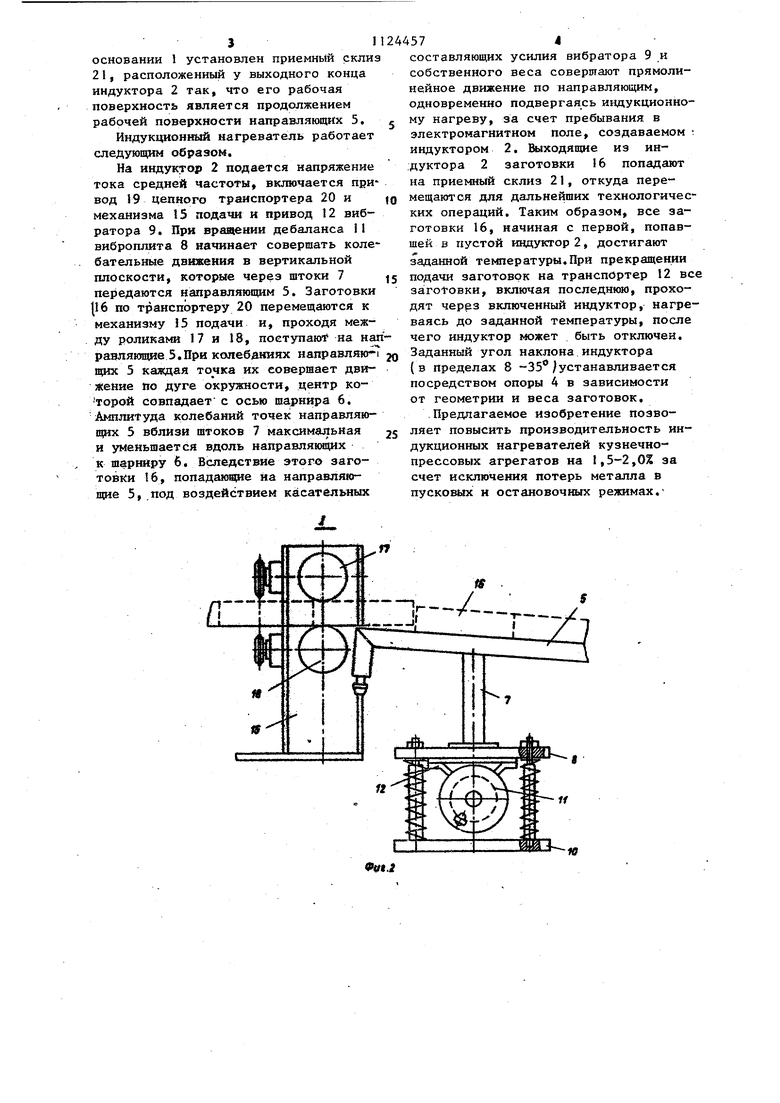
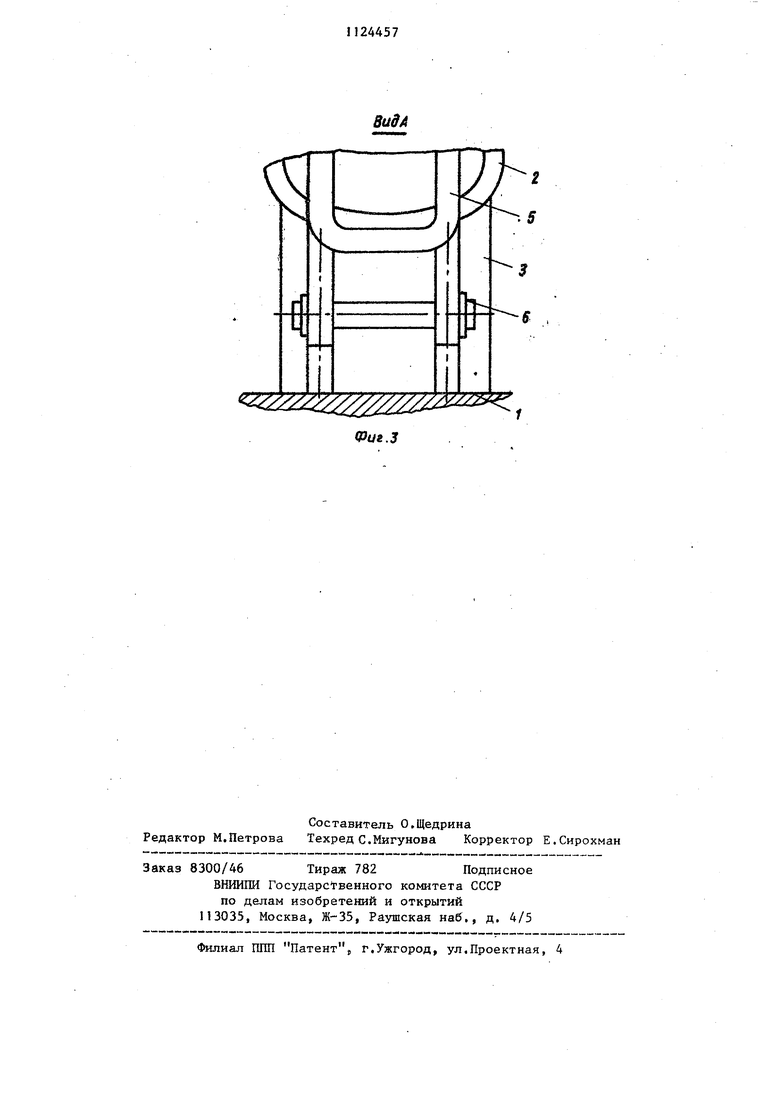
Изобретение относится к области индукционного нагрева и может быть использовано при нагреве мерных заго товок под пластическую деформацию, например под штаг-товку на кривошипнь Х горячештамповочкых прессах. Известны .индукционные нагреватель ные установки с шаговым перемещением заготовок внутри индуктора, содержащие горизонтально расположенный сек ционированный индуктор, снабженный тремя напрявляющими5 и механизм пере мещения заготовок, при этом две край ние направляющие закреплены неподвижно относительно индуктора, а средняя - имеет возможность возвратно-поступательного перемещения в вертикальной и горизонтальной плос костях. Средняя направляющая приводится в движение электродвигателем посредством червячного редуктора и кулачкового диска с частотой шага, равной темпу вьщачи заготовок, и кон структивно выполнена так, что заготов ка на ней удерживается. При своем движении средняя направляющая поднимает заготовки с неподвижных крайних направляющих., перемещает их вдоль горизонтальной оси индуктора и вновь опускает ка крайние направляющие. Поскольку заготовки перемещаются пос редстьом средней направляющего вверх, то зазор между верхней образующей индуктора и заготовками должен обеспечить свободу перемещения на величину не меньше, радиуса заготовки,, В результате .этого заготовки, лежащие на неподвижных направляющих, расположены на индукторе эксцентрично i. Недостатком известных установок является низкий КПД индуктора из-за наличия большого зазора между индуктирутощим проводом и заготовкой. Наиболее близким к предлагаемому является индукционный нагреватель для стальных деталей, содержащий основание, установленный на нем под углом наклона индуктор,снабженный на равляющей, и механизм подачи деталей 2 J, Однако выполнение индуктора с нак лоном не может создать направленное перемещение заготовок, обеспечивающее повышениепроизводительности нагревателя независимо от частоты остановов. Цель изобретения - 1говьш1ение прои водительностк нагрева еля. 1 72 Поставленная цель достигается тем, что в индукционном нагревателе для стальных деталей, содержащем оСнование, установленный на нем под углом наклона индуктор, снабженный направляющей, и механизм подачи деталей, направляющая, выполненная из стали, у выходного конца шарнионо связана с основанием, а у входного конца жестко связана со штоком механическо-, го вибратора, величина хода h (мм/ которого рассчитана по формуле v i - «-H. - суммарная жесткость пружин механиче::кого вибратора, КГС/MMJ D - внутренний диаметр витка индуктора, м; слгммарная толщина футеровки индуктора и направляющей, MV К - коэффициент, определяемый конструкцией направляющих (k 2,), . ot - угол наклона индуктора, град, где угол наклона выбран меньщим 0,l5k На фиг,i изображен нагреватель. общий вид-, .на фиг.2 - узел I на фиг.1; на фиг.З - вид А на фиг.). Индукционный нагреватель состоит из основания 1, на котором установлен под углом йС индуктор 2. Выход ной конец индуктора 2 размещен на стационарной опоре 3, а входной конец закреплен на регулируемой по высоте опоре 4. Индуктор 2 снабжен трубчатыми водоохлаждаемыми направляющими 5 нижний конец которых связан с основанием I Шарниром 6. Верхний конец направляющих 5 жестко связан со штоками 7, закрепленными на виброплите 8 механического дебалансного вибратора 9, содержащего опорную плиту 10 дебаланс 11 с регулируемой степенью дисбаланса и привод 12. Перед индуктором 2 на регулируемых по высоте опорах 13 установлена площадка 14, на которой размещен механизм 15 подачи заготовок 16, содержащий приводные ролики 17 и 18, смонтированные так, что их оси перпендикулярны оси индуктора 2, и верхний ролик 17 подпружинен (не показаноJ. На площадке 14 установлен привод 19 цепного транспортера 20, смонтированного на уровне направляющих 5. На основании 1 установлен приемный скли 21, расположенный у выходного конца индуктора 2 так, что его рабочая поверхность является продолжением рабочей поверхности направляющих 5. Индукционный нагреватель работает следующим образом. На индуктор 2 подается напряжение тока средней частоты, включается при вод 19 цепного транспортера 20 и механизма 15 подачи и привод 12 вибратора 9. При враз| нии дебаланса II виброплита 8 начинает совершать коле бательные движения в вертикальной плоскости, которые через штоки 7 передаются направляющим 5. Заготовки |16 по транспортеру 20 перемещаются к механизму 15 подачи и, проходя между роликами 17 и 18, пocтyпaюt на на равляющие 5. При копебдкиях направляю щих 5 каждая точка их совершает движение по дуге окружности, центр которой совпадает с осью ша.рнира 6. Aмплиtyдa колебаний точек направляющих 5 вблизи штоков 7 максимальная и уменьшается вдоль направляющих к шарниру 6, Вследствие этого заготовки 16, попадающие йа направляюnpie 5, .под воздействием касательных составляющих усилия вибратора 9 и собственного веса соверотают прямолинейное движение по направляющим, одновременно подвергаясь И1щукционному нагреву, за счет пребывания в электромагнитном поле, создаваемом индуктором 2, & 1ходящне из индуктора 2 заготовки 16 попадают на приемный склиз 21, откуда перемещаются для дальнейших технологических операций. Таким образом, все заготовки 16, начиная с первой, попавшей в пустой индуктор 2, достигают заданной температуры.При прекращении подачи заготовок на транспортер 12 все sa rotOBKH, включая последнюю, проходят черрз включенный индуктор, нагреваясь до заданной температуры, после чего индуктор может быть отключен. Заданный угол наклона индуктора (в пределах 8 -35 устанавливается посредством опоры 4 в зависимости от геометрии и веса заготовок. Предлагаемое изобретение позволяет повысить производительность индукционных нагревателей кузнечнопрессовых агрегатов на 1,5-2,0% за счет исключения потерь металла в пусковых и остановочных режимах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка | 1981 |
|
SU969754A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Установка для индукционного нагрева заготовок | 1981 |
|
SU982209A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Манипулятор | 1982 |
|
SU1007967A1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для подачи заготовок к горячештамповочному прессу | 1982 |
|
SU1071341A1 |
ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ДЛЯ СТАЛЬНЫХ ДЕТАЛЕЙ, содержащий основание, установленный на нем под углом наклона индуктор, снабженный направляющей, и механизм подачи деталей, отлич ающийся тем, что, с целью повышения производительности нагревателя, направляющая,.А.А. 13. //4//////////// .....J.J.. I 9 tf выполненная из стали, у выходного конца шарнирно связана с основанием, а у входного конца жестко связана со штоком механического вибратора, величина хода ft {мм ) которого рассчитана по формуле .§112Д1,-2сЛ)2
Л
л .f...,, л
Фи.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шамов Н.А | |||
| и др | |||
| Проектирование и эксплуатация высокочастотных установок | |||
| Л,, Машиностроение, 1974, с.88-96, рис.57, 59 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА концов | 0 |
|
SU202372A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
