Изобретение относится к переработке полимеров в изделия и может быть использовано для изготовления объемных изделий из полимеров методом экструзии трубчатой заготовки с последующим раздувом ее в форме. Известно устройство для растягивания конца трубчатой заготовки перед помещением ее в форму экструзионно-выдувного агрегата. Это устройство имеет формирующий горловину изделия ниппель с каналами для подвода воздуха, содержащий смонтированные на нем подпружиненные фигурные пластины для растягивания конца трубчатой заготовки 1. Недостатком указанного устройства является ненадежность работы пружины, взаимодействующей с нижней частью ниппеля и создающей усилие, направленное противоположно усилию удержания ниппеля при получении изделия из трубчатой заготовки методом раздува. Наиболее близким по технической сущности и достигае.мому результату к предлагаемому является устройство для растягивания конца трубчатой заготовки, содержаuj e подвижной в осево.м направлении ниппель и растягивающий элемент, выполненный в виде профильных лепестков, расположенных по окружности ниппеля и установленных с возможностью перемещения верхних концов лепестков в радиальном направлении 2. Однако в известном устройстве наличие кольцевого эластичного элемента, служащего для возврата жестких фигурных рычагов в исходное положение, создает дополнительное усилие от трения при скольжении рыч-агов по поверхности ниппеля, что приводит к ее износу. Сложность устройства из-за наличия рычагов, находящихся в сложной кинематической зависимости, и повышенный износ поверхности ниппеля снижают надежность работы устройства. Цель изобретения - повыщение надежности работы и упрощение конструкции устройства. Поставленная цель достигается тем, что в устройстве для растягивания конца трубчатой заготовки, содержащем подвижный в осевом направлении ниппель и растягивающий элемент, выполненный в виде профильных лепестков, расположенных по окружности ниппеля и установленных с возможностью перемещения верхних концов лепестков в радиальном направлении, ниппель имеет коническую верхнюю и цилиндрические среднюю и нижнюю части, а на цилиндрических участках ниппеля выполнены продольные пазы, в которых размещены профильные лепестки растягивающего элемента. 52 На фиг. 1 ноказано устройство в исходном положении, продольный разрез; на фиг. 2 - устройство в конечном положении при растягивании конца трубчатой заготовки; на фиг. 3 - профиль лепестка; на фиг. 4 - вид А на фиг. 3. Устройство содержит ниппель 1 для подачи сжатого воздуха при раздуве трубча-. той заготовки в изделие, имеет коническую верхнюю и цилиндрические среднюю и нижнюю части. В нижней части ниппеля 1 выполнены пазы 2. Вокруг ниппеля 1 в обойме 3 расположены лепестки 4, включающие участки ломаной линии. Профиль лепестков 4 и соотнощение их участков выполнены следующим образом: точки Б и Е лежат по одну сторону от прямой, проходящей через точки В и Д, а точка А лежит на прямой, проходящей через точки В и Г. Таким образом, участок АВ имеет в.ыпуклость вправо от прямой, участок ДГ имеет выпуклость влево от прямой, проходящей через точки В и Г, а участок ВГ прямой. На участке АВ лепестка 4 выполнены пазы 5 для удержания лепестков 4 в обойме 3 и обеспечения воз.можности их расхождения в радиальном направлен.ии. Средний участок БГ лепестка 4 прилегает к цилиндрической поверхности ниппеля 1, а верхний участок ГЕ лепестка 4 находится над ниппеле.м 1. Число лепестков 4 соответствует числу пазов 2. Лепестки 4 выполнены с узкими нижними концами АБ для захода в пазы 2 ниппеля 1 и имеют щирокий средний участок ВГ, препятствующий западанию лепестков 4 в пазы 2 ниппеля 1. Устройство работает следующим образом. Ниппель 1 подают вверх. При этом верхние ДЕ лепестков 4 входят вовнутрь трубчатой заготовки. При дальнейщем движении вверх ниппеля 1 обойма 3 остается неподвижной относительно трубчатой заготовки и при таком положении участки ГД лепестков 4 скользят по верхней конической поверхности ниппеля 1 и лепестки 4 расходятся в радиальном направлении, растягивая трубчатую заготовку. При этом нижние концы АВ лепестков 4 заходят в пазы 2 ниппеля 1. Далее ниппель входит в трубчатую заготовку и происходит формование изделия раздувом сжатым воздухом. После охлаждения изделия ниппель 1 отводят вниз, при этом он выходит из изделия, воздействуя на нижние концы АВ лепестков 4 верхней кромкой пазов 2 и возвращая лепестки 4 в исходное положение. Далее цикл повторяется. Предлагаемое устройство позволяет повысить надежность работы и упростить конструкцию устройства.
Фиг.г
Фиг.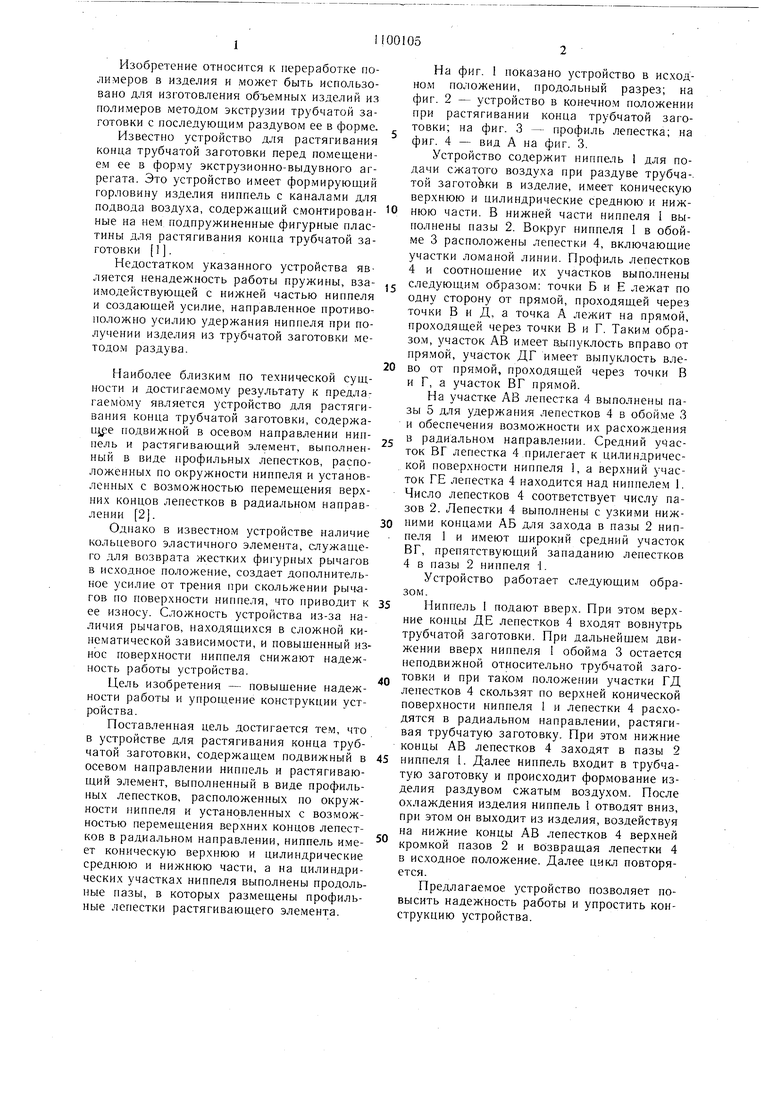
| название | год | авторы | номер документа |
|---|---|---|---|
| Отформованная дутьем бутыль для газированного напитка, способ и устройство для ее изготовления | 1990 |
|
SU1836259A3 |
| ШИРОКОГОРЛАЯ ЕМКОСТЬ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2050309C1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| КОНТЕЙНЕРЫ | 2011 |
|
RU2600385C2 |
| Устройство для получения профильных изделий методом гидростатического прессования | 1986 |
|
SU1461578A1 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
| СПОСОБ ОДНОСТУПЕНЧАТОГО ФОРМОВАНИЯ И НАПОЛНЕНИЯ КОНТЕЙНЕРОВ | 2011 |
|
RU2602106C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1995 |
|
RU2090296C1 |
УСТРОЙСТВО ДЛЯ РАСТЯГИВАНИЯ КОНЦА ТРУБЧАТОЙ ЗАГОТОВКИ, содержащее подвижный в осевом направлении ниппель и растягивающий элемент, выполненный в виде профильных лепестков, расположенных по окружности ниппеля и установленных с возможностью перемещения верхних концов лепестков в радиальном направлении, отличающееся тем, что, с целью повышения надежности работы и упрощения конструкции устройства, ниппель имеет коническую верхнюю и цилиндрические среднюю и нижнюю части, а на цилиндрических участках ниппеля выполнены продольные пазы, в которых размещены профильные лепестки растягивающего элемента. сл СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дорн экструзионно-выдувного агрегата | 1974 |
|
SU522062A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения агломерированного свободносыпучего порошка полимера | 1981 |
|
SU1033508A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| , | |||
