N
О
ю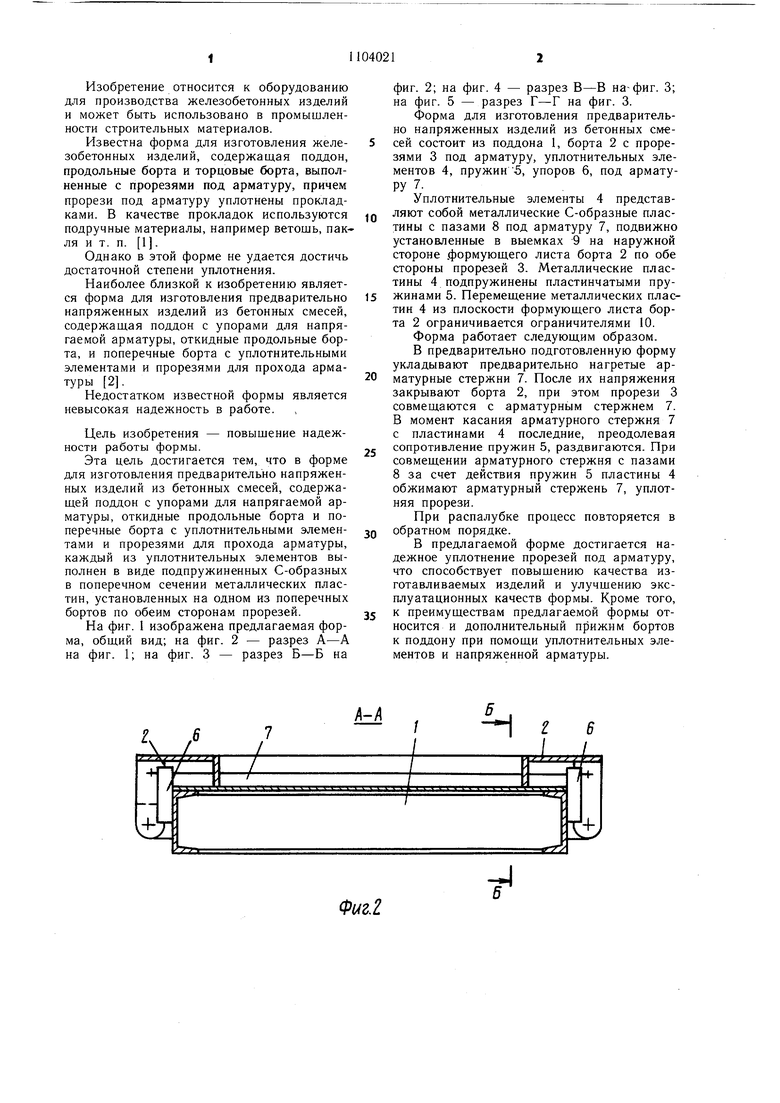
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Форма для изготовления железобетонных элементов | 1989 |
|
SU1766665A1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1102675A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1985 |
|
SU1299805A1 |
| Кассетная форма | 1983 |
|
SU1143596A1 |
| Форма для изготовления изделий из бетонных смесей с предварительно напряженной арматурой | 1983 |
|
SU1096112A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И РИГЕЛЬ, БАЛКА, КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2288840C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1982 |
|
SU1096113A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1980 |
|
SU927501A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1140960A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ИЗ ДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая поддон с упорами для напрягаемой арматуры, откидные продольные борта и поперечные борта с уплотнительными элементами и прорезями для прохода арматуры, отличающаяся тем, что, с целью повышения надежности работы, каждый из уплотнительпых элементов выполнен в виде подпружиненных С-образных в поперечном сечении металлических пластин, установленных на одном из поперечных бортов по обеим сторонам прорезей.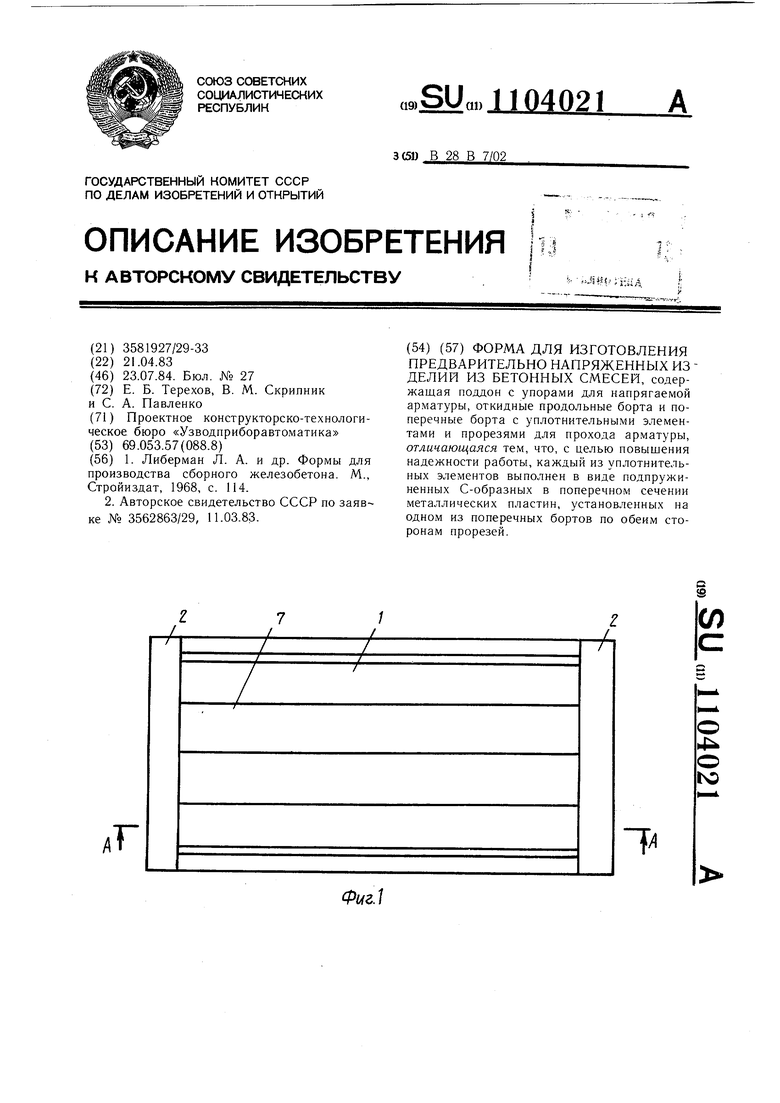
iF
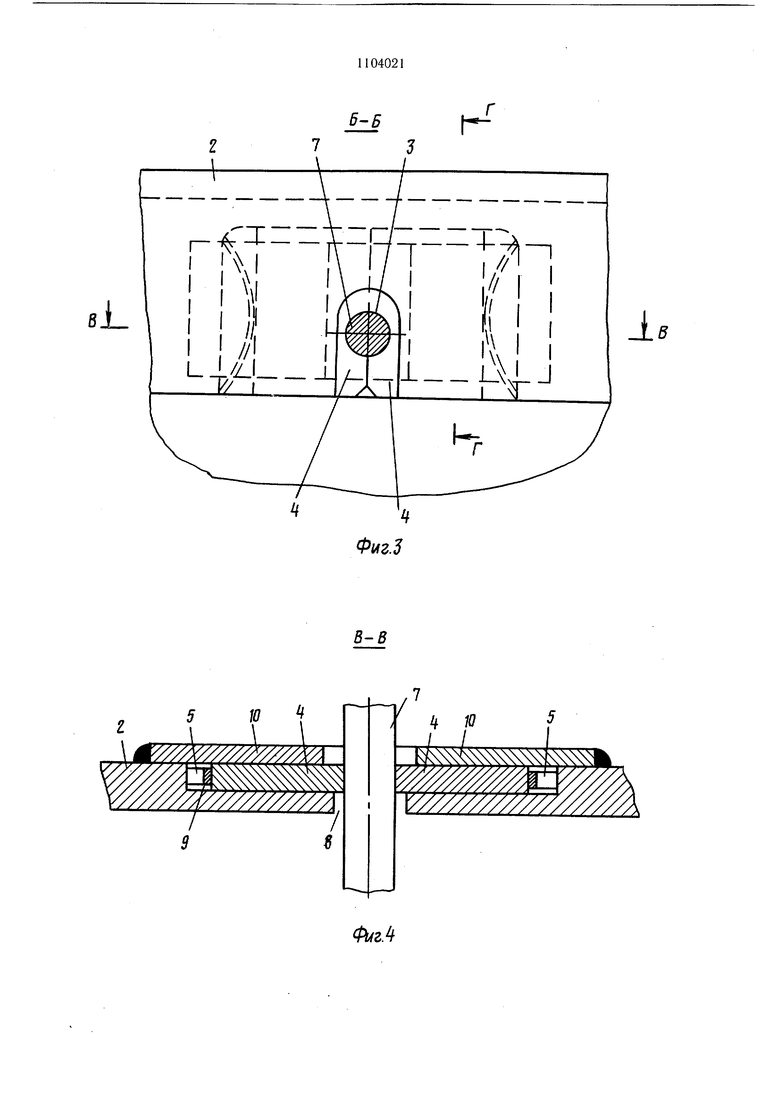
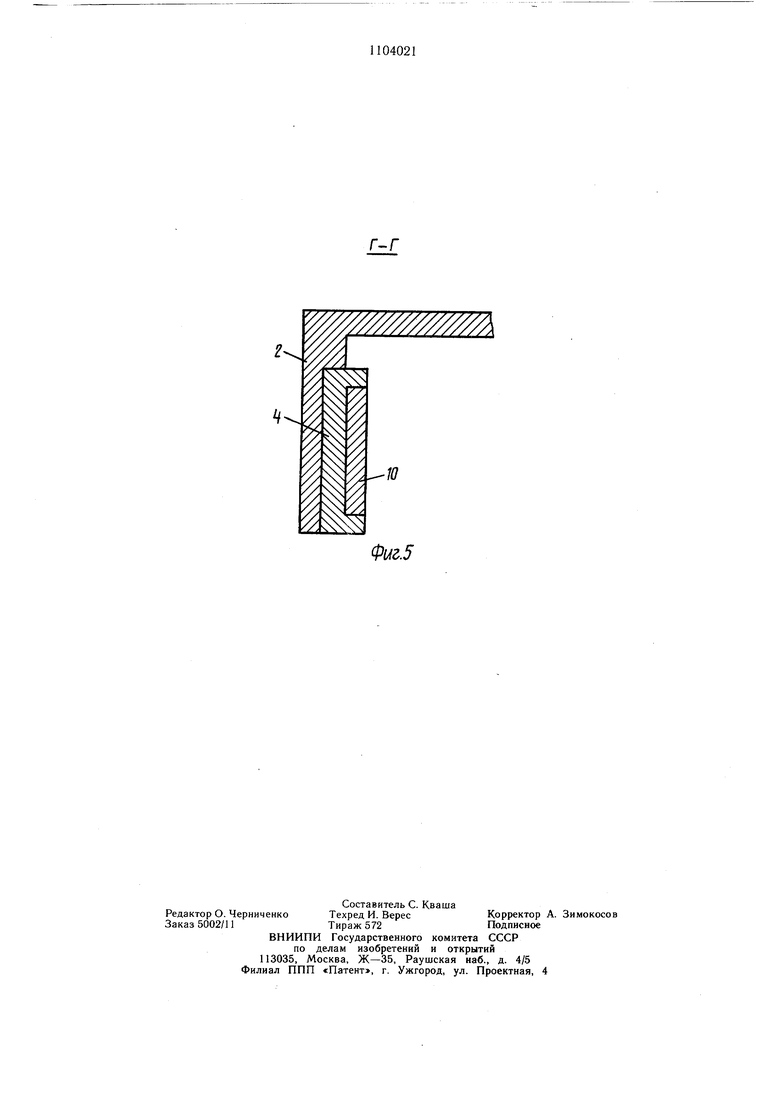
.1 Изобретение относится к оборудованию для производства железобетонных изделий и может быть использовано в промышленности строительных материалов. Известна форма для изготовления железобетонных изделий, содержащая поддон, продольные борта и торцовые борта, выполненные с прорезями под арматуру, причем прорези под арматуру уплотнены прокладками. В качестве прокладок используются подручные материалы, например ветошь, пакля и т. п. 1. Однако в этой форме не удается достичь достаточной степени уплотнения. Наиболее близкой к изобретению является форма для изготовления предварительно напряженных изделий из бетонных смесей, содержащая поддон с упорами для напрягаемой арматуры, откидные продольные борта, и поперечные борта с уплотнительными элементами и прорезями для прохода арматуры 2. Недостатком известной формы является невысокая надежность в работе. Цель изобретения - повышение надежности работы формы. Эта цель достигается тем, что в форме для изготовления предварительно напряженных изделий из бетонных смесей, содержащей поддон с упорами для напрягаемой арматуры, откидные продольные борта и поперечные борта с уплотнительными элементами и прорезями для прохода арматуры, каждый из уплотнительных элементов выполнен в виде подпружиненных С-образных в поперечном сечении металлических пластин, установленных на одном из поперечных бортов по обеим сторонам прорезей. На фиг. 1 изображена предлагаемая форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на-фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3. Форма для изготовления предварительно напряженных изделий из бетонных смесей состоит из поддона 1, борта 2 с прорезями 3 под арматуру, уплотнительных элементов 4, пружин 5, упоров 6, под арматуРУ 7. Уплотнительные элементы 4 представляют собой металлические С-образные пластины с пазами 8 под арматуру 7, подвижно установленные в выемках 9 на наружной стороне .формующего листа борта 2 по обе стороны прорезей 3. Металлические пластины 4 подпружинены пластинчатыми пружинами 5. Перемещение металлических пластин 4 из плоскости формующего листа борта 2 ограничивается ограничителями 10. Форма работает следующим образом. В предварительно подготовленную форму укладывают предварительно нагретые арматурные стержни 7. После их напряжения закрывают борта 2, при этом прорези 3 совмещаются с арматурньш стержнем 7. В момент касания арматурного стержня 7 с пластинами 4 последние, преодолевая сопротивление пружин 5, раздвигаются. При совмещении арматурного стержня с пазами 8 за счет действия пружин 5 пластины 4 обжимают арматурный стержень 7, уплотняя прорези. При распалубке процесс повторяется в обратном порядке. В предлагаемой форме достигается надежное уплотнение прорезей под арматуру, что способствует повыщению качества изготавливаемых изделий и улучшению эксплуатационных качеств формы. Кроме того, к преимуществам предлагаемой формы относится и дополнительный прижим бортов к поддону при помощи уплотнительных элементов и напряженной арматуры.
±
В
Фиг.д
ФыгА
7//////////
Фыг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Либерман Л | |||
| А | |||
| и др | |||
| Формы для производства сборного железобетона | |||
| М., Стройиздат, 1968, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3562863/29, 11.03.83. | |||
