Изобретение относится к строительству, а именно к производству изделий из сборного железобетона.
Известна форма для изготовления сборных предварительно напряженных железобетонных изделий, в которой упоры для напрягаемой арматуры находятся за пределами изделий.
При этом в торцовых бортах формы имеются круглые отверстия для прохождения пустотообразователей и пазы размещения предварительно напряженной арматуры 1. В пазах под арматурой остается свободное пространство, в результате чего происходит потеря растворной составляющей бетона и возникает необходимость в дополнительных трудозатратах на чистку форм.
Также известна форма для изготовления изделий из бетонных смесей с выпусками арматуры, проходящими через борта формы 2. Это решение предусматривает точное совпадение диаметра арматуры и отверстий в бортах и поэтому не может быть использовано в формах для изготовления преднапря- женных железобетонных изделий, оно требует точного размещения арматурного стержня в обоих частях борта и в верхнем, перемещаемом, и в нижнем, что практически невозможно выполнить в случаях пред- напрягаемой арматуры, положение которой диктуется ее размещением в упорах формы.
Наиболее близким техническим решением к изобретению является форма для изготовления изделий из бетонных смесей с
ivi о
&
iO
:сл
предварительно напряженной арматурой, предусматривающая использование уп- лотнительных элементов из эластичного материала, закрепленных в верхней части борта 3.
Недостатками этого решения являются снижение качества боковой поверхности изделия возле напрягаемого стержня, а также недолговечность уплотнительных элементов,повышенный износ уплотни- тельного эл%мента при расформовке изделия вследствие трения его о бетонную поверхность изделия и Дополнительно значительное изнашивание из-за трения об арматуру уплотнительного элемента возле укруглого паза при закрывании борта и в верхней части нижнего вертикального разреза под стержнем при расформовке. Кроме того, уплотнительный элемент испытывает значительное растяжение, которое может вызвать его разрыв по высоте на уровне арматурного стержня.
Целью изобретения является снижение трудозатрат по обслуживанию оборудования за счет исключения вытекания бетонной смеси и увеличение сроков эксплуатации форм.
Поставленная цель достигается тем, что в форме для изготовления железобетонных элементов, содержащей поддон, разъемные борта с полуцилиндрическими базами в них для прохода напрягаемых стержней и уп- лотнительные элементы, согласно изобретению, верхняя часть разъемного борта в местах прохода напрягаемых стержней выполнена с углублениями, в которых установлены уплотняющие элементы, выполненные составными из двух разъемных частей, одна из которых выполнена из упругого материала, а другая жесткая с внутренними пазами типа ласточкина хвоста для размещения упругой части, при этом в верхней части борта и жесткой части уплотнительного элемента выполнены полуцилиндрическими выемки радиусом 1,1-1,4, а вдругой части радиусом 0,6-0,8 радиуса полуцилиндрического паза нижней части борта, причем торцовая часть уплотнительного элемента установлена заподлицо с нижней поверхностью верхней части разъемного борта.
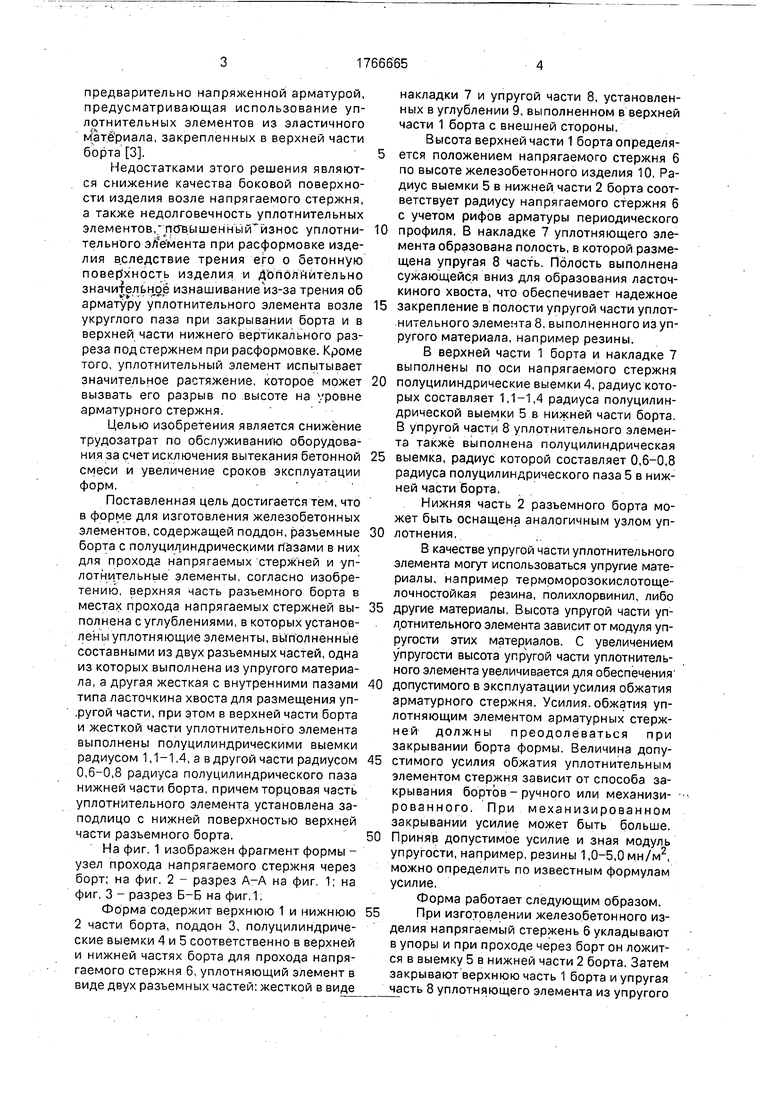
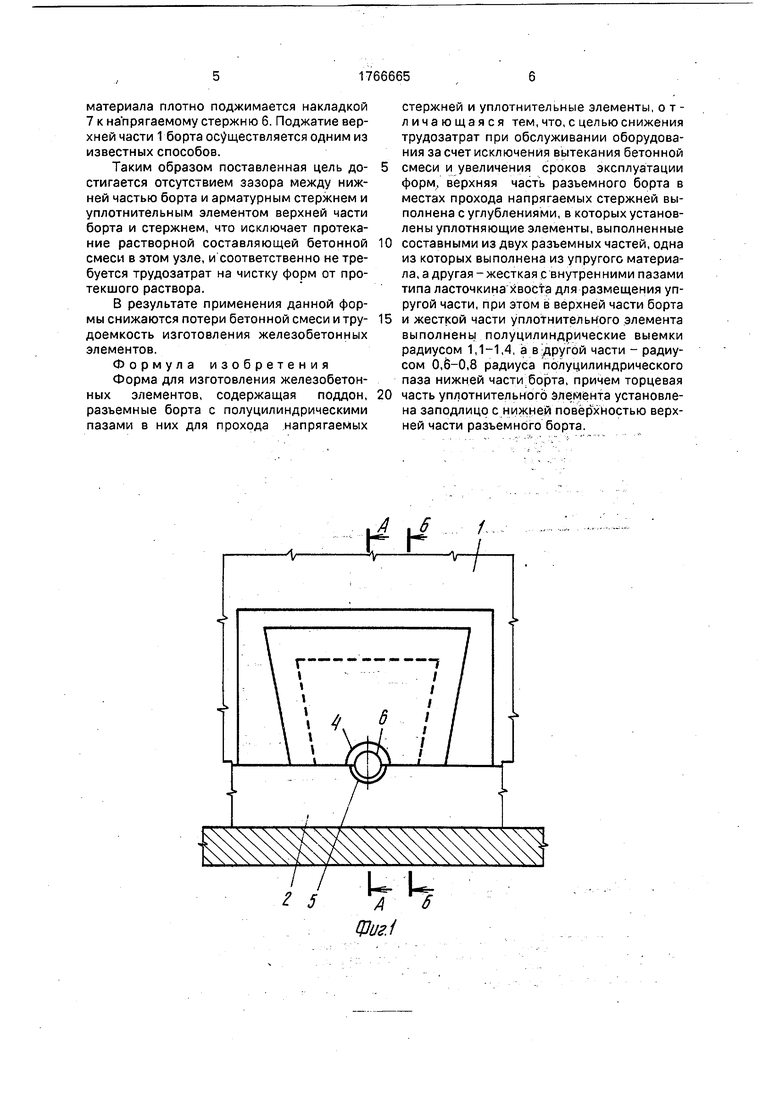
На фиг. 1 изображен фрагмент формы - узел прохода напрягаемого стержня через борт; на фиг. 2 - разрез А-А на фиг 1, на фиг. 3 - разрез Б-Б на фиг 1.
Форма содержит верхнюю 1 и нижнюю 2 части борта, поддон 3, полуцилиндрические выемки 4 и 5 соответственно в верхней и нижней частях борта для прохода напрягаемого стержня 6, уплотняющий элемент в виде двух разъемных частей: жесткой в виде
накладки 7 и упругой части 8, установленных в углублении 9, выполненном в верхней части 1 борта с внешней стороны.
Высота верхней части 1 борта определяется положением напрягаемого стержня 6 по высоте железобетонного изделия 10. Радиус выемки 5 в нижней части 2 борта соответствует радиусу напрягаемого стержня 6 с учетом рифов арматуры периодического
профиля. В накладке 7 уплотняющего элемента образована полость, в которой размещена упругая 8 часть, Полость выполнена сужающейся вниз для образования ласточкиного хвоста, что обеспечивает надежное
закрепление в полости упругой части уплотнительного элемента 8,выполненного из упругого материала, например резины.
В верхней части 1 борта и накладке 7 выполнены по оси напрягаемого стержня
полуцилиндрические выемки 4, радиус которых составляет 1,1-1,4 радиуса полуцилиндрической выемки 5 в нижней части борта. В упругой части 8 уплотнительного элемента также выполнена полуцилиндрическая
выемка, радиус которой составляет 0,6-0,8 радиуса полуцилиндрического паза 5 в нижней части борта.
Нижняя часть 2 разъемного борта может быть оснащена аналогичным узлом уплотнения.
В качестве упругой части уплотнительного элемента могут использоваться упругие материалы, например термоморозокислотоще- лочностойкая резина, полихлорвинил, либо
другие материалы. Высота упругой части уп- лртнительного элемента зависит от модуля упругости этих материалов. С увеличением упругости высота упр угой части уплотнительного элемента увеличивается для обеспечения
допустимого в эксплуатации усилия обжатия арматурного стержня. Усилия, обжатия уплотняющим элементом арматурных стержней должны преодолеваться при закрывании борта формы. Величина допустимого усилия обжатия уплотнительным элементом стержня зависит от способа закрывания бортов - ручного или механизированного. При механизированном закрывании усилие может быть больше.
Приняв допустимое усилие и зная модуль упругости, например, резины 1,0-5,0 мн/м2, можно определить по известным формулам усилие,
Форма работает следующим образом.
При изготовлении железобетонного изделия напрягаемый стержень 6 укладывают в упоры и при проходе через борт он ложится в выемку 5 в нижней части 2 борта. Затем закрывают верхнюю часть 1 борта и упругая
часть 8 уплотняющего элемента из упругого
материала плотно поджимается накладкой 7 к напрягаемому стержню 6. Поджатие верхней части 1 борта осуществляется одним из известных способов.
Таким образом поставленная цель достигается отсутствием зазора между нижней частью борта и арматурным стержнем и уплотнительным элементом верхней части борта и стержнем, что исключает протекание растворной составляющей бетонной смеси в этом узле, и соответственно не требуется трудозатрат на чистку форм от про- текшого раствора.
В результате применения данной формы снижаются потери бетонной смеси и трудоемкость изготовления железобетонных элементов.
Формула изобретения
Форма для изготовления железобетонных элементов, содержащая поддон, разъемные борта с полуцилиндрическими пазами в них для прохода напрягаемых
стержней и уплотнительные элементы, отличающаяся тем, что, с целью снижения трудозатрат при обслуживании оборудования за счет исключения вытекания бетонной
смеси и увеличения сроков эксплуатации форм, верхняя часть разъемного борта в местах прохода напрягаемых стержней выполнена с углублениями, в которых установлены уплотняющие элементы, выполненные
составными из двух разъемных частей, одна из которых выполнена из упругого материала, а другая - жесткая с внутренними пазами типа ласточкина хвоста для размещения упругой части, при этом в верхней части борта
и жесткой части уплотнительного элемента выполнены полуцилиндрические выемки радиусом 1,1-1,4, а в другой части - радиусом 0,6-0,8 радиуса полуцилиндрического паза нижней части борта, причем торцевая
часть уплотнительного Элемента установлена заподлицо с нижней поверхностью верхней части разъемного борта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087652C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1104021A1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111855C1 |
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления | 1989 |
|
SU1709046A1 |
| Форма для изготовления изделий из бетонных смесей с предварительно напряженной арматурой | 1983 |
|
SU1096112A1 |
| Форма для изготовления преднапряженных железобетонных изделий | 1990 |
|
SU1715616A1 |
Использование: в строительстве, к формам для изготовления изделий из сборного железобетона. Сущность изобретения: в верхней и нижней частях борта формы в местах прохода напрягаемых стержней выполнены выемки, в которых установлены уплотняющие элементы. Последние выполнены из жесткой и упругой разъемных частей. В жесткой части имеется паз типа ласточкина хвоста для помещения упругой части. Радиус выемки в верхней части борта и в жесткой части уплотнительного элемента составляет 1,1-1,4 радиуса, а радиус, выполненный в упругой части 0,6- 0,8 радиуса выемки нижней части борта. Такое выполнение уплотнительного элемента предотвращает протекание бетонной смеси 3 ил. (Л С
Фиг. 2
ff-6
| Колодзий И.И | |||
| Производство сборных железобетонных изделий, М.: Высшая школа, 1987, с.46и47 | |||
| Форма для изготовления изделий из бетонных смесей с выпусками арматуры | 1984 |
|
SU1192999A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Форма для изготовления изделий из бетонных смесей с предварительно напряженной арматурой | 1983 |
|
SU1096112A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
