаний в смеси зафиксированы третья, пятая и седьмая гармоники, Т.е. частоты, превышающие в 3,5 и 7
раз частоту основного тона (частоту вибровозбудителя). Убьшание амплитуд ускорений гармоник с ростом их номера идет медленно, что определяет богатство частотного спектра ударных
колебаний. Так как ускорения первых нечетных гармоник достаточно высоки, интенсивность колебаний повышается, что повьпяает интенсивность разупрочнения уплотненной смеси,
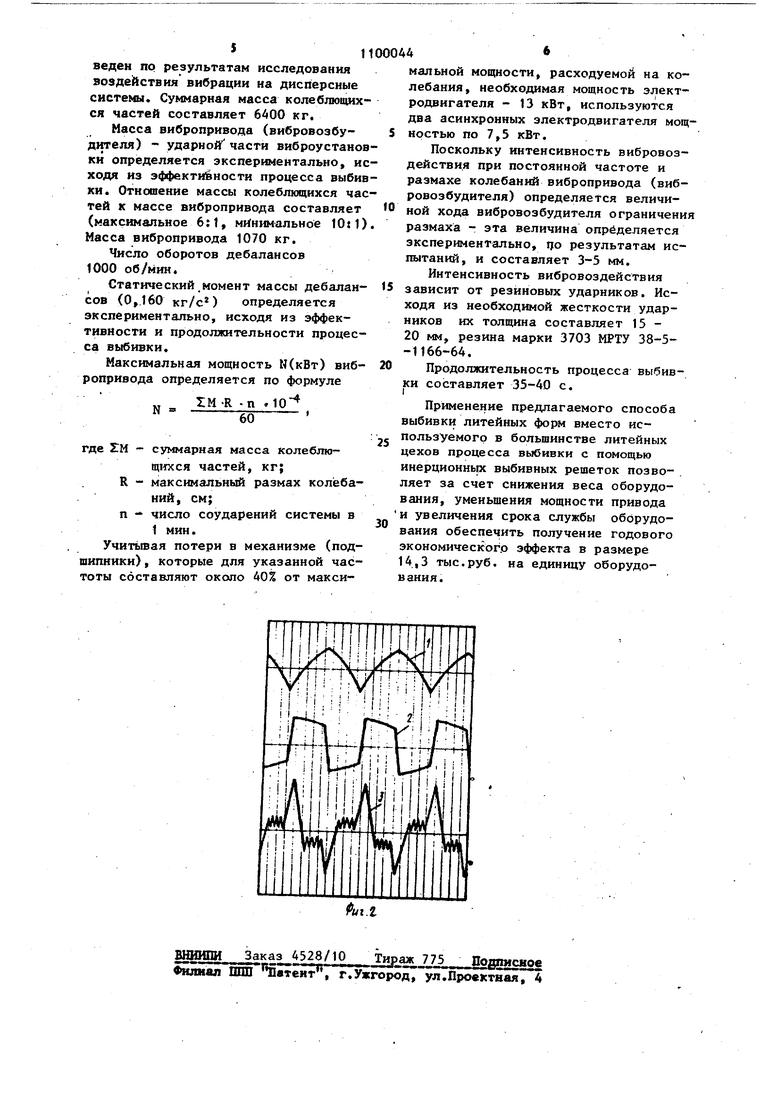
На фиг, 1 представлена схема осуществления процесса выбивки литейных форм; на фиг. 2 - осциллограмма возникающих в смеси ускорений при воздействий на систему форма - рама гориаонтальной ударной вибрации с двусторонними ударами, где по оси абсцисс отложено время протекания процесса, а по оси ординат - величина возникающих ускорений (под цифрой 3). На фиг. 1 изображены форма 1, .рама 2, опоры-амортизаторы 3, вибропривод 4, резиновые ударники 5 вибропривода. Предлагаемьй способ выбивки литейных форм осуществляется в следующей последовательности. Устанавливают форму 1 на раму 2, Жестко скрепляют опоки формы между собой и жестко крепят форму 1 к раме 2., Сообщают системе форма - рама ударные колебания за счет горизонтальных перемещений вибропривода 4 и его ударов по раме 2 резиновыми ударниками 5. Раскрепляют опоки формы 1 по окончании процесса выбивки. Удаляют освобожденные опоки. Пример. Проводилась выбивка формы с размерами опоки 2000х 1850х X 400/400 мм детали корпус задвижки МТР-1000 завода Бодоприбор с прочностью смеси по сухому 7 кг/см и массой отливки 2500 кг. Параметры выбивки определяются следующим образом. Определяется масса колеблющихся частей, включазощая массы, кг: .рамы 800; опоки 2000; отливки 2500; приведенной к твердому телу массы в форме 1100, Масса приведенной к твердому телу смеси составляет 1100 кг (0,22 от массы смеси 5000 кг). Такой пересчет по соотношению удельных весов про
| название | год | авторы | номер документа |
|---|---|---|---|
| Выдавливатель кома с гидроимпульсным приводом | 1983 |
|
SU1138241A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
| Установка для выбивки отливок из опок | 1980 |
|
SU944783A1 |
| Выбивная инерционная транспортиру-ющАя РЕшЕТКА | 1978 |
|
SU846093A1 |
| Устройство для выбивки литейных форм | 1984 |
|
SU1184604A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Выбивная решетка для крупногабаритных литейных форм | 1978 |
|
SU710781A1 |
| Экцентриковая выбивная решетка | 1978 |
|
SU703236A1 |
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
СПОСОБ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ путем воздействия на форму горизон|f; r Tf) . - - , i i-f - r. EMSiifeiJTEKA I тально направленной вибрацией, о т л.и чающийся тем, что, с целью повышения производительности процесса выбивки, снижения энергоемкости выбивного оборудования и снижения уровня шума при его работе, форму перед выбивкой жестко закрепляют на; раме и затем систему форма - рама подвергают периодическим двусторонним ударным воздействиям с частотой ударов 15-30 Гц и удельной силой удара на 1 кг массы системы в пределах 0,30,4 Н при ограничении частоты собственных колебаний системы в пределах 7-12 Гц. /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Комнатная печь | 1922 |
|
SU547A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник Стальное литье | |||
| М., 1961, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
