8 W 12 13 3 фиг. / $
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления полых изделий с внутренним фланцем в средней части из трубчатых заготовок путем осадки и раздачи.
Известно устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок, содержащее нижнюю плиту, центральный ступенчатый шток с цилиндрическими и расширяющимся к нижней плите коническим участками, подпружиненное кольцо, охватывающее центральный шток, твердосплавное деформирующее кольцо, опирающееся на подпружиненное кольцо, секционную матрицу, обойму, выталкиватель, наружный деформирующий пуансон, внутренний пуансон, установленный с возможностью взаимодействия с охватывающим верхнюю часть центрального штока и опирающимся на твердосплавное деформирующее кольцо многосекционным пуансоном, каждая секция которого установлена с возможностью возвратно-поступательного радиального перемещения.
Недостатком известного устройства является невозможность получения изделий с фланцем в средней части.
Цель изобретения - расширение технологических возможностей устройства за счет получения изделий с фланцем в средней части.
Поставленная цель достигается тем, что устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок, содержащее нижнюю плиту, центральный ступенчатый шток с цилиндрическими и расширяющимся к нижней плите коническим участками, подпружиненное кольцо, охватывающее центральный шток, твердосплавное деформирующее кольцо, опирающееся на подпружиненное кольцо, секционную матрицу, обойму, выталкиватель, наружный деформирующий пуансон, внутренний пуансон, установленный с возможностью взаимодействия с охватывающим верхнюю часть центрального штока и опирающимся на твердосплавное деформирующее кольцо многосекционным пуансоном, каждая секция которого установлена с возможностью возвратно-поступательного перемещения, снабжено охватывающими подпружиненное кольцо дополнительным многосекционным пуансоном и дополнительным твердосплавным деформирующим кольцом, при этом дополнительный многосекционный пуансон одним своим торцом установлен на нижней плите, а другим торцом, выполненным с радиальными
выемками, обращен к основному твердосплавному деформирующему кольцу, дополнительное твердосплавное деформирующее кольцо расположено на торце дополнительного многосекционного пуансона с радиальными выемками, на поверхности дополнительного твердосплавного деформирующего кольца, обращенной к торцу дополнительного многосекционного пуан0 сона, выполнены выступы, соответствующие радиальным выемкам последнего и взаимодействующие с ними, на центральном штоке в зоне контакта с основным мно- госекционным пуансоном выполнены
5 осевые пазы, а на основном многосекционном пуансоне выполнены соответствующие им и взаимодействующие с ними выступы, на наружной поверхности подпружиненного кольца выполнен сужающийся к нижней
0 плите штампа конический участок с углом наклона поверхности, равным углу наклона поверхности конического участка центрального штока, а на внутренней поверхности дополнительного многосекционного пуан5 сона, охватывающей подпружиненное кольцо, также выполнен конический участок, соответствующий коническому участку подпружиненного кольца, причем длины выступов основного многосекционного пуансона
0 и длины выступов дополнительного твердосплавного деформирующего кольца превышают величину хода многосекционных пуансонов.
Преимуществом устройства является
5 возможность получения полых изделий с внутренним кольцевым фланцем, расположенным на любом расстоянии от торцовой поверхности заготовки.
Выполнение на наружной поверхности
0 подпружиненного кольца конического участка с углом наклона поверхности, равным углу наклона поверхности конического участка центрального штока, позволяет использовать это кольцо в качестве
5 промежуточного элемента, передающего усилие деформирования дополнительному многосекционному пуансону и дополнительному твердосплавному деформирующему кольцу с достижением равных ходов
0 (рабочих) основного и дополнительного многосекционных пуансонов. Выполнение на внутренней поверхности основного многосекционного пуансона выступов, плоскость нижней поверхности которых совпадает
5 с плоскостью нижней торцовой поверхности этого пуансона,а на центральном штоке соответствующих им и взаимодействующих с ними осевых пазов обеспечивает передачу усилия деформирования дополнительному многосекционному пуансону и
дополнительному твердосплавному деформирующему кольцу без существенного уменьшения длины образующей конической поверхности центрального штока и, как следствие, площади поверхности сопряжения конических участков центрального штока и основного многосекционного пуансона, а также без разрушения основного твердосплавного деформирующего кольца. Выполнение на верхнем торце дополнительного многосекционного пуансона радиальных выемок, а на обращенной к этому торцу поверхности дополнительного твердосплавного деформирующего кольца выступов, соответствующих упомянутым выемкам и взаимодействующих с последними, позволяет осуществлять деформирование фланца без уменьшения площади контакта наружной поверхности дополнительного многосекционного пуансона с заготовкой и одновременно снизить вероятность разрушения дополнительного твердосплавного деформирующего кольца, за счет уменьшения площади свободной поверхности последнего (не сопряженной с верхней торцовой поверхностью дополнительного многосекционного пуансона), в процессе деформирования. Превышение длинами упомянутых выступов величины рабочего хода многосекционных пуансонов обеспечивает постоянное размещение этих выступов в соответствующих им выемках и пазах, что исключает заклинивание деформирующих инструментов устройства.
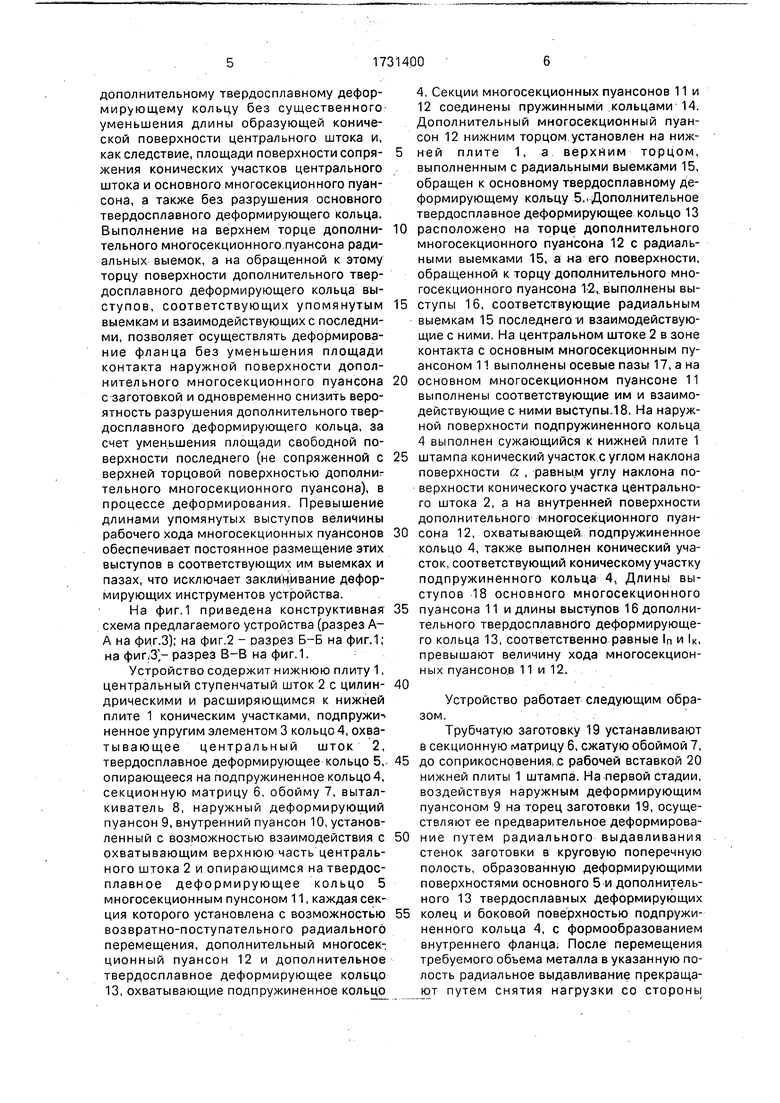
На фиг. 1 приведена конструктивная схема предлагаемого устройства (разрез А- А на фиг.З); на фиг.2 - разрез Б-Б на фиг.1; на фиг.З ,- разрез В-В на фиг.1.
Устройство содержит нижнюю плиту 1, центральный ступенчатый шток 2 с цилиндрическими и расширяющимся к нижней плите 1 коническим участками, подпружи- ненное упругим элементом 3 кольцо 4, охва- тывающее центральный шток 2, твердосплавное деформирующее кольцо 5, опирающееся на подпружиненное кольцо4, секционную матрицу 6, обойму 7, выталкиватель 8, наружный деформирующий пуансон 9, внутренний пуансон 10, установленный с возможностью взаимодействия с охватывающим верхнюю часть центрального штока 2 и опирающимся на твердосплавное деформирующее кольцо 5 многосекционным пунсоном 11, каждая секция которого установлена с возможностью возвратно-поступательного радиального перемещения, дополнительный многосекционный пуансон 12 и дополнительное твердосплавное деформирующее кольцо 13, охватывающие подпружиненное кольцо
4. Секции многосекционных пуансонов 11 и 12 соединены пружинными кольцами 14. Дополнительный многосекционный пуансон 12 нижним торцом установлен на нижней плите 1, а верхним торцом, выполненным с радиальными выемками 15, обращен к основному твердосплавному деформирующему кольцу 5.(Дополнительное твердосплавное деформирующее кольцо 13
0 расположено на торце дополнительного многосекционного пуансона 12 с радиальными выемками 15, а на его поверхности, обращенной к торцу дополнительного многосекционного пуансона 12, выполнены вы5 ступы 16, соответствующие радиальным выемкам 15 последнего и взаимодействующие с ними. На центральном штоке 2 в зоне контакта с основным многосекционным пуансоном 11 выполнены осевые пазы 17, а на
0 основном многосекционном пуансоне 11 выполнены соответствующие им и взаимодействующие с ними выступы.18, На наружной поверхности подпружиненного кольца 4 выполнен сужающийся к нижней плите 1
5 штампа конический участок с углом наклона поверхности а , равным углу наклона поверхности конического участка центрального штока 2, а на внутренней поверхности дополнительного многосекционного пуан0 сона 12, охватывающей подпружиненное кольцо 4, также выполнен конический участок, соответствующий коническому участку подпружиненного кольца 4. Длины выступов 18 основного многосекционного
5 пуансона 11 и длины выступов 16 дополнительного твердосплавного деформирующего кольца 13, соответственно равные In и к, превышают величину хода многосекционных пуансонов 11 и 12.
0
Устройство работает следующим образом.
Трубчатую заготовку 19 устанавливают в секционную матрицу 6, сжатую обоймой 7,
5 до соприкосновения с рабочей вставкой 20 нижней плиты 1 штампа. На первой стадии, воздействуя наружным деформирующим пуансоном 9 на торец заготовки 19, осуществляют ее предварительное деформирова0 ние путем радиального выдавливания стенок заготовки в круговую поперечную полость, образованную деформирующими поверхностями основного 5 и дополнительного 13 твердосплавных деформирующих
5 колец и боковой поверхностью подпружиненного кольца 4, с формообразованием внутреннего фланца. После перемещения требуемого объема металла в указанную полость радиальное выдавливание прекращают путем снятия нагрузки со стороны
пуансона 9. Затем начинают окончательное деформирование, при котором формируют фланец путем открытой осадки с одновременной раздачей стенок трубчатой заготовки основным 11 и дополнительным 12 многосекционными пуансонами путем перемещения внутреннего пуансона 10 (в направлении движения пуансона 9 на первой стадии), взаимодействующего с основным многосекционным пуансоном 11 и переда- ющего через него усилие деформирования основному твердосплавному деформирующему кольцу 5, а также посредством основ- ного многосекционного пуансона 11, основного твердосплавного деформирую- щего кольца 5 и подпружиненного кольца 4 - усилие деформирования дополнительному многосекционному пуансону 12. При этом обойму 7 перемещают вверх, освобождая тем самым матрицу 6, секции которой сво- бодно расходятся под воздействием растягиваемой многосекционными пуансонами 11 и 12 заготовки. Готовое изделие удаляется из штампа выталкивателем 8, связанным с толкателем пресса.
В качестве примера конкретного выполнения может служить штамп для получения кольцевой детали с внутренним диаметром 210 мм, высотой 145 мм, толщиной стенки 10 мм, имеющей в средней части внутрен- ний фланец шириной 15 мм и толщиной 5 мм, из заготовки с внутренним диаметром 200 мм, толщиной стенки 10,24 мм и высотой 151,8мм, Штамп содержит центральный шток с углом наклона конической поверхно- сти, равным 60° (-1°) (для облегчения конструкции штампа выполненный полым), и выполненными на рабочей поверхности осевыми пазами шириной 10 h7 мм, верхний многосекционный пуансон высотой 70 мм с выполненными на внутренней поверхности выступами длиной 10 мм и шириной 10 h6 мм, нижний дополнительный многосекционный пуансон высотой 70 мм с выполненными на его верхней торцевой поверхности выемками шириной 10 h7 мм, глубиной 5 мм и длиной 10 мм, а также твердосплавные деформирующие кольца толщиной 2,5 (+0,2) мм. На дополнительном твердосплавном деформирующем кольце выполнены высту- пы длиной 10 мм, шириной 10 h6 мм и высотой 5 мм. Подпружиненное кольцо имеет конический участок с углом наклона поверхности, равным 60° (-1°). Величина рабочего хода многосекционных пуансонов составля- ет величину, равную 5 мм. Глубина осевых пазов на поверхности центрального штока и длина выступов на внутренней поверхности основного многосекционного пуансона равны 10 и 9,5 мм соответственно.
Формула изобретения
Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок, содержащее нижнюю плиту, центральный ступенчатый шток с цилиндрическими и расширяющимся к нижней плите коническим участками, подпружиненное кольцо, охватывающее центральный шток, твердосплавное деформирующее кольцо, опирающееся на подпружиненное кольцо, секционную матрицу, обойму, выталкиватель, наружный деформирующий пуансон, внутренний пуансон, установленный с возможностью взаимодействия с охватывающим верхнюю часть центрального штока и опирающимся на твердосплавное деформирующее кольцо многосекционным пуансоном, каждая секция которого установлена с возможностью возвратно-поступательного радиального перемещения, отличающееся тем, что, с целью расширения технологических возможностей за счет получения изделий с фланцем в средней части, устройство снабжено охватывающими подпружиненное кольцо дополнительным многосекционным пуансоном и дополнительным твердосплавным деформирующим кольцом, при этом дополнительный многосекционный пуансон одним своим торцом установлен на нижней плите, а другим торцом, выполненным с радиальными выемками, обращен к основному твердосплавному деформирующему кольцу , дополнительное твердосплавное деформирующее кольцо расположено на торце дополнительного многосекционного пуансона с радиальными выемками, на поверхности дополнительного твердосплавного деформирующего кольца, обращенной к торцу дополнительное многосекционного пуансона, выполнены выступы, соответствующие радиальным выемкам последнего и взаимодействующие с ними, на центральном штоке в зоне контакта с основным многосекционным пуансоном выполнены осевые пазы, а на основном многосекционном пуансоне выполнены соответствующие им и взаимодействующие с ними выступы, на наружной поверхности подпружиненного кольца выполнен сужающийся к нижней плите штампа конический участок с углом наклона поверхности, равным углу наклона поверхности конического участка центрального штока, а на внутренней поверхности дополнительного многосекционного пуансона, охватывающей подпружиненное кольцо, также выполнен конический участок, соответствующий коническому участку подпружиненного кольца, причем длины выступов основного многосекционного пуансона и длины выступов дополнительного твердосплавного деформирующего кольца превышают величину хода многосекционных пуансонов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок | 1991 |
|
SU1796338A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| Штамп для восстановления зубчатых колес | 1982 |
|
SU1225746A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |

Использование: для изготовления полых изделий с внутренним фланцем в средней части из трубчатых заготовок путем осадки и раздачи. Сущность изобретения: трубчатая заготовка 19 устанавливается в секционную матрицу 6. На первой стадии пуансоном 9 осуществляют деформирование заготовки 19 путем ее осадки и одновре- менного радиального выдавливания металла ее стенок в круговую поперечную полость, образованную деформирующими поверхностями твердосплавных колец 5 и 13 и подпружиненного кольца 4. Окончательное формообразование внутреннего фланца осуществляется при нагружении и перемещении многосекционного пуансона 11 и дополнительного многосекционного пуансона 12. 3 ил.
Аи 2
ФшЗ
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
