Изобретение относится к обработке металлов давлением и может быть использовано в процессах плющения и волочения.
Известно устройство для волочения металлов с наложением ультразвуковых колебаний, содержащее магнитострикционный преобразователь, концентратор и волновод, в пучности сме щений которого закреплена вoлoкatlI.
Недостатками данного устройства являются большое усилие волочения, невозможность получения больших единичных обжатий.
Известно также устройство для волочения металла с наложением ультразвуковых колебаний, содержащее пре.образователь ультразвуковых колебаний и соединенный соосно с ним волновод резонансной длины, в котором перпендикулярно к его оси размещен разъемный рабочий инструмент, состоящий из двух половинок, причем нижняя половинка рабочего инструмента .подпружинена 23.
Недостатком данного устройства является: малая эффективность при деформации прочных металлов, так как при этом необходимо увеличивать статическое усилие поджатия нижней половинки разъемного инструмента, при этом акустическая система становится замкнутой, и эффективность деформирования значительно уменьшается.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для волочения металла с наложением ультразвуковых колебаний на инструмент, содержащее преобразователь ультразвуковых колебаний, соединенный с ним резонансной длины волновод, в котором перпендикулярно его оси размещена разъемная волока, состоящая из половин, соединенных упругим элементом в виде ленточной пружины З. Основными недостатками указанного устройства являются значительное усилие протягивания, что снижает производительность процесса, и невозможность деформации прочных металлов .
При обработке твердых металлов для повышения пластичности широко используют электроконтактный нагрев. Однако способ электроконтактного нагрева и устройства для его осуществления сложны в конструктивном отношении .
Цель изобретения - повышение производительности путем проведения процесса волочения с нагревом заготовки при упрощении конструкции. Поставленная цель достигается тем,что устройство для волочения металла с наложением ультразвуковых колебаний на .инструмент, содержащее
преобразователь ультразвуковых колебаний, соединенный с ним резонансной длины волновод, в котором перпендикулярно его оси размещена разъемная волока, состоящая из половин, соединенных упругим элементом в виде ленточной пружины, снабжено первичной обмоткой и сердечником, образующими с ленточной пружиной трансформатор.
На чертеже изображено предлагаемое устройство.
Устройство состоит из магнитострикционного преобразователя (не показан) соединенного соосно с ним резонансной длины волновода 1, к тоцу которого своей наружной поверхностью закреплен один конец ленточной пружины 2. Второй конец пружины прижат к первому. На соприкасающихс концах ленточной пружины с внутренней стороны жестко закреплены плашки 3 и 4 , представляющие собой половинки разъемного рабочего инструмента, между которыми расположен обрабатываемый металл 5. Ленточная пружина с жестко закрепленными на ее концах половинками инструмента служит вторичной обмоткой трансформатора б.
Устройство работает следукяцим образом. I
Деформируемый металл 5 помещают между половинками рабочего инструмента - плашками 3 и 4, для чего пружину 2 разжимают. Затем системе сообщают ультразвуковые колебания и подают питаннцее напряжение на трансформатор 6 и протягивают металл 5. При сообщении системе ультразвуковых колебаний конец пружины 2 с закрепленой на нем плашкой 4 получает импуль под действием которого происходит деформация металла 5, расположенного между плашками 3 и 4, и отход плашки 4 от верхней половинки разъемного инструмента. Затем под действием усилия пружины плашка 4 возвращается в исходное положение, и процесс повторяется. В ленточной пружине 2, являющейся одновитковой вторичной обмоткой трансформатора б, возникает- электродвижущая сила, и в цепи протекает ток. Так как поперечное сечение пружины во много раз превосходит сечение деформируемого металла, то через металл в зоне деформации протекает ток большей плотности. В результате разогрева пластичность обрабатываемого металла повышается, что приводит к снижению усилия де формации и позволяет увеличить единичные обжатия. Изменяя величину напряжения на первичной обмотке трансформатора можно в значительных пределах менять плотность тока в очагге деформации и тем саглым изменять в широких пределах пластические свойства деформируемого металла. Величину тока J , необходимую для нагрева участка металлав очаге деформации до заданной температуры рассчитываем из выражения . , 1„ iT,c(-t)t , и пI где tj, - время нагрева заготовки до заданной температуры ; m - масса участка меташла в очаге деформации; cUl - удельная теплоемкость мета ла при температуре разогре ва; RO - электросопротивление метал ла. Электросопротивление Нд можно : представить.в виде «o PoWf-- , где РО) - удельное электросопроти ление металла в очаге деформации при температ ре (t| Р - длина участка металла, . находящегося в очаге де формации ; 5{j - площадь поперечного се ния . Время нагрева i определяется, длиной очага деформации и скоростью протягивания V Таким образом имеем :po 5o Wi c. - плотность материала дефо мируемой проволоки. Площадь сечения ленточной пружи определяется из следующих условий:. через пружину протекает ток 3 ,опре деляемый условием (4), разогрев пр ны не должен сказываться на ее упр гих свойствах (необходимой жесткос ти) . Корректным решением является со хранение эквивалентности между теп лом, выделяющимся в пружине при пр хождении электрического тока и тепловым излучением пружины в окружающую среду. Для пружины круговог сечения 1 , (5) где - длина пружины; - d - диаметр пружины; t - продолжительность процесс деформации; «п - сопротивление пружины; Р(е) - удельная мощность иэлучения пружины при температур Формулу (5) преобразуем исходя из (1) и (2) (t|vt sp.,(tie 2 т.е. диаметр пружины определяется (t|Vtl 3 , S2piei5(t)e и площащь поперечного сечения пружины будет fS2cj,c( I j (tlPle) Определенная таким образом площадь поперечного сечения пружины будет удовлетворять указанным требованиям как по жесткости, так и по электрическим свойствам. Условие (6) справедливо для пружины любой формы сечения, так как в этом случае излучаемая энергия пропорциональная площади боковой поверхности пружины. Таким образом, для того, чтобы пружина удовлетворяла двум требованиям: являлась элементом акустической системы и витком трансЛорматора, необходимо, чтобы Г (t)Vt |2/3 JoWPCen J Длина ленточной пружины выбираете ся равной целому числу длин полуволн ультразвуковой волны в материале пружины. Пример . Производится плющение проволоки из стали У9 диаметром О,5 мм. Скорость деформации 0,4 м/с, амплитуда УЗК составляет 18 мкм. Материал ленточной пружины сталь 60С2, максимальная рабочая температура которого составляет 250°С. Температуру в очаге деформации поддерживают равной 1000°С. .Площадь сечения пружины по (71 составляет 63 мм. При этом задаются следующие параметры: р„ 0,1-10 Ом-м; с},7800 кг/м, Дж/кг град, ,l-lQ OM-M; ,3-10 е 0,001 м. Допустимая температура разогрева пружины составляет 200С. Исходя из условия (1} выбираем пружину с прямоугольным сечением 7 -10 мм. Длину ленточной пружины выбирают равной 740 мм, что составляет три длины ультразвуковой волны в пружине. Температура разогрева пружины в процессе эксплуатации не превышает 170°С, что не сказывается на ее жесткости в процессе длительной .эксплуатации. Изобретение позволяет уменьшить усилие деформации на 60%, улучшить качество поверхности на 1-2 класса по сравнению с деформацией без нагрева, а также увеличить единичные обжатия в 1,5-2,0 раза.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1981 |
|
SU1066692A2 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1983 |
|
SU1082511A2 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1981 |
|
SU969352A2 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1978 |
|
SU740329A1 |
| Устройство для получения ленты из проволоки с наложением ультразвуковых колебаний на инструмент | 1978 |
|
SU778852A1 |
| Устройство для волочения микропроволоки с наложением ультразвуковых колебаний | 1982 |
|
SU1065058A1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1977 |
|
SU719738A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| Способ волочения металла | 1978 |
|
SU818696A1 |
| Устройство для волочения проволоки с электроконтактным нагревом | 1983 |
|
SU1161211A1 |
УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛА С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ НА ИНСТРУМЕНТ, содержащее преобразователь ультразвуковых колебаний, соединенный с.ним резонансной длины волновод, в которсж перпендикулярно его оси размещена разъемная волока, состоящая из половин, соединенных упругим элементом в виде ленточной пружины, отличающееся тем, что, с целью повышения производительности путем проведения процесса волочения с нагревом заготовки при упрощении конструкции, устройство снабжено первичной обмоткой и сердечником, образующими с ленi очной пружиной трансформатор. &д Ю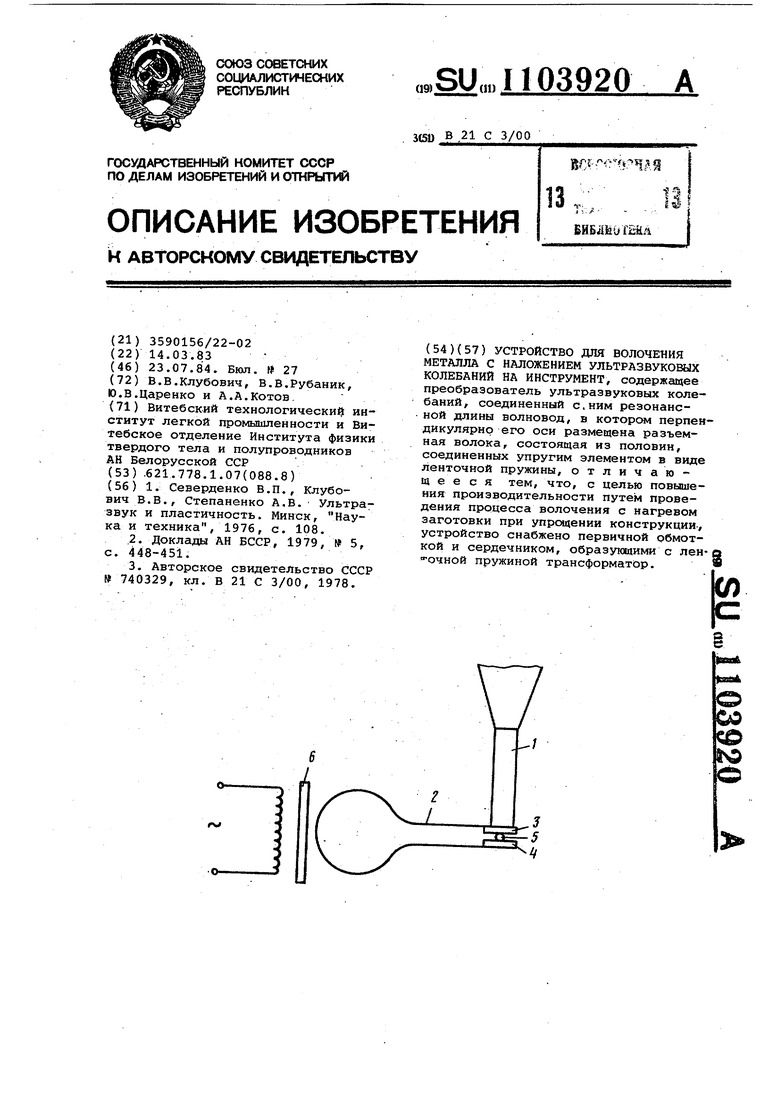
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Северденко В.п., Клубович В.В., Степаненко А.В | |||
| Ультразвук и пластичность | |||
| Минск, Наука и техника, 1976, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Корнерез для пней | 1921 |
|
SU448A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
