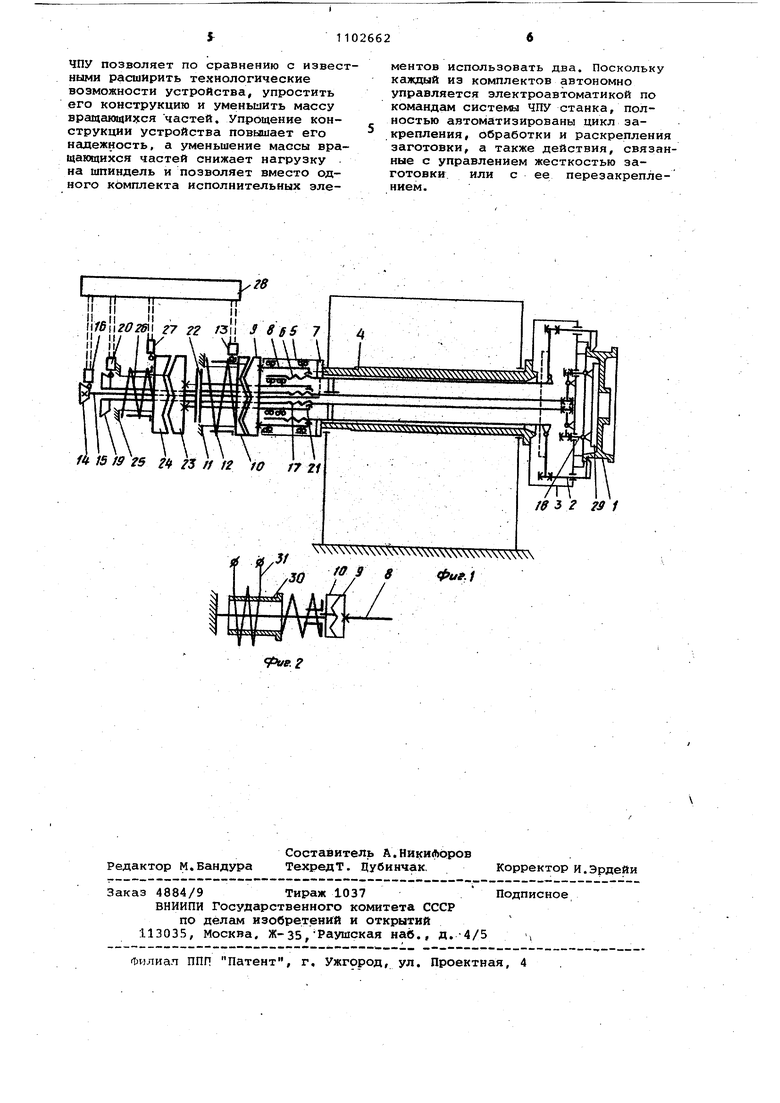
Изобретение относится к обработ ке материалов резанием, а именно к устройствам для закрепления дета лей на металлорежущих станках, в том числе, и на станках с ЧПУ. Известно электромеханическое за жимное устройство, содержащее исполнительные эле)ченты, привод и винтовую пару 1. Недостатки указанного устройства - сложность констру/спии, а также значительная масса вращающихся вместе с рабочим элементом - шпинделем частей устройства. Наиболее близким к изобретению является электромеханическое зажимн устройство.содержащее исполнительцы элементы и кинематические элементы jHx перемещения, выполненные в виде подвижной в осевом направлении тяги, соединенной с винтовой парой, и муфты предельного момента, одна полумуфта которой жестко связана с ведущим звеном винтовой пары, а другая полумуфта выполнена подпружи ненной с возможностью осевого перем ктения, jipH4eM пружина полумуфты уст новлена с возможностью взаимодействия с опорой муфты предельного момента L2U. Однако известное устройство характеризуется сложностью конструкции и невозможностью закрепления де талей невысокой жесткости. . Целью изобретения является повышение технологических возможностей путем обеспечения закрепления деталей пониженной жесткости и упрощени конструкции. Указанная цель достигается тем, что электромеханическое зажимное ус ройЛво, содержащее исполнительные элементы и кинематические звенья их перемещения, выполненные в виде под вижной в осевом направлении тяги, с единенной с винтовойпарой ,и муфты предельного момента, одна полумуфта Которой жестко связана с ведущим зве ном винтовой пары, а другая полумуф та выполнена подпружиненной с возмбжностью осевого перемещения, причем пружина полумуфты установлена с возможностью взаимодействия с опорой муфты предельного момента, снабжено дополнительными исполнител1эными элементами и кинематическими звен ями их перемещения, причем ведущее звено дополнительной винтовой пары связано с дополнительной полумуфтой предельного момента посредством введенной в устройство электромагнитной муфты, а опоры пружин муфт предель ного момента выполне ны в виде сердечников введенных в уст ойство электромагнитов. Такое выполнение устройства обес- печивает возможность закрепления деталей от рабочего элемента привода шпинделя станка, что уменьшает массу вращающихся частей и снижает нагрузку на шпиндель и, следовательно, его неуравновешенность. Введение в устройство дополнительных исполнительных элементов обеспечивает расширение технологических возможностей устройства, так как позволяет производить перёзакрепление деталей, а также повышать жесткость их закрепления. Выполнение опоры пружин муфты предельного момента в виде сердечника электромагнита позволяет расширить технологические возможности за счет регулирования усилия на исполнительдых элементах. Это усилие зависит от передаваемого муфтой предельного момента, который, в свою очередь, регулируется степенью сжатия пружин. Изменение сжатия пружин с помощью электромагнита обеспечивает возможность управления усилием на исполнительных элементах по программе в зависимости от стадии обработки, жестг кости обрабатываемых участков заготовки, режимов обработки и других параметров технологического процесса. На фиг.1 изображена кинематическая схема устройства; на фиг.2 схема выполнения опоры пружин муфты предельного момента. Деталь 1 закреплена с помощью исполнительных элементов 2, установленных в корпусе 3 устройства. Корпус 3 закреплен на переднем конце рабочего элемента привода-шпинделе. 4.. К заднему концу шпинделя 4 неподвижно присоединен КОРПУС 5, в котором расположена винтовая пара. Ведомое звено б винтовой пары закреплено от вращения относительно шпинделя. например, шпонкой 7 и связано с исполнительными элементами 2. На ведущем звене 8 винтовой пары жестко закреплена полумуфта 9 муфты предельного момента. Вторая полумуфта 10 установлена на неподвижной опоре 11 с возможностью осевого перемещения, закреплена от поворота и поджата к полумуЛте 9 пружиной или комплексом пружин 12. С полумуфтой 10 контактирует выключатель 13. С упором 14, связаннЬ1м тягой 15 с ведомым звеном 6 винтовой пары, контактирует выключатель 16. Внутри основной винтовой пары установлена дополнительная винтовая пара. Ведомое звено 17 этой пары одним концом связано с дополнительными исполнительными элементами 18, а на втором конце звена 17 установлен упор 19,. контактирующий с выключателем 20. Ведущее звено 21 дополнительной винтовой пары связано электромагнитной муфтой 22 с полумуЛтой 23 дополнительной муфты предельного момента. Вторая полумуфта 24 установлена на неподвижной опоре 25 с возможностью осевого перемещения, закреплена от поворота и поджата пружиной 26. С полумуЛтой. 24 контактирует выключатель 27. Электрические контакты выключателей 13, 16, 20 и 27 включены в цепь системы 28 управления работой станка. На исполнитель ных элементах 18 закреплена полнодимая олора 2У (или, например/прихваты для перезакрепления заготовки). Опора 30 (фиг.2) пружин 12 выполнена в виде сердечника электромагнита 31. Электромеханическое зажимное устройство работает следугацим образом. Деталь 1 устанавливают на базовые поверхности устройства и подводят к ней поддерживающий механизм, предотвращающий выпадение детали 1 из устройства во время ее закрепления на чертеже не показан ). Этот механизм может быть выполнен, например , в виде свободно вращающегося вокруг оси схвата манипулятора или в виде автооператора, подобного используемым на автоматических линиях Затем по команде системы ЧПУ станка вkлючaeтcя враццение шпинделя 4. Одновременно подается команда на включение регулируемого источника то ка электромагнита 31. При этом на опору 30 известном образом передает ся соо,тветствующее этой команде уси лие. Опора 30 через пружины 12 поджимает закрепленную от поворота на ..опоре 11 полумуфту 10 к подумуфте 9 лишая ее и жестко связанное с ней ве дущее звено 8 винтовой пары возможности вращаться вместе со шпинделем 4. Вращающееся вместе со шпинделем 4 ведомое звено 6 приобретает линейное перемещение. Вместе со звеном 6 перемещаются, элементы 2.Их движени продолжается до тех пор, пока усилие зажима не будет уравновешено сопротивлением закрепляемой детали i В этот момент в винтовой паре возникает натяг, в результате чего звено 8 и полумуфта Ha4HHajOT вращаться вместе со шпинделем 4. Полумуфта 9 скосами своих зубьев сообщает полумуФте 10 осевое перемещение. Полумуфта 1-0 воздействует на выключатель 13. При срабатывании. выключателя ,1 система 28 управления работой станка выдает команду на отвод поддерживаемого механизма и на выполнение обработки по программе. Одновременно реверсируется электромагнит 31, обеспечивая размыкание полумуФт 9 и 10, после чего привод опоры 30 от ключается. Действия, выполняемые дополнитель ным контуром зажимного устройства, могут быть совмещены с действиями других частей станка, выполняемыми по программе перед началом обработки (поиск инстоумента, установка его в оабочую позицию, подвод к заготовке . Для осуществления-действий, выполняет х дополнительным контуром, например для подведения опоры 29, управляющей жесткостью заготовки, подается питание на электромагнитную муфту 22. При этом замкнется кинематическая цепь, связывающая звено 21 дополнительной винтовой пары и закрепленную от поворота относительно неподвижных узлов станка полумуфту 24. Вращение шпинделя 4 вызывает осевое перемещение ведомого звена 17 и связанных с ним дополнительных исполнительных элементов 18. Элементы 18 подводят опору 29 к детали 1 и поджимают ее с заданным усилием, величина которого определяется предельным моментом муФты, передаваемым без проскальзывания полумуфт 23 и 24. При достижении этого момента скосы зубьев полумуфты 23 смещают полумулту 24, преодолевая сопротивление пружины 26. Срабатывает выключатель 27, разрывая цепь питания муфты 22. Ведущее звено 21 винтовой пары и полумуфта 23 разобщаются. Затянутая винтовая пара начинает свободно вращаться вместе со шпинделем 4. Для отвода опоры 29 шпиндель начинает вращаться в противоположном начальному направлении и снова подается питание на муФту 22. Момент, передаваемый пoлy лyфтaми 23 и 2.4 при ослаблении винтовой пары, больше предельного момента затяжки (например, за счет различных углов скоса -зубьев полумуфт при затяжке и ослаб-, лении винтовой пары). Об окончании отвода сигнализирует срабатывание выключателя 20, взаимодействукнцего с ведомым звеном 17 винтовой пары. При его срабатывании отключается питание Муфты 22. Для раскрепления заготовки к ней подводят Поддерживающий механизм и включают привод опоры 30, поджимающей с помощью пружин 12 полумуфту 10 к полумуфте 9. Вращение попумуфты 9 и жестко связанного с ней ведущего звена 8 основной винтовой пары прекращается. Вращающееся вместе сзо шпинделем 4 ведомое звено 6 начинает перемещаться в противоположном первоначёшьному направлении и освобождает заготовку, .отводя прихваты или кулачки, закрепленные на исполнительных элементах 2, от заготовки. После этого заготовка вынимается из зажимного устройства. Применение электромеханического зажимного устройства на станках с
ЧПУ позволяет по сравнению с известными расширить технологические возможности устройства, упростить его конструкцию и уменьшить массу вращающихся частей, упрощение конструкции устройства повышает его надежность, а уменьшение массы вращающихся частей снижает нагрузку на шпиндель и позволяет вместо одного комплекта исполнительных элементов использовать два. поскольку каждый из комплектов автономно управляется электроавтоматикой по командам системы ЧПУ станка, полностью автоматизированы цикл закрепления, обработки и раскрепления заготовки, а также действия, связанные с управлением жесткостью заготовки или с ее перезакреплением.

| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Машина для сварки трением | 1987 |
|
SU1579688A1 |
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| Электромеханический привод зажимного устройства | 1983 |
|
SU1235664A1 |
| Привод аварийной защиты ядерного реактора | 1975 |
|
SU555740A1 |
| Кинематическая цепь зубообрабатывающего станка | 1989 |
|
SU1704966A1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| ППРСОЮЭЫЛЯ | 1973 |
|
SU361855A1 |
ЭЛЕКТРОМЕХАНИЧЕСКОЕ ЗАЖИМНОЕ УСТРОЙСТВО, содержащее исполнительные элементы и кинематические звенья их перемещения, выполненные в виде подвижной в осевом направлении тяги, соединенной с винтовой парой, и муфты предельного момента. одна полумуфта которой жестко связана с ведущим звеном винтовой пары, а другая полумуфта выполнена подпружиненной с возможностью осевого перемещения, причем пружина полумуфты установлена с возможностью взаимодействия с опорой муЛты предельного момента, отличающ е е с я тем, что, с целью расишрения технологических возможностей путем обеспечения закрепления деталей пониженной жесткости ,и упрощения конструкции, устройство снабжено дополнительными исполнительными элементами и кинематическими звеньями их перемещения, причем ведущее звено дополнительной винтовой пары связано с дополнительной полуСО муфтой предельного момента посредством введенной в устройство электромагнитной муфты, а опоры пружин муфт предельного момента выполнены в в)виде сердечников введенных в устройство электромагнитов. о 0 О О) 
гв
У
тт
II IIИII
( /311 3 8 gS 7
:ЗиЖ.
tg
«t /5 fff г$ /« /5 // f2 0 17 21
el Jf
I
1/H
/ 1
IC
тРГ
/ 3 f S 1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вейц В.Л., Фридман Л.И | |||
| Электромеханическйе зажимные устройства станков и станочных линий | |||
| Л., Машиностроение, 1973, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ансеров М.А | |||
| Приспособления для токарных и круглойшиАовальных стйнков | |||
| Лениздат, 1953, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
