Изобретение относится к обработке металлов давлением и предназначено для изготовления коллекторов электрических машин.
Известен способ изготовления коллектора электродвигателя, который включает формирование ламелей путем выдавливания выступов на внутренней поверхности трубчатой заготовки, обжим заготовки, формообразование продольных опорных выступов ламелей дорнованием, с целью повышения качества получаемых изделий, формообразование продольных опорных выступов производят перед обжимом заготовки. Трубчатую заготовку вместе с помещенной внутри ее оправкой с трапециевидными ребрами продавливают через конусную матрицу. Затем полученную заготовку устанавливают в кольцевую обойму и пропускают сквозь нее дорн для окончательного формообразования опорных выступов ламелей [1]
Основным недостатком известного способа изготовления коллектора является высокая трудоемкость изготовления трубчатой заготовки заданного размера. Кроме того, для осуществления известного способа необходима сложная дорогостоящая оснастка.
Известен также способ изготовления промежуточной заготовки для коллектора электродвигателя, включающий получение цилиндрической заготовки, ее калибровку, выдавливание из откалиброванной заготовки стакана с формированием опорных выступов ламелей, выполненных на его внутренней боковой поверхности, пуансоном, на рабочем конусе которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, удаление дна стакана и обточку торцов [2]
Основным недостатком указанного известного способа является высокая нагрузка на концевую часть пуансона и неравномерность распределения нагрузки на инструмент, что приводит к снижению стойкости инструмента и возможным поломкам.
Технический результат, достигаемый изобретением, состоит в снижении нагрузки на концевую часть пуансона, равномерном распределении нагрузки по длине рабочей части пуансона и, тем самым, повышении стойкости инструмента.
Это обеспечивается тем, что в способе изготовления промежуточной заготовки для коллектора электродвигателя, включающем получение цилиндрической заготовки, ее калибровку, выдавливание из откалиброванной заготовки стакана с формированием опорных выступов ламелей, выполненных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, удаление дна стакана и обточку торцов, согласно изобретению, стакан формируют продольным выдавливанием при внедрении пуансона в откалиброванную заготовку на неполную длину продольных пазов, поместив заготовку в цилиндрическую закрытую с одного конца матрицу, а затем, не снимая стакана с пуансона, тем же пуансоном протягивают через сквозную матрицу вытяжки с калибрующим круглым отверстием до образования полости с глубиной, равной длине ламелей коллектора и их лепестков.
Благодаря частичному внедрению пуансона в заготовку при продольном выдавливании и последующему ее протягиванию на пуансоне через сквозную матрицу вытяжки, получен технический результат, а именно снижена нагрузка на концевую часть пуансона, нагрузка перераспределена по длине рабочей части и, как следствие, повышена стойкость инструмента.
На фиг. 1 представлена схема продольного выдавливания толстостенного стакана, осевой разрез.
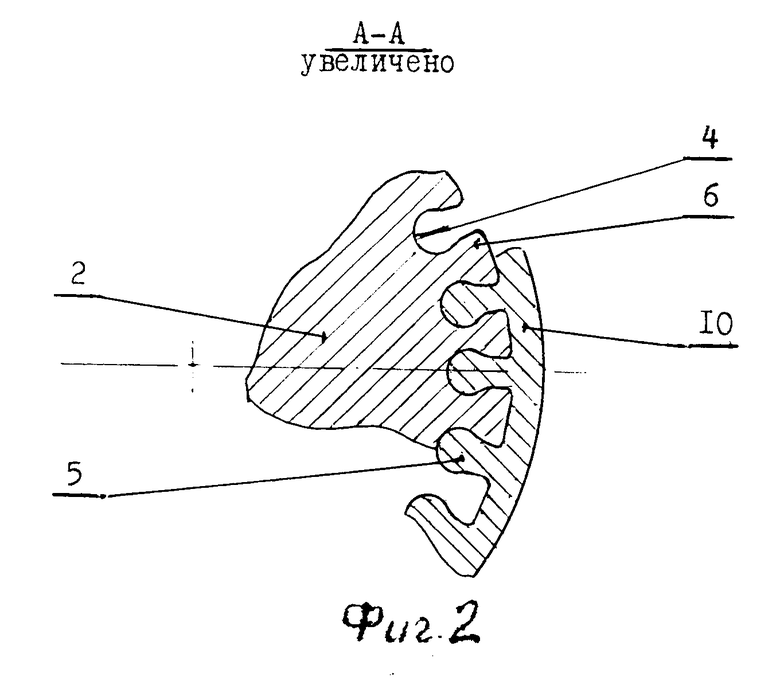
На фиг. 2 изображен поперечный разрез А-А фиг. 1 в увеличенном масштабе.
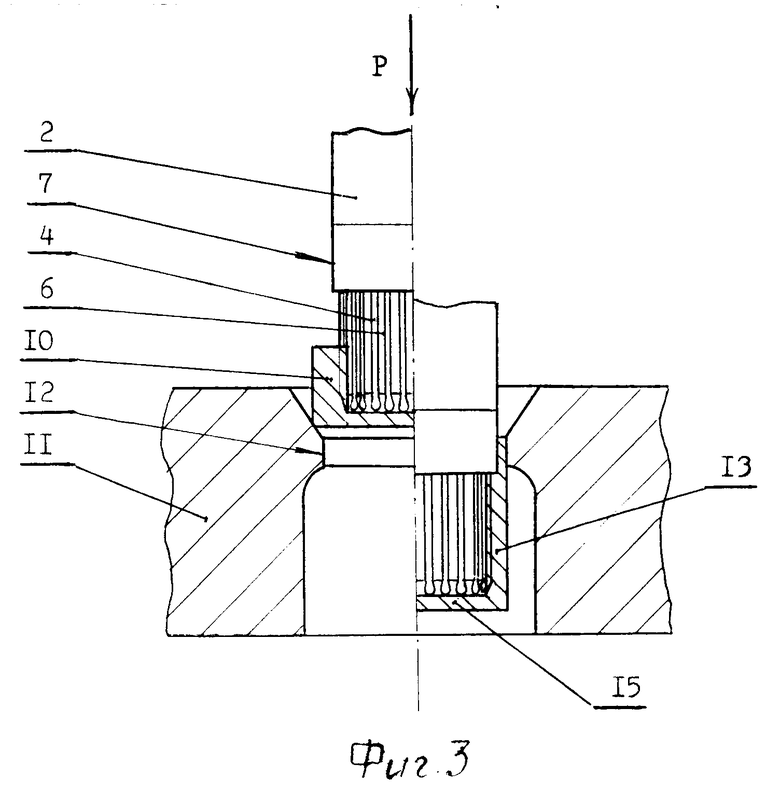
На фиг. 3 схема получения тонкостенного стакана, осевой разрез.
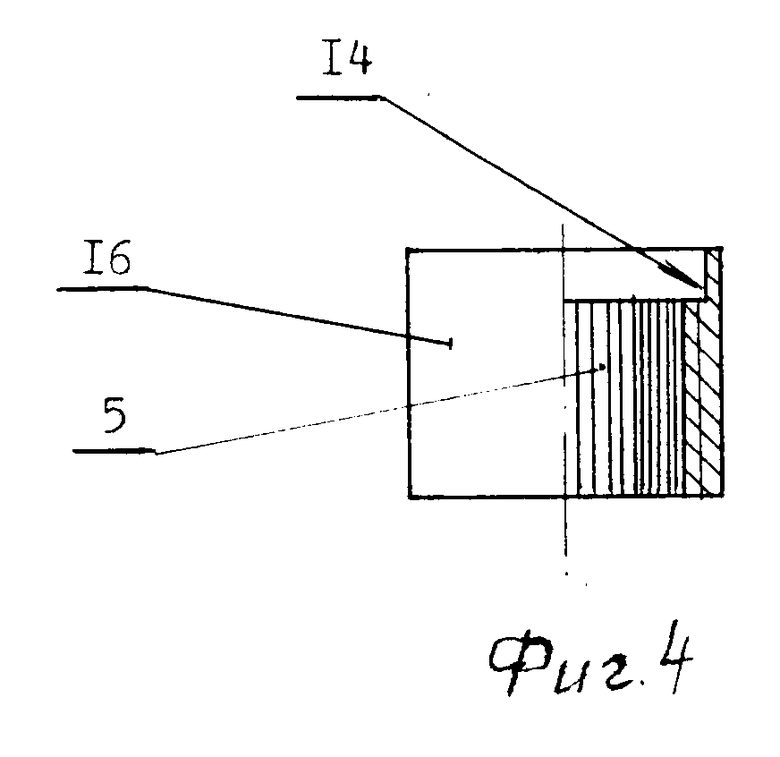
На фиг. 4 представлена промежуточная заготовка в готовом виде.
Способ изготовления промежуточной заготовки для коллектора электродвигателя состоит из ряда последовательных операций.
От прутка отделяют цилиндрическую заготовку 1, которую калибруют поперечным выдавливанием.
Для последующей обработки заготовки 1 применяют пуансон 2 (фиг. 1), на рабочем цилиндрическом конце которого образован, начиная с торца, профильный участок 3, на поверхности которого выполнены продольные пазы 4, имеющие в поперечном сечении форму поперечного сечения опорных выступов 5 ламелей готового коллектора и разделенные между собой ребрами 6 (фиг. 1, 2), а за профильным участком 3 пуансона 2 выполнен участок 7 с круглой цилиндрической поверхностью, диаметр которой равен 1,0 1,1 диаметра профильного участка 3 по выступам ребер 6. Длину участка 3 пуансона 2 выполняют равной длине ламелей готового коллектора, а длину участка 7 пуансона 2 выполняют равной длине лепестков ламелей.
Сначала откалиброванную заготовку 1 помещают в цилиндрическую матрицу 8, закрытую с одного конца противопуансоном 9 (фиг. 1), и пуансоном 2 осуществляют продольное выдавливание. При этом пуансон 2 внедряют в заготовку 1 на глубину, равную 0,4 0,6 длины профильного участка 3 пуансона 2, и образуют толстостенный стакан 10. Затем, не снимая толстостенный стакан 10 с пуансона 2, тем же пуансоном 2 толстостенный стакан 10 протягивают через сквозную матрицу 11 вытяжки с калибрующим круглым отверстием 12 (фиг. 3), получают таким образом тонкостенный стакан 13 с опорными выступами 5 ламелей (фиг. 2, 3), расположенными на его внутренней боковой поверхности, круглой цилиндрической поверхностью 14 у открытой части стакана 13 (фиг. 3,4).
При этом диаметр калибрующего отверстия 12 матрицы 11 вытяжки выполняют равным диаметру изготовляемого коллектора с припуском на финишную обточку, а глубину полости тонкостенного стакана 13 при протягивании получают равной длине формируемых ламелей и их лепестков с припуском на подрезку торцов промежуточной заготовки.
После получения тонкостенного стакана 13 у него удаляют дно 15 и подрезают торцы. Таким образом получают промежуточную заготовку 16 в виде втулки, на внутренней поверхности которой расположены опорные выступы 5 ламелей и круглая гладкая цилиндрическая поверхность 14 (фиг. 4).
Благодаря заявляемому способу изготовления промежуточной заготовки для коллектора электродвигателя получен технический результат, а именно снижена нагрузка на концевую часть пуансона, нагрузка перераспределена по длине рабочей части пуансона и, как следствие, повышена стойкость инструмента.
Кроме того, благодаря тому, что на рабочем конце пуансона, за участком с продольными пазами, выполняют участок с круглой цилиндрической поверхностью, посредством которого при протягивании заготовки образуют открытую часть стакана с гладкой круглой внутренней цилиндрической поверхностью для последующего образования лепестков ламелей, снижается расход материала заготовки, устраняется операция проточки профильного открытой части стакана для последующего образования лепестков ламелей, а также дополнительно снижается нагрузка на концевую часть пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2185918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1998 |
|
RU2123901C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ДЕТАЛИ | 1995 |
|
RU2084306C1 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1981 |
|
SU1023475A1 |
| Способ получения изделий типа цилиндрических тонкостенных стаканов | 1974 |
|
SU602283A1 |
Сущность: способ изготовления промежуточной заготовки для коллектора электродвигателя включает выдавливание из откалиброванной заготовки стакана с формированием опорных выступов ламелей, расположенных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения опорных выступов формируемых ламелей. Откалиброванную прутковую заготовку сначала помещают в цилиндрическую закрытую с одного конца матрицу и указанный пуансон при продольном выдавливании внедряют в заготовку на неполную длину продольных пазов. Затем, не снимая заготовки с пуансона, тем же пуансоном заготовку протягивают через сквозную матрицу вытяжки с калибрующим круглым отверстием до образования стакана с полостью, глубина которой равна длине ламелей коллектора и их лепестков. Удаляют дно стакана и обтачивают торцы. 4 ил.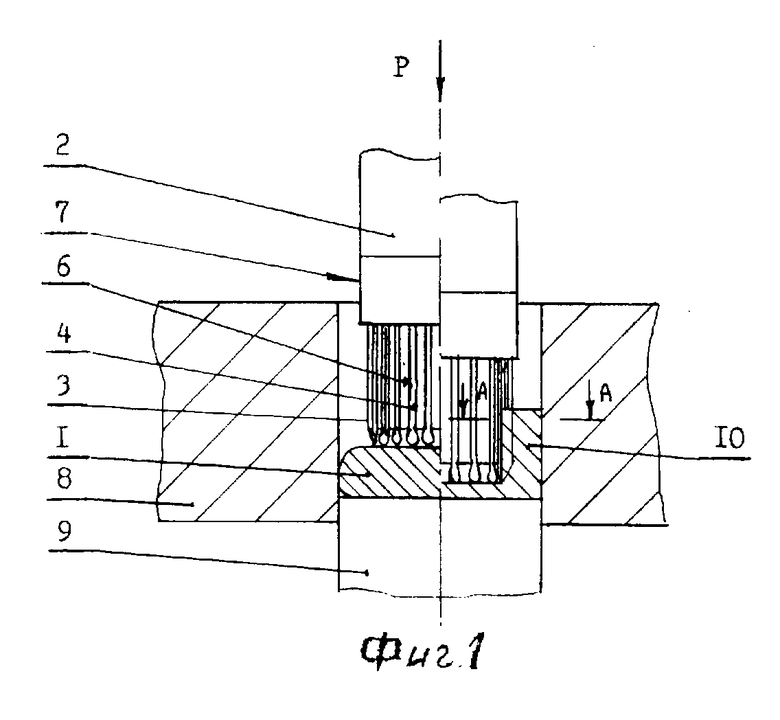
Способ изготовления промежуточной заготовки для коллектора электродвигателя, включающий получение цилиндрической заготовки, ее калибровку, выдавливание из откалиброванной заготовки стакана с формированием опорных выступов ламелей, выполненных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, удаление дна стакана и обточку торцов, отличающийся тем, что стакан формируют продольным выдавливанием при внедрении пуансона в откалиброванную заготовку на неполную длину продольных пазов, поместив заготовку в цилиндрическую закрытую с одного конца матрицу, а затем, не снимая стакана с пуансона, тем же пуансоном протягивают через сквозную матрицу вытяжки с калибрующим круглым отверстием до образования полости глубиной, равной длине ламелей коллектора и их лепестков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления коллекторов электродвигателя | 1983 |
|
SU1172638A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Карл Шталь | |||
| Прогрессивная технология обработки давлением и холодной штамповки с применением кривошипно-коленных прессов | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

