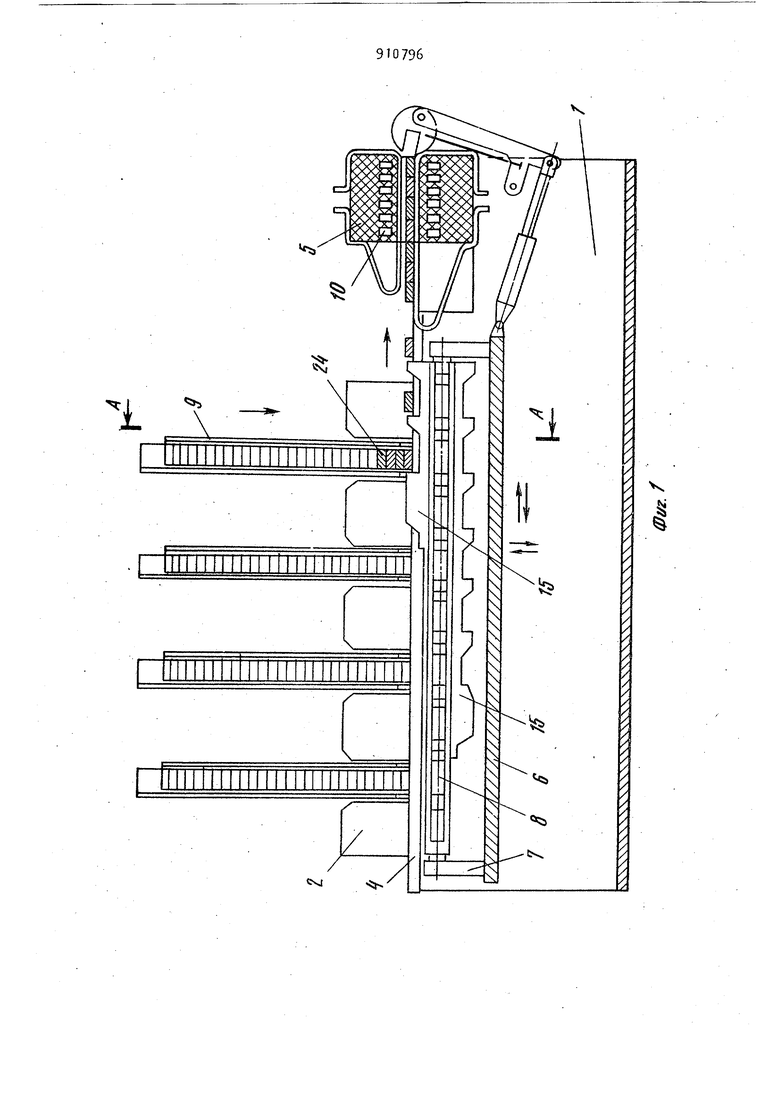
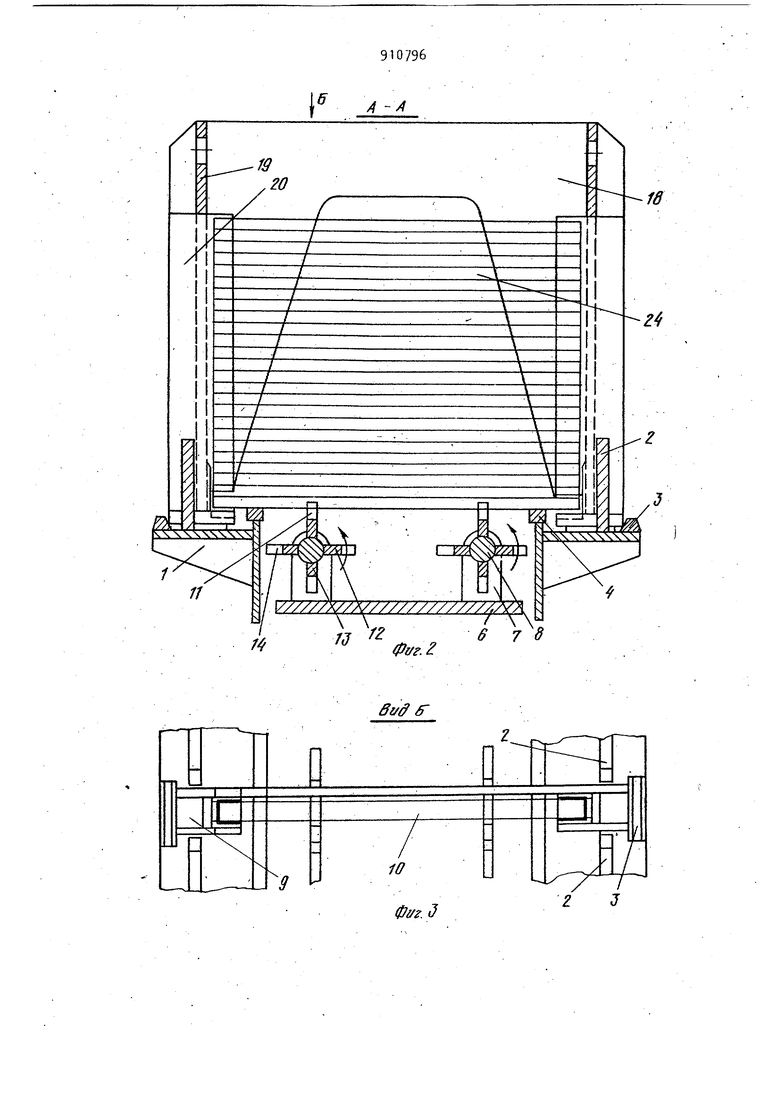
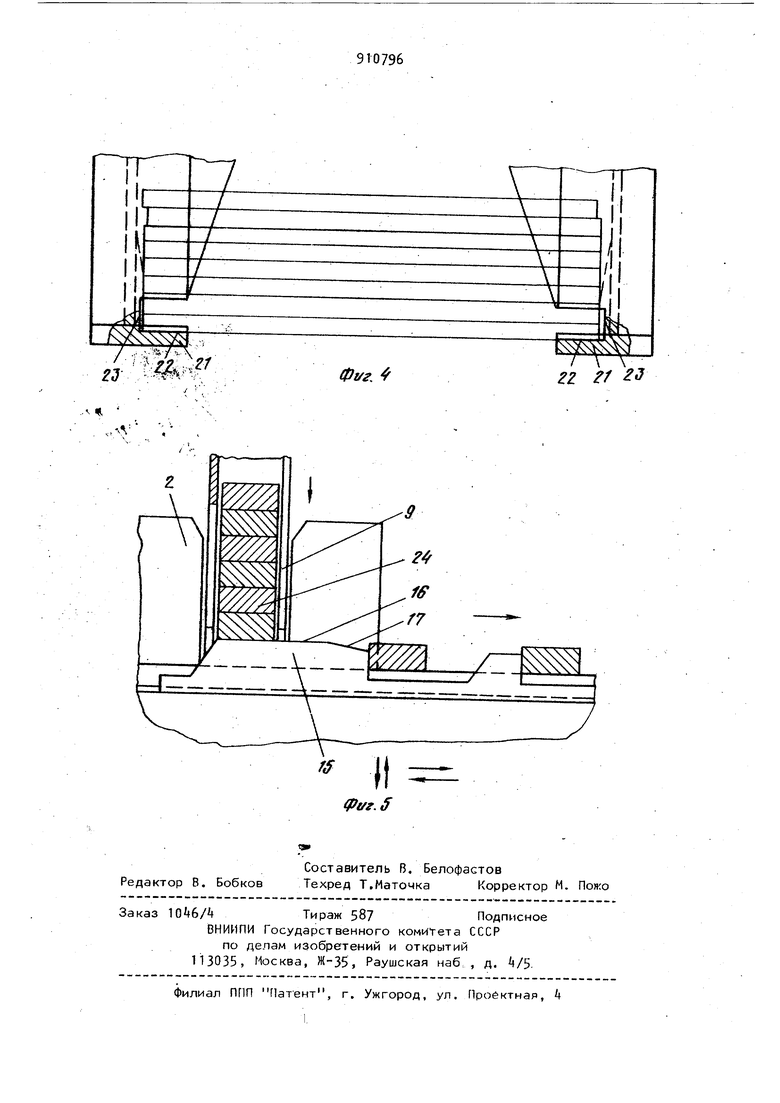
С54) УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА Изобретение относится к индукционному нагреву и может быть исполь зовано в кузнечном или термическом производствах машиностроения для нагрева заготовок под штамповку или термообработку. Известна установка для индукционного нагрева заготовок, содержащая смонтированный на раме индуктор, кривошипно-шатунный механизм с приводом, ползун, служащий толкателем и перепускателем заготовок, стационарный питатель кассетного типа, баз вую и направляющую втулки l Недостатком известной установки являются ограниченною технологические возможности, так как кривошипношатунный механизм не позволяет выпол нить большой ход подзуна-толкателя, т„е„ подавать длинномерные заготовки. Кроме того,установка ненадежна в работе, так как возможны перекосы и заклинивание заготовок (особенно длинных) в питателе , и наличие стаДЛИННОМЕРНЫХ ИЗДЕЛИЙ ционарного питателя требует постоянного его заполнения заготовками. Известна также установка содержащая корпус с фиксаторами, установленный на корпусе индуктор, подвижную платформу с закрепленным11 на ней толкателями и кассеты коробчатого сечения, установленные в фиксаторах корпуса , Однако устройство ненадежно в работе из-за возможных перекосов и заклинивания заготовок в кассете при опускании столба заготовок. Кроме того, известное устройство обладает низкой производи ельностьго, так как не позволяет нагревать одновременно две и более заготовки, а также не позволяет автоматизировать процесс нагрева иа-за необходимости частого останова для замены кассеты. Цель изобретения - повышение производительности и надежности работы установки, а также автоматизации процесса. Поставленная цель достигается тем, что в установке, содержащей кор пус с фиксаторами, установленный на корпусе индуктор, подвижную платформу с закрепленными на ней толкателями и кассеты коробчатого сечения установленные в фиксаторах корпуса, толкатели смонтировано с возможность поворота и выполнены в виде крестообразного набора реек различной длины с .подающими зубьями одинакового шага, при этом задний зуб каждой рейки выполнен выше остальных с длиной, равной величине шага зубьев и с заходным участком, длина которого равна половине ширины внутренней полости кассеты, а длина рейки кратна шагу о Кассеты установлены одна от другой на расстоянии, равном двум шагам между подающими зубьями., На фиг. 1 изображена предлагаемая установка, общий вид; нафиг. 2 разрез А-А на фиг,1; на фиг. 3 - вид Б на фиг.2,установка кассеты между фиксаторами; на фиг,, k - положение нижних заготовок в кассете при ее транспортировании; на фиг. 5 положение заднего зуба рейки относительн стопы заготовок в кассеты при подаче заготовок на полный шаг Установка для индукционного нагре ва длинномерных изделий содержит кор пус 1 с закрепленными на нем фиксаторами 2 и 3 и направляющими 4, индуктор 5, установленный на корпусе, подвижную платформу 6 с установленными на ней в подшипниках 7 двумя поворотными толкателями 8 и кассеты 9 коробчатого сечения, предназначенные для транспортирования изделий,их разгрузки и подачи в индуктор Индуктор 5 овального типа состоит из набора отдельных витков 10, залитых в жаростойкий бетон и соединенных электроконтактными перемычками. Пред назначен для нагрева изделий в попет речном магнитном поле. Подвижная платформа совершает возвратно-поступательное движение пр „...,.;. г,.,... .on,. M vA Mu rпомощи привода, например.механичес кого (на чертежах не показан), Каждый толкатель 8 выполнен в виде набора профилированных реек, например из четырех реек 11, 12, 13, . И {см. фиг. 2) различной длины с одинаковым шагом между зубьями. Длина каждой рейки кратна расстоянию 9 64 между кассетами, установленными на корпусе, равному, например, двум шагам (но не менее) между зубьями. Каждая рейка заканчивается удлиненным зубом 15 (см. фиго 1), длина которого равна шагу между зубьями. Задний удлиненный зуб 15 выше всех остальных зубьев и имеет рабочий профиль, состоящий из двух частей (горизонтальной части 16 и заходной масти 17).Кассета 9 имеет одну основную несущую стенку 18, которая является связующей для всех остальных элементов В основной стенке кассеты выполнена глубокая выборка-для удобства укладкиизделий При этом стенка может быть выполнена, например Р-образной формы. По торцам стенки прикреплены ребра жесткости 19 и ограничительные планки 20, В части кассеты в опорных лапах 21 выполнены углубления 22 для удержания при транспортировании заготовок, а в стенке 18 и ограничительных планках 20 - проемы 23 для извлечения заготовок и подачи их к индуктору. Установка для индукционного нагрева длинномерных изделий работает следующим образом. I Кассету 9 устанавливают так, что пакет заготовок 2, находящийся в ней, опирается на направляющие корпуса Ц (см. фиГо ), а сама кассета, опускаясь встает опорными лапами 21 между фиксаторами 2 и 3 на боковые опоры корпуса 1„ При этом проемы 23 кассеты располагаются против нижней заготовки (см. фиг, 2)„ Этим обеспечивается выборка и прохождение заготовки через пустые кассеты Кассеты устанавливают на корпус в количестве, соответствующем количеству реек в наборе толкателей 8, например, четыре кассеты с заготовками 2. Кассеты устанавливают оДна от другой на расстоянии, кратном шагу рейки, например, в два шага (см. фиг 1). Перед началом роботы оба толкателя 8 выставляют в начальное (исходное) положение (малые рейки 11 в верти-.; кальном, верхнем положении (см фиг. 2)). Платформа с толкателями 8 приводится Б движение, при этом рейка 11 на обоих толкателях 8 начинают выбирать нижнюю заготовку при помощи зубьев 15 из первой кассеты, ближайшей к индуктору, продвигая заготовоку по направляющим на шаг.
Для выборки заготовки из кассеты задний удлиненный зуб 15 выставляют перед заготовкой горизонтальной частью 16 на уровне сопрягаемой Плоскости двух нижних соседних заготовок (сМо фиг. 5)о Заходная часть 17 зуба 15 позволяет при этом проталкивать заготовку, выбирая все погрешности движения платформы в горизонтальной и вертикальной плоскостях и исключая распоры и заедания заготовок в кассете. При сдвиге не более чем на половину ширины заготовки верхняя сопрягаемая заготовка начинает опираться на горизонтальный участок зуба 15 а При совершении полного шага весь оставшийся пакет заготовок опирается на зубья 15., При движении платформы вниз пакет заготовок плавно, без рывков опускается на направляющие корпуса. Остальные зубья рейки последовательно перемещают заготовку к индуктору с тем же шагом, а передние зубья реек заталкивают заготовки по направляющим в индуктор одна в одну. После полной разгрузки первой кассеты толкатели 8 поворачивают на 90°, и в рабочем положении оказываются рейки 12, Разгрузку и подачу заготовок из второй (соседней кассеты) осуществляют таким же образом, как из первой, но при помощи более длинных реек 12, При этом заготовки , поступающие к индуктору по направляющим k, проходят проемы 23 пустой кассеты.
Аналогично разгружают третью, а затем четвертую кассеты. Соответственно в исходное положение ставят рейки 13 и 1.
Поворот обоих толкателей с набором реек, происходит синхронно в одну и ту же сторону, как показано круговыми стрелками на фиг. 2. На фиг.1 и 5 двойными стрелками показано направление движения плат фор мы, а одинарными стрелками - направление движения заготовок.
В предлагаемой установке конструкция кассет в сочетании с конструкцией толкателей позволяет в определенной последовательности подавать заготовки в индуктор в автоматическом режиме из нескольких кассет без их перемещения и снятия. Время замены кассет перекрывается машинным временем, Этхз позволяет повысить г роизводительность установки примерно на 20-25% и надежность ее работы.
Формула изобретения
1.Установка для индукционного нагрева длинномерных изделий,содержащая корпус с фиксаторами, установленный на корпусе индуктор, подвижную платформу с закрепленными на ней толкателями и кассеты коробчатого сечения, установленные в фиксаторах корпуса, отличающаяся тем, что, с целью повышения производительности, надежности и автоматизации , процесса, толкатели смонтированы с возможностью поворота и выполнены в виде крестообразного набора реек различной длины с подающими зубьями одинакового шага, при этом задний зуб каждой рейки выполнен выше остальных с длиной, равной величине шага зубьев и с заходным участком, длина которого равна половине ширины внутренней полости кассеты, а длина рейки кратна шагу.
2.Установка по п.1, о т л и чающаяся тем, что кассеты установлены одна от другой на расстоянии, равном двум шагам между подающими зубьями.
Источники информации,ч
принятые во внимание при экспертизе . Авторское свидетельство СССР№ 597726, кл. С 21 D 1/12. 1978,
2. Авторское свидетельство СССР W 339586, кл, С 21 I) 1/12, 197.
Х

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В НАГРЕВАТЕЛЬНУЮ ПЕЧЬ | 1970 |
|
SU262928A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Установка для индукционного нагрева изделий | 1976 |
|
SU659634A1 |
| Установка для термообработки длинномерных изделий | 1989 |
|
SU1696509A1 |
| Установка для методического индукционного нагрева концов заготовок | 1979 |
|
SU910801A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Индукционная установка для нагрева порошковых заготовок | 1982 |
|
SU1091999A1 |
вг/ff б
