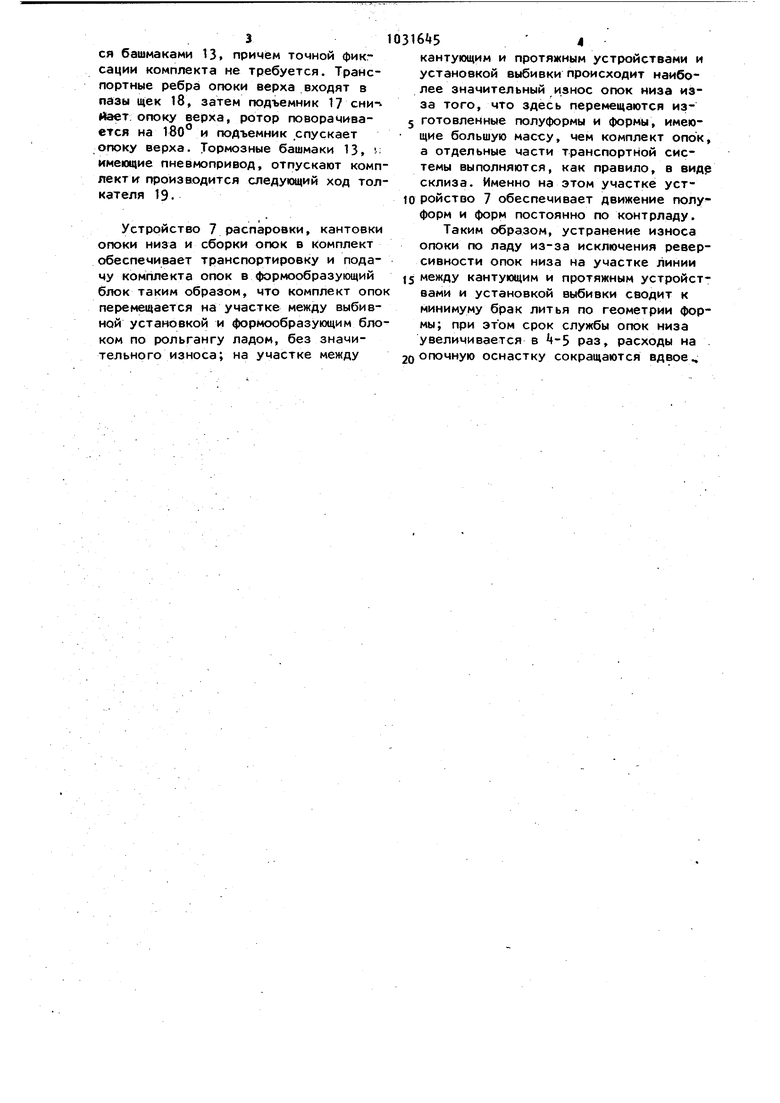
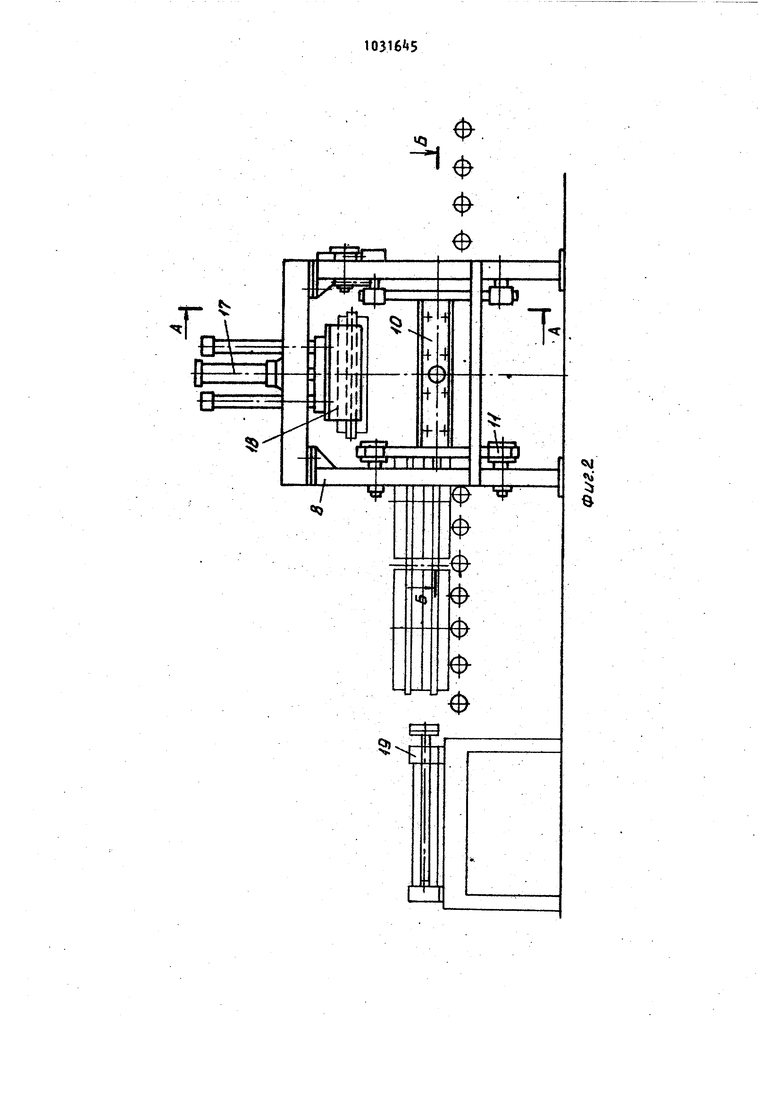
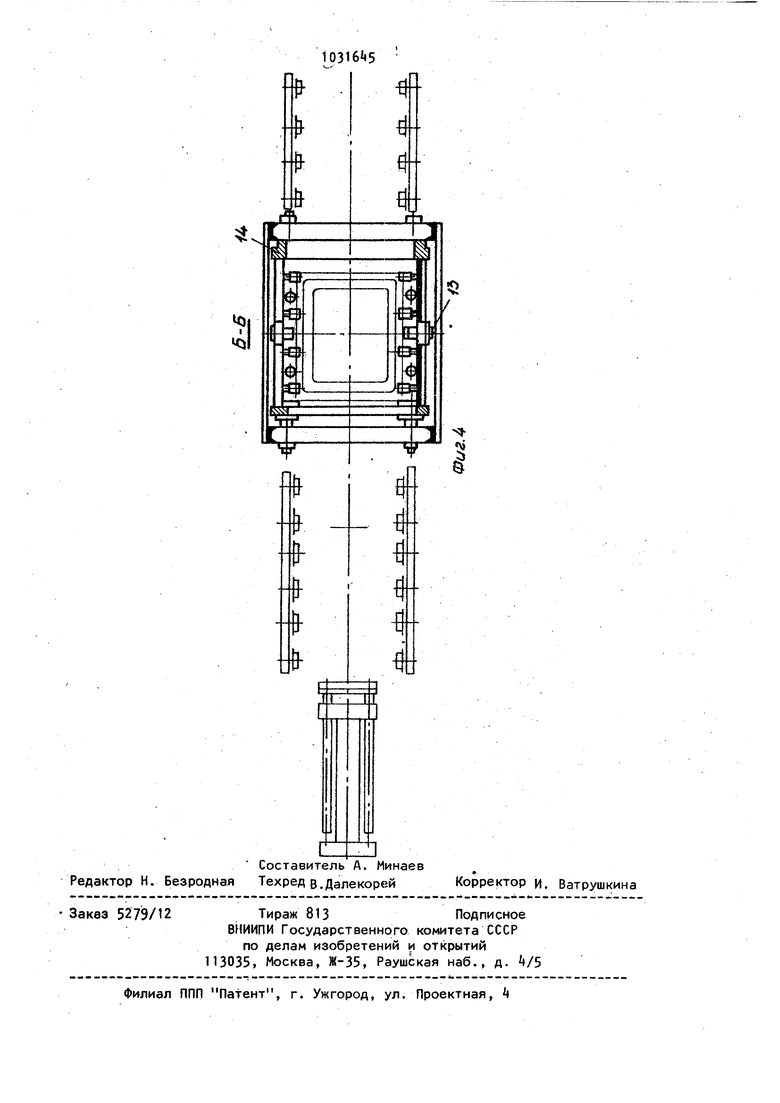
Изобретение относится к литейному производству, структуре автоматических формовочных линий и преднйзначено для использования в литейных це хах различных отраслей промышленнос ти. Известны автоматические формовочные линии, содержащие агрегаты формо ки верха и низа, сборки форм, выбивки, р аспаровки, транспортные средства, связывающие агрегаты между собой , Такая линия является типовой многопоточной линией, в которой для отдельных объектов (опоки верха, низа, залитые формы) используются свои транспортные системы, что омреде ляет ся технологическим процессом изготовления форм, т.е. залитая форма после охлаждения подается на выбивку, посл чего комплект опок разъединяется в распаровщике, откуда нижняя и верхняя опоки по своим транспортным системам подаются к формовочным агрегатам. Опоки в таких линиях являются нереверсивными, т.е. верхняя опока транспортируется rjo отдельной ветви транспорта к. агрегату изготовления верхних полуформ, нижняя опока после кантовки по своей ветви - к агрегату изготовления нижних полуформ, .при этом опоки перемещаются таким образом, что в контакте с транспортным средством находится рабочий лад опок С1 Х Недостатками таких линий являются большая производственная площадь под них, металлоемкост ь. Наиболее близкой к предлагаемой по технической сущности и достигаемо му результату является автоматическая формовочная линия, содержащая формообразующие блоки, кантующие и протяж ные устройства, сборщики формы, вЫбивную установку, связанные транспортными средствами и расположенные в технологической последовательности, транспорт подачи пустых огюк верха и низа в комплекте. Указанные линии имеют одну транспортную систему, связывающую агрегаты между собой, и в соответствии со структурой на этих линиях используют реверсивные опоки низа, т.е. опоки имеют рабочие лад И контрлад и в процессе изготовления отливок нижняя опо ка перемещается таким образом, что в контакте с транспортным средством попеременно (через один цикл) находится лад и контрлад Г Одним из недостатков линий .является значительный износ опок низа с обеих сторон, поэтому срок службы низа невелик, а возможность ремонта практически исключена из-за двустороннего износа, так как отсутствует малоизнашиваемая база, которой является лад в линиях предыдущего типа. Износ лада и контрлада приводит к браку Литья по геометрии-формы. Цель изобретения - снижение износа опочной оснастки с двусторонним рабочим ладом и увеличение ее долговечности в линиях однопоточного типа. Поставг(&нная цель достигается тем, что автоматическая формовочная линия, содержащая формообразукщие , кантущие и протяжные устройства, сборщики форм, выбивн: установку, связанные транспортными средствами и расположенные в технологической последовательности, транспорт подачи .пустых опок верха и низа в комплекте, дополнительно снабжена устройством распаровки, кантовки опок низа и сборки опок в комплект, расположенным на участке между выбивной установкой и формообразующими блоками. На фиг. 1 показана схема расположения агрегатов в автоматической формовочной линии; на фиг. 2 - устройство распаровки, кантовки опок низа, сборки опок в комплект; на фиг. 3 сечение А-А на фиг. 2; на фиг. 4 сечение Б-Б на фиг. 2. Автоматическая формовочная линия . содержит литейный конвейер 1, формообразующие блоки 2, кантующее и протяжное устройство 3, сборщик k, участок 5 выбивки, транспорт возврата пустых опок 6 и устройство 7 распа-. ровки, кантовки опок низа и сборки опок в комплект. Устройство собрано на раме 8. Ротор, состоящий из двух колец 9, связанных поперечинами 10, опирается на ролики It. Поперечины имеют два ряда роликов 12 и тормозные башмаки 13. С одним из колец жестко связан обод 1, находящийся в зацеплении с колесом 15 привода поворота. 16. Над ротором расположен подъемник 17 со щеками 18, имеющими пазы для захвата опоки верха. Подача опок в устройство осуществляется олкателем 19. Комплект опок вкатывается средним транспортным ребром поки низа на ролики 12 и тормозится башмаками 13, причём точной фиксации комплекта не требуется. Транспортные ребра опоки верха входят в пазы щек 18, затем подъемник 17 сни-v йает. опоку верха, ротор поворачивается на 180 и подъемник спускает опоку верха. Тормозные башмаки 13, имеющие пневмопривод, отпускают комплекти производится следующий ход толкателя 19.
Устройство 7 распаровки, кантовки опоки низа и сборки опок в комплект обеспечивает транспортировку и подачу комплекта опок в форкюобразующий блок таким образом, что комплект опок перемещается на участке между выбивной установкой и формообразующим блоком по рольгангу ладом, без значительного износа; на участке между
кантующим и протяжным устройствами и установкой выбивки происходит наиболее значительный износ опок низа изза того, что здесь перемещаются изготовленные полуформы и формы, имеющие большую массу, чем комплект опок, а отдельные части транспортной системы выполняются, как правило, в вид склиза. Именно на этом участке устройство 7 обеспечивает движение полу форм и форм постоянно по контрладу. Таким образом, устранение износа опоки по ладу из-за исключения реверсивности опок низа на участке линии
J5 между кантующим и протяжным устройствами и установкой выбивки сводит к минимуму брак литья по геометрии формы; при этом срок службы опок низа увеличивается в -S раз, расходы на .
20 опочную оснастку сокращаются вдвое..
«м
в
Фс/г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
АВТОМАТИЧЕСКАЯ ФОРМОВОЧНАЯ ЛИНИЯ, содержащая формообразующие блоки, кантующие и протяжные устройства, сборщики форм, выбивную установку, связанные транспортными средствами и расположенные в технологиче.ской последовательности, транспорт подачи пустых опок верха и низа в комплекте, отличающаяся тем, что, с целью снижения износа опочной оснастки с двусторонним рабочим ладом и увеличения ее долговечности в линиях однопоточного типа, она дополнительно снабжена устройством распаровки, кантовки опок низа и сборки опок в комплект, расположенным на участке между выбивной установкой и формообразующими блоками.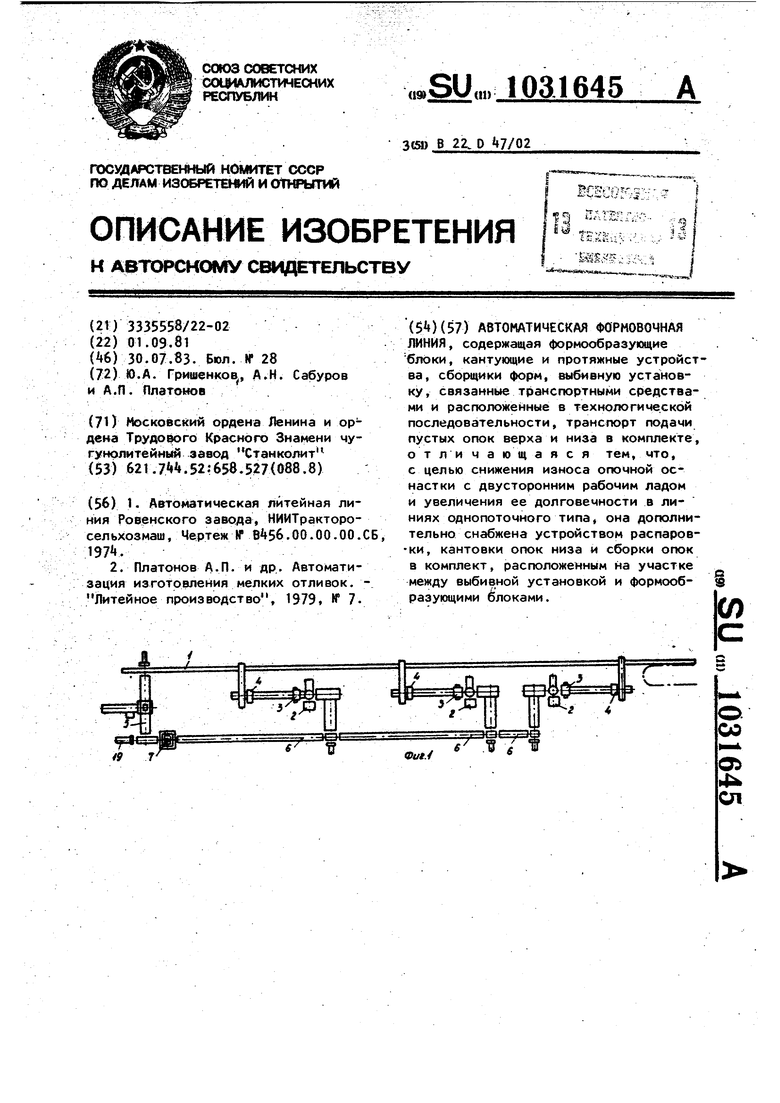
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая литейная линия Ровенского завода, НИИТракторосельхозмаш, Чертеж Н В45б | |||
| 00.00.00 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Платонов А-П | |||
| и др | |||
| Автоматизация изгotpвлeния мелких отливок | |||
| Литейное произ водст во, 1979, № 7. | |||
