Обрезка выпрессовок резиновых пробок АБ до настоящего времени производилась при помощи цилиндрических ножей на обычных вырубных прессах или вырубных механизмах ударного действия при помощи цилиндрического ножа, закрепленного на оси станка типа настольно-сверлильного, а также ручным способом при помощи ножниц; все эти способы трудоемки и малопроизводительны.
Предлагаемая машина значительно механизирует процесс обрезки пробок, повышает производительность труда, так как одновременно обрезает все пробки одной отпрессовки, снятой с многоместной пресс-формы (в данном случае 109 пробок), тогда как существующие механизмы и приспособления позволяют одновременно обрезать только по одной пробке. Качество и чистота обрезки на предлагаемой машине значительно выше, так как при этом все обрезаемые пробки строго центрируются по цилиндрическим ножам и обрезка производится не ударом или вращением ножа, как в существующих механизмах, а обкаткой роликами по лезвиям цилиндрических ножей, при этом взаиморасположение роликов и ножей строго соответствует расположению гнезд для пробок в вулканизационной пресс-форме.
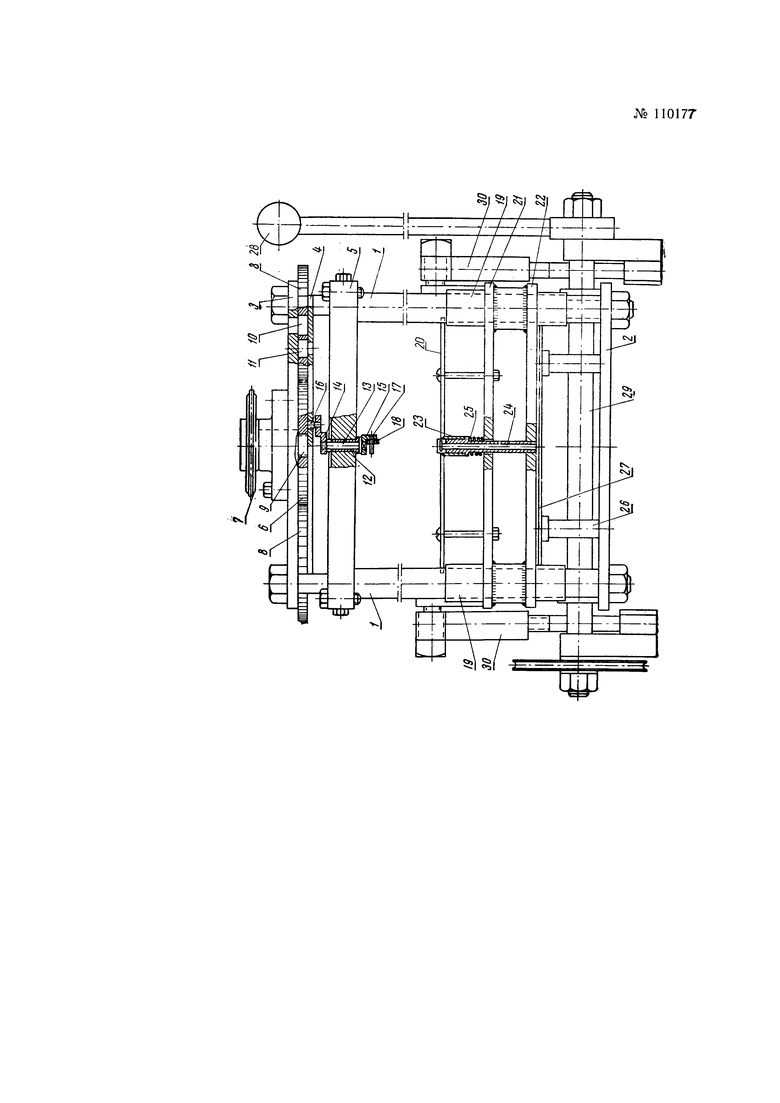
На чертеже схематически изображена предлагаемая машина (вид спереди).
Предлагаемая машина выполнена в виде пресса, имеющего четыре колонны 1 и три траверсы, из которых нижняя траверса 2 служит основанием пресса. Верхняя траверса состоит из трех плит 3, 4 и 5, в которых смонтирован шестеренно-кривошипный механизм, выполненный в виде трех шестерен, из которых средняя шестерня 6 является ведущей, связанной со звездочкой 7, вращающейся от электропривода, и двух боковых шестерен 8, находящихся в зацеплении с ведущей шестерней 6, вращаемой на оси 9. Шестерни 8 вращаются на оси 10, закрепленные к плите 3. В каждой шестерне 8 эксцентрично закреплен валик 11, одним концом входящий в отверстие плиты 4, благодаря чему плита 4 вращается при вращении шестерен. В плите 5 запрессованы втулки 12, в которых свободно вращаются валики 13, имеющие в верхней части неподвижно укрепленные рычаги 14, а в нижней части также неподвижно закрепленные рычаги 15. К рычагу 14 неподвижно прикреплена ось 16, одним концом входящая в отверстие плиты 4. К рычагу 15 прикреплена ось 17, на которой свободно вращается ролик 18. На чертеже детали 12, 13, 14, 15, 16, 17 и 18 условно показаны по одной штуке, в предлагаемой машине их устанавливается по 109 штук.
На каждой из четырех колонн 1 свободно насажены втулки 19, к которым неподвижно прикреплена средняя траверса, выполненная в виде трех плит 20, 21 и 22. В плитах 20, 21 и 22 смонтированы ножи 23, имеющие внутри свободно перемещающиеся выталкиватели 24. Ножи 23 подпружинены пружиной 25. На нижней траверсе 2 на стойках 26 неподвижно закреплена плита 27. На чертеже детали 23, 24 и 25 условно показаны по одной штуке, в предлагаемой машине их устанавливается по 109 штук. В машине смонтирована рукоятка 28, неподвижно закрепленная на валу 29 и воздействующая на передвижение средней траверсы по колоннам пресса через кривошипный механизм 30.
Работа машины при обрезке выпрессовок пробок АБ. При вращении звездочки 7 через шестерни 6 и 8 происходит вращение плиты 4, которая приводит во вращение все 109 валиков 13 с роликами 18. На плиту 20 рабочий набрасывает полную отпрессовку резиновых пробок АБ, связанных между собой тонкой резиновой пленкой, которая остается после вулканизации, причем количество необрезанных пробок соответствует количеству роликов 18, а следовательно, и ножей 23, которые смонтированы в машине. В предлагаемой машине это количество деталей по 109 каждой. Каждая резиновая пробка располагается строго над ножом 23. Валики 13 и ножи 23 смонтированы соосно. Нажатием рукоятки 28 вниз достигается перемещение вверх средней траверсы вместе с ножами 23 и помещенными на них резиновыми пробками, при этом вращающиеся ролики 18 при взаимодействии с ножами 23 производят обрезку выпрессовок пробок. При поднятии рукоятки 28 вверх происходит опускание средней траверсы до тех пор, пока выталкиватели 24 не упрутся в плиту 27 и не произведут выталкивание обрезанных пробок из гнезд ножей 23, после чего с плиты 20 удаляются готовые обрезанные пробки и отходы (выпрессовка) и процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки облоя с формовых резиновых изделий | 1979 |
|
SU859187A1 |
| Устройство для обрезки выпрессовок резиновых изделий | 1960 |
|
SU135214A1 |
| Устройство для обрезки выпрессовок с резиновых деталей | 1984 |
|
SU1184693A1 |
| ПРЕСС ДЛЯ СКЛЕЙКИ КИНОПЛЕНКИjfC-:' ;1! .. ^ : -* л , • Т-.'.л .TV а-дMiH >&•:-:-: --J V .;Цw--,-j L:,^.,::.;. , i nfl | 1972 |
|
SU418826A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| Станок для обрезки выпрессовок по носку борта покрышек пневматических шин | 1977 |
|
SU679417A1 |
| Устройство к линовально-тетрадному агрегату для обрезки и поперечной разрезки четырехтетрадных лагенов | 1960 |
|
SU147593A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| Горизонтальный пресс-автомат для холодного выдавливания | 1989 |
|
SU1669629A1 |
| Машина для обрезки книг | 1934 |
|
SU42536A1 |
1. Машина для обрезки выпрессовок резиновых пробок АБ, выполненная в виде четырехколонного пресса с применением цилиндрических ножей, отличающаяся тем, что, с целью механизации процесса и обеспечения одновременной обрезки всех пробок одной отпрессован многоместной пресс-формы, на верхней траверсе пресса смонтированы, связанные с кривошипно-шатунным механизмом, вращающиеся ролики, производящие обрезку кромок уложенной на лезвия цилиндрических ножей отпрессовки.
2. Машина по п. 1, отличающаяся тем, что, с целью обеспечения чистоты обрезки, взаимное расположение обкатывающих роликов и ножей строго соответствует расположению гнезд для пробок в вулканизационной пресс-форме.
