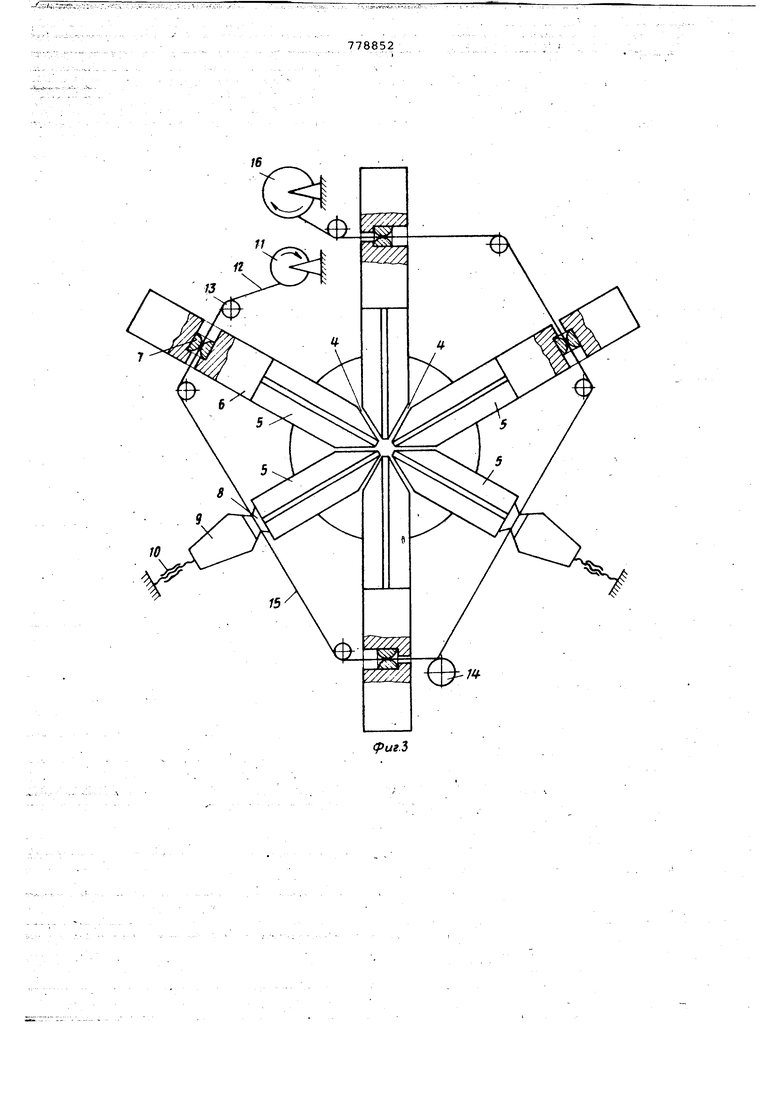
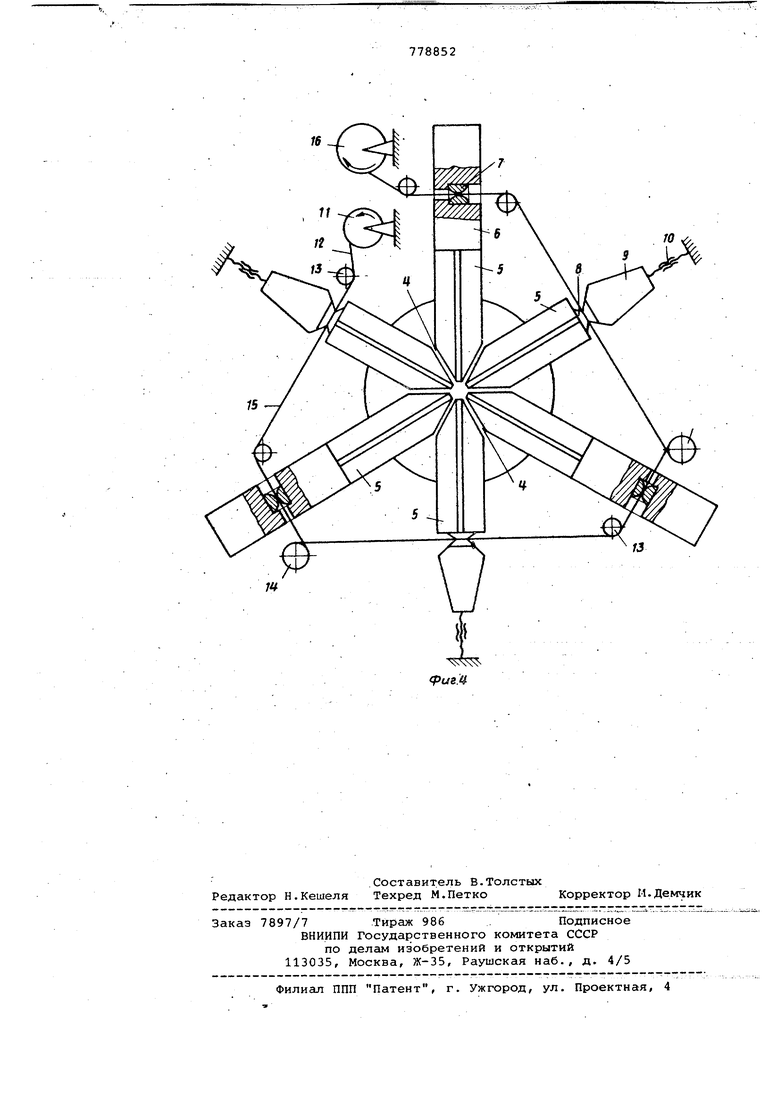
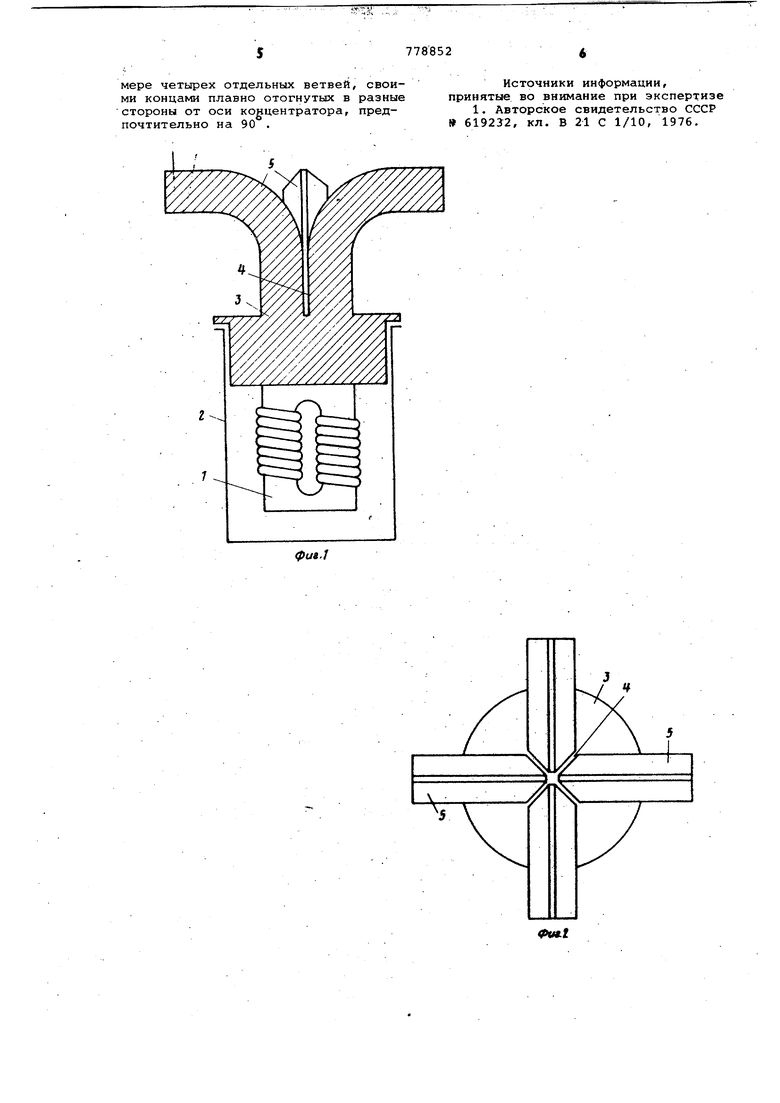
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения ленты из проволоки с применением ультразвуковых колебаний инструмента. Известно устройство для получения ленты из проволоки с нашожением ультразвуковых колебаний на инструмент, включающее преобразователь, соединенный с ним концентратор и волновод, в торце которого закреплена плашка, а вторая плашка, образующая очаг деформации, закреплена в торце отражателя, установленного соосно вол новоду, причем в теле волновода и отражателя, перпендикулярно их общей оси установлены волоки l . Недостатком известного устройства является небольшая амплитуда колебаний концентратора, а следовательно н высокие обжатия. Цель изобретения - увеличение обжатия и расширение технологических возможностей при сохранении точности геометрических размеров изделия. Поставленная цель достигается тем что концентратор устройства выполнен в ферме ступенчатого цилиндра, меньшая ступень которого выполнена в виде отдельных ветвей, своими концами )плавно отогнутых в разные стороны от оси концентратора, предпочтительно на 90°. На фиг. 1 изображено устройство, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 и 4 - варианты устройства (концентратор выполнен с шестью свободными торцами). Устройство содержит преобразователь 1, например магнитострикционный, помещенный в водоохлаждаемый корпус 2. К излучающей поверхности преобразователя присоединен концентратор 3, выполненный в виде ступенчатого цилиндра. Большая ступень цилиндра присоединена к преобразователю, а меньшая - по оси разобщена прорезями 4 на отдельные элементы 5, которые плавно изогнуты в разные стороны относительно оси концентратора на 90 . При других значения угла загиба усложняется конструкция устройства и ухудша отся условия его эксплуатации. .Длина концентратора 3, имеренная по его образующей, кратна Л/2, где Л длина ультразвуковой волны в материале концентратора. К свободным торцам концентратора 3, т.е. к торцам элементов , присоединены волноводы б, в которых расположен калибрующий инструмент 7, например разъемные волоки. Волноводы б имеют постоянное сечение и длину, кратную Л/2. Калибрую щий инструмент 7 установлен в волноводах в пучности напряжений ультразвуковой волны, что позволяет разупрочнять металл перед его деформацией, которая производится с помощью плющильного инструмента 8, состоящего, например, из двух плоских плашек Одна из nrfameK закреплена в свободно торце концентратора 3, а другая - в торце отражателя 9, устауовленного ,соосно элементам 5. За счет расположения плющильного инструмента в пучности смещений ультразвуковой волны, деформация металла осуществляется пр максимальных значениях амплитуды колебаний. Волноводы б и плющильный инструмент 8 зак реплены в концентраторе 3 с возможностью взаимозаменяемости. Это позволяет, в зависимости от свойств деформируемого металла, варьировать в технологическом цикле последовательностью и числом операций разупрочнения и деформации, оснащая устройство в большей степени кгшибрующим или плющильным инструментом. Отражатели 9 установлены в устройстве с возможностью перемещения, что позволяет с помощью средств 10 регулировать величину единичного обжатия при йлющении металла. Отражатели 9 имеют переменное сечение и длину, равную А/4, за счет чего ультразвуковые колебания не проходят в средства 10. Волноводы 6 и отражатели 9 изготовлены из металла, длина ультразвуковой волны в котором меньше чем в материале концентратора 3. Это позволяет сократить габаритные размеры устройства. Предлагаемое устройство, оснащено также подающим барабаном 11, на котором уложена пройолока 12, направляющими роликами 13, роликамикантователйми 14 с целью устранения петлеобразования и симметричного распределения остаточных напряжений в ленте 15, переворачивающими ее на ISO перед поступлением в очередной .плющильный инструмент, и тянущим барабаном 16. Подающий 11 и тянущий 16 барабаны установлены стационарно, а, направляющие ролики 13 и ролики-кантователи 14 - с возможностью перемещения в зависимости от применяемой схемы обработки проволоки и на расстоянии п-Л/4, где п - ряд чисел 1, 3, 5и т.д. , )Фтийа-ультраггвуковой волны в материале, от плйщильного инструмента 8. Работа устройства осуществляется следукэщим образом. Принцип работы устройства основан на использовании ультразвуковой энергии для пластического дефорМ11рования металлов. Переменное напряжение резонансной частоты, поступая с ультразвукового генератора (на чертеже не показан) на обмотку преобразователя 1, создает в нем магнитный поток. Под действием магнитных сил преобразователь совершает колебания, которые усиливаются концентратором 3 и передаются им волноводам б и плющильным инструментам 8. После возбуждения преобразователя 1 включается двигатель, приводящий в движение тянущий барабан 16, и проволока проходит через очаги деформации. Круглая проволока 12, например из тугоплавкого металла, с подающего барабана 11 роликом 13 направляется в волоку 7, в которой калибруется по диаметру и разупрочняется, поглощая ультразвуковую энергию. В pa3ynpd4HeHHOM состоянии проволока подается к плашкам 8. За счет ударного воздействия колеблющихся плашек происходит плющение проволоки 12 в ленту 15, которая затем калибруется и разупрочняется, роликом-кантователем 14 поворачивается на 180°, еще раз плющится, вновь разупрочняется и калибруется до готового размера, затем сматывается в бунт на тянущем барабане 16. По окончании плющения, проволоки в очаги деформации задается о.чередная заготовка и процесс повторяется. При изготовлении ленты из обычнйх металлов, т.е. не тугоплавких, первым очагом деформации может быть плющильный инструмент 8 (количество его в устройстве может равняться числу калибрующих инструментов или быть больше). В случае оснащения устройства только калибрующим инструментом (волоками) на нем можно осуществлять волочение проволоки из тугоплавких металлов. Формула изобретения Устройство для получения ленты из проволоки с наложением ультразвуковых колебаний на инструмент, включающее п зеобразователь, соединенный с ним концентратор и волновод, в торце которого закреплена плашка, а вторая плашка, образующая очаг деформации, закреплена в торце отражателя, установленного соосно волноводу, причемв теле волновода и отражателя перпендикулярно их общей оси установлены волоки, отличающееся тем, что, с целью увеличения обжатия и расширения технологических возможностей при сохранении точности геометрических размеров иэ.делия, концентратор выполнен в форме ступенчатого цилиндра, меньшая ступень которого выполнена в виде по меньшей
мере четырех отдельных ветвей, своими концами плавно отогнутых в разные стороны от оси концентратора, предпочтительно на 90 .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 6192J2, кл. В 21 С 1/10, 1976,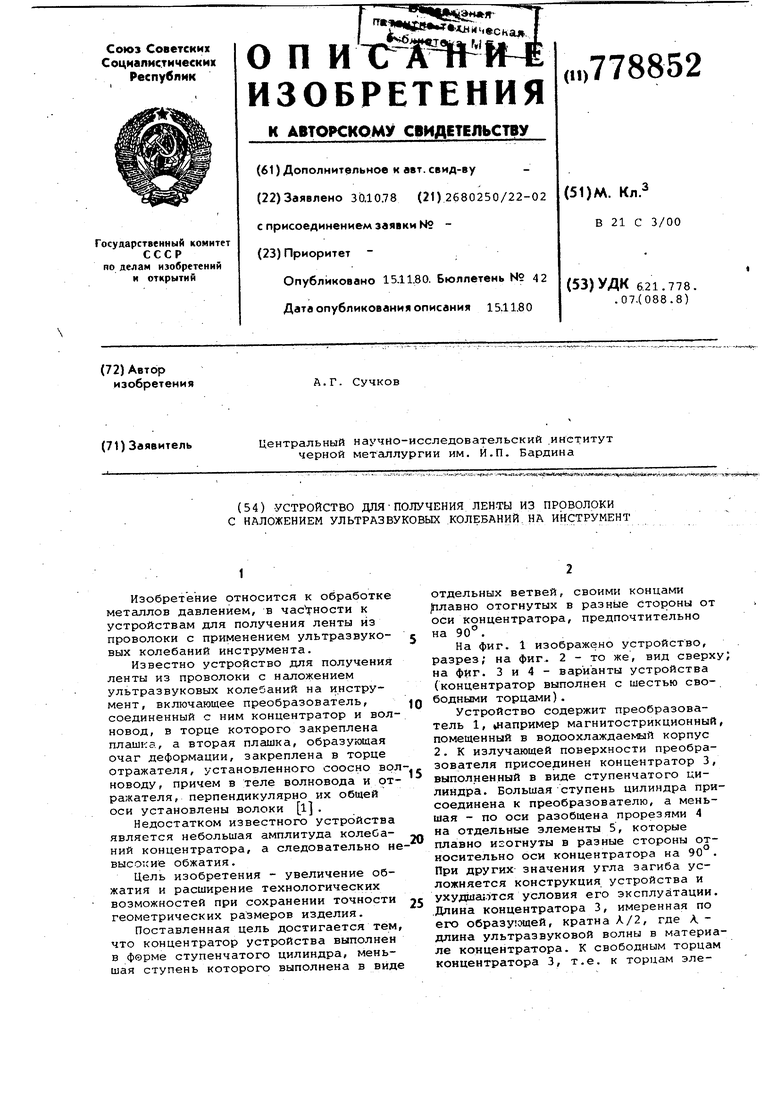

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для плющения проволоки с использованием ультразвуковой энергии | 1991 |
|
SU1780906A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1983 |
|
SU1103920A1 |
| Устройство для плющения ленты | 1985 |
|
SU1235600A1 |
| Способ и устройство для волочения квадратной проволоки в роликовой волоке из круглой заготовки | 2021 |
|
RU2761840C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Устройство для плющения магнитной проволоки | 1977 |
|
SU709227A1 |
| МЫЛЬНИЦА ВОЛОЧИЛЬНОГО СТАНА | 2006 |
|
RU2324558C1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1978 |
|
SU740329A1 |