Изобретение относится к области производства Изделий сборного бетона и железобетона.
Наиболее близкой к изобретению явля-. ется кассетная форма, содержащая установленные на поддоне продольные и торцовые борта, предварительно напряженные перегородки с натяжным приспособлением 1.
Недостатками известной кассетной формы являются низкая надежность, обусловленная применением недолговечных полотнищ из стеклоткани, а также неудобство в эксплуатации, вызванное необходимостью проведения раздельных операций по натяжению перегородоки арматуры изделия.
Целью изобретения является повышение удобства эксплуатации и надежности.
Указанная цель достигается тем, что в кассетной форме, содержащей установленные на поддоне продольные и торцовые борта, предварительно напряженные перегородки с натяжным приспособлением, последнее выполнено в виде траверсы с закрепленными на ней захватами для арматуры и перегородок, а последние и поддон - соответственно с Т-образными кромками и охватывающими их пазами.
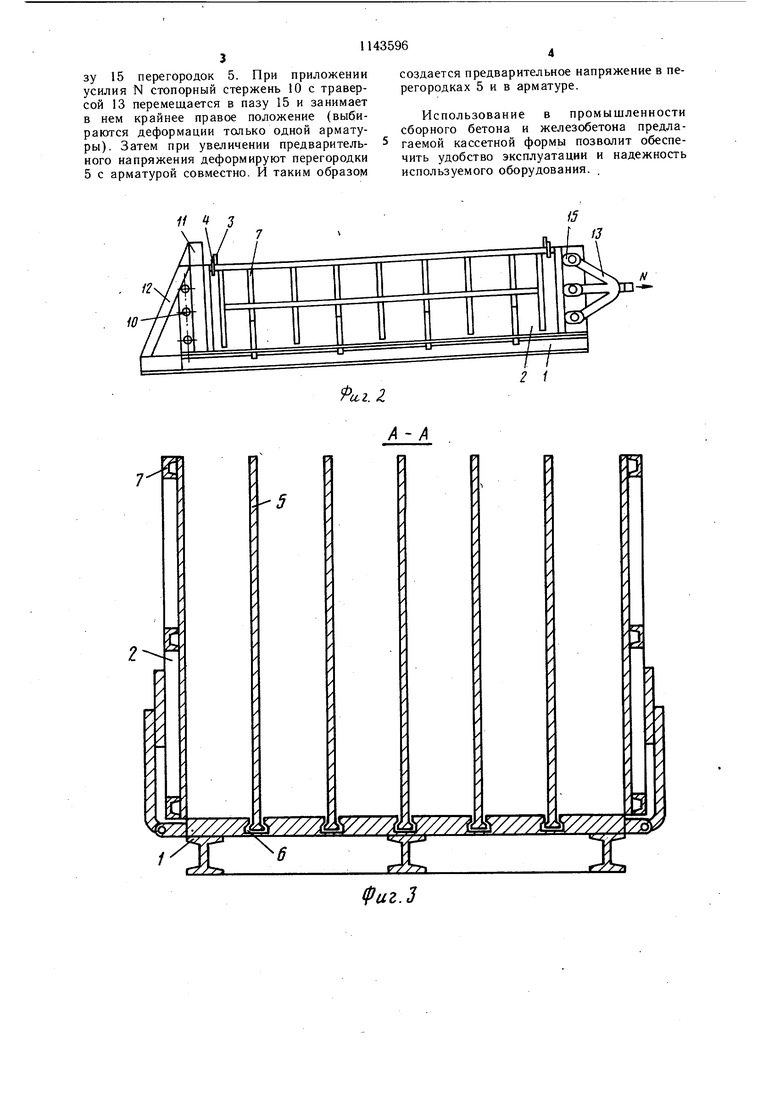
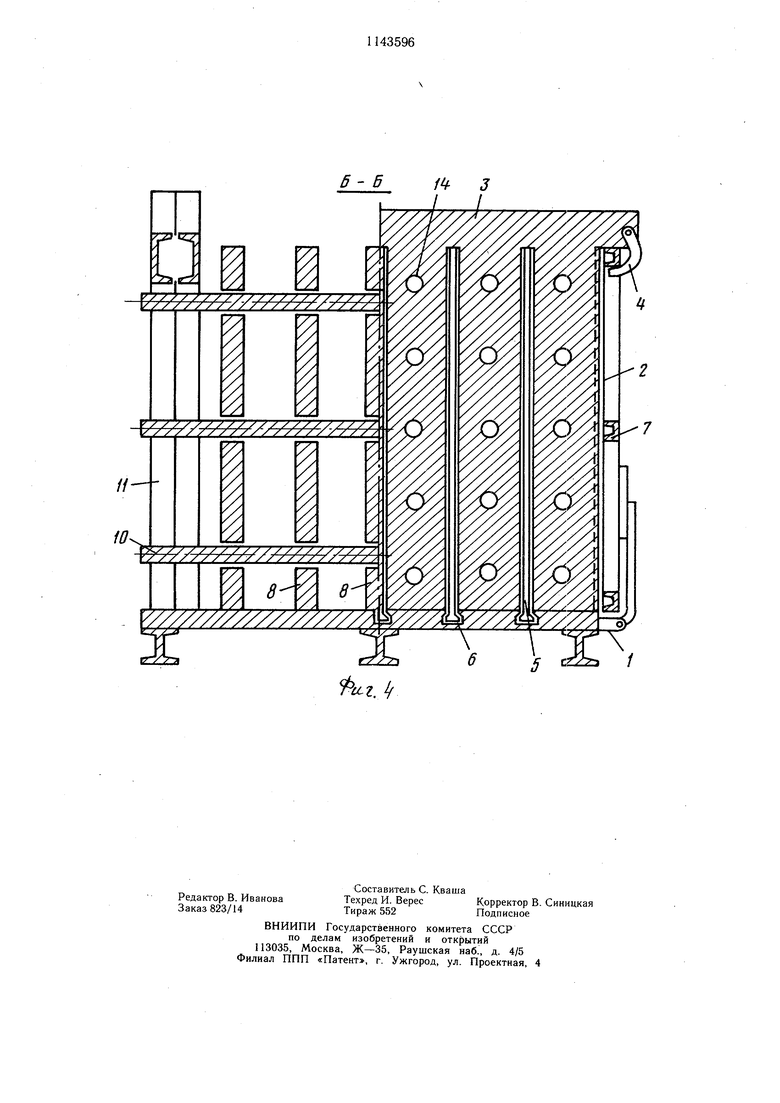
На фиг. 1 схематично изображена кассетная форма, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Кассетная форма состоит из поддона 1, к которому прикреплены откидные продольные борта 2. В прорези продольных бортов 2 вставлены торцовые борта 3, скрепленные с последними посредством скоб 4. Тонкие гибкие перегородки 5 вставлены в продольные Т-образные пазы 6 поддона 1, в которых они свободно перемещаются в продольном направлении. Откидные продольные борта 2 выполнены с ребрами 7 жесткости. Перегородки 5 по концам имеют уширения 8 для ликвидации концентрации напряжений вокруг отверстий 9 при создании предварительного напряжения. В отверстия 9 вставлены стопорные стержни 10, которые упираются в стойки 11 и не позволяют перемещаться одному концу перегородок 5. Для увеличения жесткости стоек 11 к ним приварены раскосы 12. Перегородки 5 с другого конца имеют уширения 8 в отверстия 9, в которые вставлены стопорные стержни 10, объединенные траверсой 13. К траверсе 13 подсоединен домкрат и создается предварительное напряжение перегородок 5, что обеспечивает их жесткость в поперечном направлении и улучшает процесс распалубливания.
В кассетной форме перегородки 5 на.прягаются совместно с продольной арматурой. Для этого в торцовых бортах 3 выполнены отверстия 14, через которые пропущена продольная арматура, объединенная с
траверсой 13. Со стороны траверсы в уширенных 8 перегородках 5 выполнены пазы 15, которые позволяют перемещаться траверсе 13в продольном направлении.
Кассетная форма работает следующим 5 образом,
В продольные пазы 6 поддона 1 вставлены перегородки 5, которые имеют по концам уширения 8. Благодаря наличию про.дольных Г-образных пазов поддона 6 переQ городки 5 могут свободно перемещаться в продольном направлении-, но не могут перемещаться в вертикальном и поперечном направлениях. После установки перегородок 5 в прорези поддона 6 в отверстия 9 вставляются стопорные стержни 10. С одной стороны формы стопорные стержни упираются в стойки 11, усиленные раскосами 12, а с другой стопорные стержни 10 закрепляют траверсу 13. К траверсе 13 подсоединяется домкрат, позволяющий создавать усилие N, которое равномерно распределяется
в перегородках 5. Таким образом, создается жесткость перегородок 5 в поперечном направлении.
После создания предварительного напряжения перегородок 5, в продольные прорези продолЬных бортов 2 вставляются торцовые борта 3, которые скрепляются с бортами 2 с помощью скоб 4. Встааляют арматурные каркасы и заполняют отсеки формы бетонной смесью равномерно в поперечном направлении, чтобы до минимума снизить
0 изгибающие моменты в перегородках 5 от гидростатического давления бетона.
После пропаривания бетона форма распалубливается. Раскрепляются скобы 4, соединяющие продольные и торцовые борта, откидываются продольные борта и снимается
5 напряжение с перегородок 5, которые сжимаются, но их сжатию препятствуют силы сцепления (склеивания, трения) бетона об их поверхность, поэтому перегородки 5 деформируются, способствуют отрыву изделия. Первыми вынимаются из формы крайние железобетонные изделия, затем последовательно - другие, расположенные ближе к продольной оси симметрии.
При изготовлении предварительно напряженных железобетонных плит, панелей перегородки 5 напрягают совместно с арматурой изделия. В торцовых бортах 3 выполнены отверстия 14 для пропуска арматурных стержней, а в уширениях 8 перегородок 5 в .пазы 15 вставляют стопорные стержни 10 для удержания траверсы 13. Арматурные стержни закрепляют концами за стопорные стержни 10. Так как минимальное предварительное напряжение арматуры должно быть не менее 100 МПа, то для этого деформация арматуры должна быть больше деформаций перегородок 5. Поэтому при установке арматурных каркасов (прядей) стопорный стержень 10 с траверсой 13 занимает крайнее левое положение в пазу 15 перегородок 5. При приложении усилия N стопорный стержень 10 с траверсой 13 перемещается в пазу 15 и занимает в нем крайнее правое положение (выбираются деформации только одной арматуры). Затем при увеличении предварительного напряжения деформируют перегородки 5 с арматурой совместно. И таким образом
создается предварительное напряжение в перегородках 5 и в арматуре.
Использование в промышленности сборного бетона и железобетона предлагаемой кассетной формы позволит обеспечить удобство эксплуатации и надежность используемого оборудования.
Ри.г.1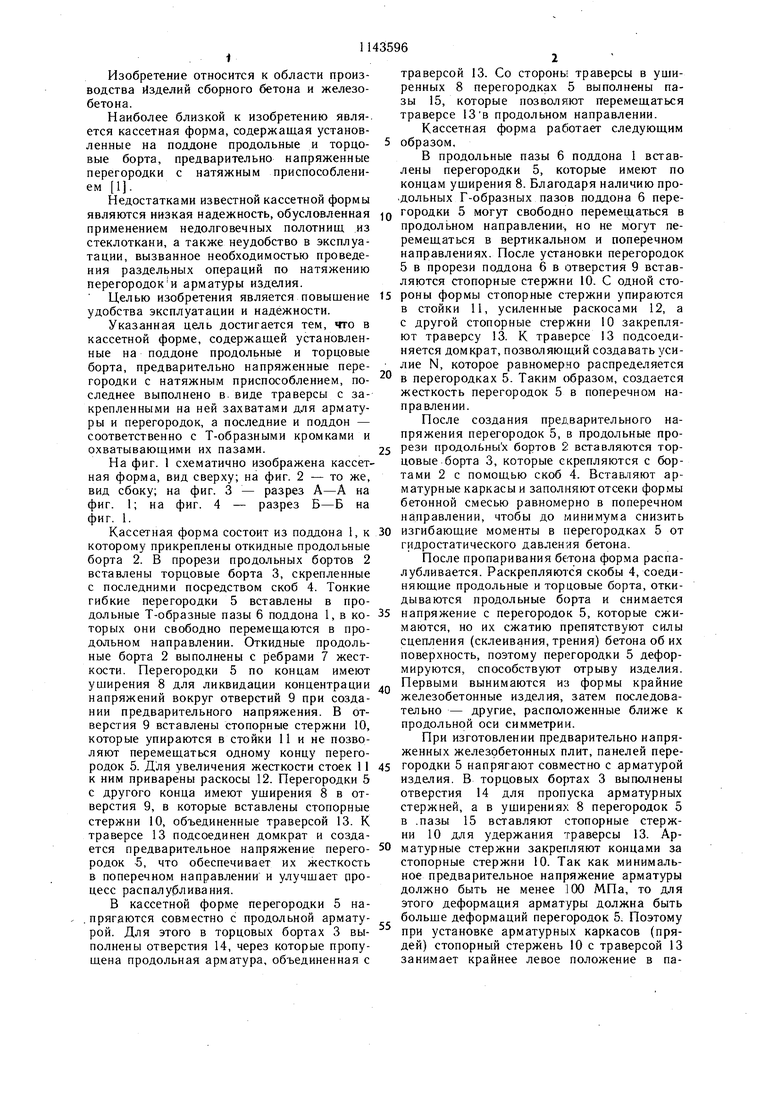
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| АРМАТУРНАЯ СЕТКА | 1991 |
|
RU2020226C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1140960A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1106660A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1982 |
|
SU1096113A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037405C1 |
| Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления | 1989 |
|
SU1709046A1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
КАССЕТНАЯ ФОРМА,.содержащая установленные на поддоне продольные и торцовые борта, предварительно напряженные перегородки с натяжным приспособлением, отличающаяся тем, что, с целью повышения удобства эксплуатации и надежности, натяжное приспособление выполнено в виде траверсы с закрепленными на ней захватами для арматуры и перегородок, а последние и поддон - соответственно с Т-образными кромками и охватывающими их пазами. 1 (Л N СО СП uJ 7 т СО о 2 V J ч ФигЛ
(риг.З
Б - б
y//////////////////AW A
г.
ТГ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3401359, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
