11 Изобретение относится к волочильному производству, преимущественно для получения проволоки с применением электроконтактного нагрева, и может использоваться для волочения проволоки из различных металлов и сплавов. Цель изобретения - улучшение качества поверхностн проволоки за счет устранения микросхватывания поверхности проволоки с поверхностью волочильного канала волоки, На чертеже изображено предлагаемое устройство. Прокладка 1, выполненная из пьезоэлектри ческого материала, разделяет волоку на две ж электрически изолированные друг от друга части 2 и 3, к которым через контакты 4 и 5 подают напряжение от источника 6. В очаге деформации к прокладке 1 могут крепить ся вставки 7, выполненные из непроводящего материала с высокой прочностью, например алмаза. Пьезоэлектрическая прокладка 1 по тордам электрически изолирована от частей 2 и 3 волоки тонким слоем адгезива (на чертеже не обозначено). Питание пьезоэлектрической гфокладки 1 осуществляют от генератора эле трических колебаний (на чертеже не показан) В качестве адгезива используют полимерны клеи, аэробные и анаэробные герметики, кре нийорганические соединения, непроводящие неорганические полимеры и т.-д. В качестве материала электродов пьезоэлектрика используют серебро, нитрид титана, карбид титана и другие материалы. Резонансная частота прокладки 1 определяется из условий PI.SI где Ы - круговая частота ультразвуковых колебаний; В - полутолщина прокладки i; а 2 и а J+ а - толщина частей 2 и 3 волоки; f,i и р - плотности соответственно материала прокладки 1 и частей 2 и 3 волоки; С и С - соответствующие скорости звука; S и S - площади поперечных сечений соответственно прокладки 1 и частей 2 и 3 волоки. Круговая частота ультразвуковых колебаний LO связана с длиной волнь Д следуюuiMM соотноп1ением где С - скорость звука. Размеры частей 2 и 3 волоки определяются из условий (1) путем задания частоты колебаний и толщины прокладки 1, а также постоянных величин С., , С,, р i Устройство работает следующим образом. Электрический ток от источников 6 проходит на контакты 4 и 5, которые соединены с частями 2 и 3 волрки, разделенными между собой пьезоэлектрической прокладкой 1. Электрический ток при этом .может проходить только через очаг деформации. Ультразвуковые колебания возбуждаются в пьезоэлектрической прокладке 1 и затем передаются частям 2 и 3 волоки, которые зыпопнены резонансных размеров. Под дей;твием ультразвуковых колебаний устраняется налипание протягиваемых материалов на стенки волочильного канала, а также происходит разрущение мостиков микросхватывания поверхности проволоки с металлическими частями волоки, что приводит к уменьшению усилия волочения, обрывности в очаге деформацин и снижению шероховатости поверхности деформированной проволоки. Вставкн 7 предохраняют пьезокерамическую прокладку от износа при деформации прочных металлов таких, как углеродистые стали, вольфрам и т. п. Пример. Волочение проволоки нз особо чистого алюминия (А1 99,999) с исходного диаметра 0,78 мм с 8 - 20%. Скорость волочения 1,5 м/с. Пьезоэлектрическая прокладка выполнена из пьезокерамики ЦТС-23, ее толщина 1 мм. Частота возбуждения прокладки 200 кГц. Исходя из условия (1) опре. деляли резонансные размеры частей 2 и 3 волоки (фиг. 1), KOTOpbie были изготовлены из стали ШХ15 и термообработаны до твердости, 62-65 ед. HRC. Толщина частей 2 и 3 волоки составила 31 мм. Интенсивность ультразвуковых колебаний 2-3 Вт/см , температура разогрева проволоки в очаге деформации была задана 450°С. Температура прокладки не превышала 150°С. Усилие волочения 8,3 Г. Шероховатость поверхности соответствовала 9 классу (RO, 0,25- 0.20 мкм). Обрывов проволоки практически не наблюдалось. Изобретение позволяет повысить шероховатость поверхности деформированной проволоки с 7 до 9 класса (с Яд 1,00-0,80 мкМ до R 0,25-0,20 мкм); уменьшить обрывность проволоки в пять раз за счет устранения микроохватывання металла и его налипания на волоку в очаге деформации; снизить усилие волочения на 15-20%.
Клмлл
МАМА
W///Z////////.
gj
at,
S
а.
а/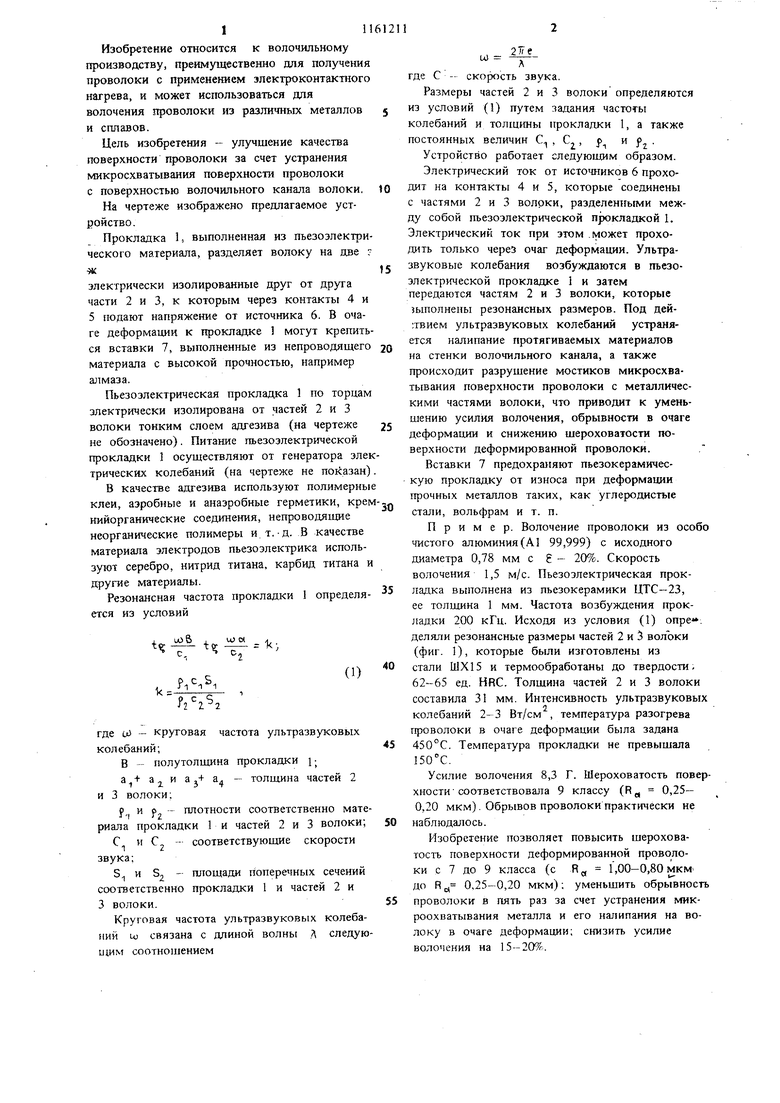
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1981 |
|
SU969352A2 |
| Смазка для холодного волочения проволоки | 1982 |
|
SU1097654A1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1983 |
|
SU1082511A2 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| Способ многократного волочения стальной проволоки | 1983 |
|
SU1533800A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ ИЗ ВЫСОКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2017 |
|
RU2663027C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ С ПРИМЕНЕНИЕМ РАДИАЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2271889C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
УСТГОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГгеВОМ, включающее волоку, состоящую из . двух частей,. разделенных изолирующей прокладкой, и контакты, соединяющие волоку с источником тока, отличающееся тем, что, с целью улучщения качества поверхности проволоки и сниже1шя обрывности, изолирующая прокладка выполнена из пьезозлектрического материала и подключена к источнику тока, а части волоки выполнены резонансных размеров по отнощению к параметрам ультразвуковых воля, генерируемых в прокладке.
| Коврев Г | |||
| С | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: Металлургия, 1975, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Устройство для волочения проволоки с электроконтактным нагревом | 1977 |
|
SU633632A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
