Изобретение относится к неразрушающему контролю материалов акустико-эмиссионным методом и может быть использовано для определения координат источников акустической эмиссии (АЭ) в материале изделия, находящегося под нагрузкой а также при остывании сварных швов изделия.
Известен способ определения координат источников АЭ, заключающийся в том, что принимают сигналы АЭ в нескольких точках контролируемой зоны, определяют время запаздывания сигналов, и расчитывают координаты дефектов 1.
Наиболее близким по технической сущности к изобретению является способ определения координат источников АЭ, заключающийся в том, что производят последовательный обзор контролируемой зоны направленными акустическими приемниками 2.
Их общим недостатком является сложность контроля, обусловленная применением многоканальной обработки сигналов АЭ.
Целью изобретения является упрощение контроля.
Эта цель достигается тем, что согласно способу определения координат источников АЭ, заключающемуся в том, что производят последовательный обзор контролируемой зоны направленными акустическими приемниками, приемник перемещают по контуру контролируемой зоны так, чтобы ось диаграммы направленности и касательная к контуру составляли прямой угол.
фиксируют линии, совпадающие с осью диаграммы направленности в моменты регистрации сигналов акустической эмиссии, а координаты источников акустической эмиссии определяют как точки пересечения указанных линий.
На чертеже представлена схема реализации способа определения координат источников АЭ.
QАкустический приемник 1, имеющий
диаграмму 2 направленности, перемещается по контуру 3 контролируемой зоны 4. Дефект 5 находится в точке пересечения осей диаграммы 2 направленности.
Способ определения координат источни5 ков АЭ осуществляется следующим образом.
При контроле продольных сварных щвов труб большого диаметра в процессе остывания щвов акустический приемник 1 перемещают на небольщом расстоянии (40- 50 см) от остывающего щва. Сигналы АЭ имеют импульсный характер и следуют достаточно часто во времени (3-4 импульса за 10 с). Выбором соответствующей скорости перемещения акустического приемни5 ка 1 обеспечивают регистрацию 2-3 импульсов АЭ от дефекта 5 (развивающейся трещины), что достаточно для надежного контроля дефектов сварного щва.
Таким образом, предлагаемый способ поз0 воляет увеличить производительность контроля и упростить аппаратуру, необходимую для его реализации за счет осуществления контроля одноканальным прибором АЭ.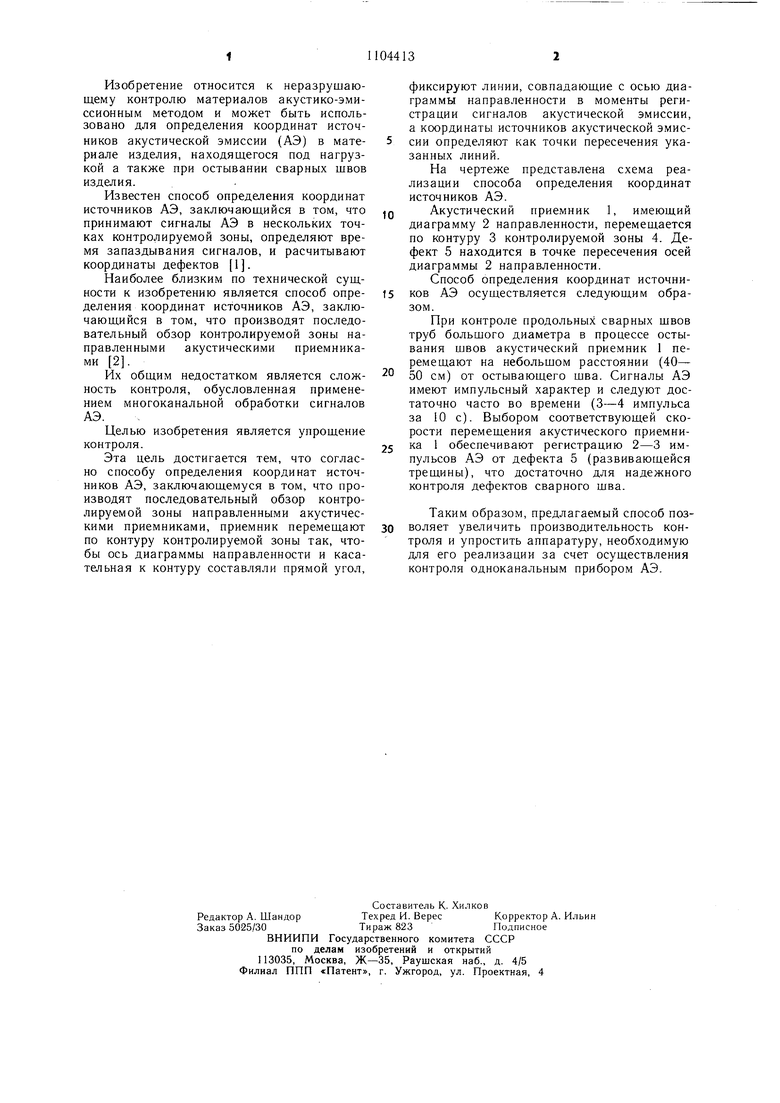
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения местоположения источника поверхностных акустических волн | 1990 |
|
SU1770892A1 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ | 1999 |
|
RU2156456C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В ТРУБОПРОВОДАХ | 2008 |
|
RU2362159C1 |
| СПОСОБ ОБНАРУЖЕНИЯ СКВОЗНЫХ ДЕФЕКТОВ В ТРУБОПРОВОДАХ | 1991 |
|
RU2020467C1 |
| Способ определения координат дефектов в сварных соединениях по сигналам акустической эмиссии | 1987 |
|
SU1446554A1 |
| Способ определения местонахождения дефекта на поверхности произвольной формы | 1987 |
|
SU1411661A1 |
| Способ определения местоположения источника акустической эмиссии | 1990 |
|
SU1744639A1 |
| Устройство обнаружения дефектов в сварных швах в процессе сварки | 2019 |
|
RU2727065C1 |
| Способ определения местоположения дефекта в линейном объекте | 1986 |
|
SU1404929A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ИСТОЧНИКОВ АКУСТИЧЕСКОЙ ЭМИССИИ, заключающийся в том, что производят последовательный обзор контролируемой зоны направленными акустическими приемниками, отличающийся тем, что, с целью упрощения контроля, приемник перемещают по контуру контролируемой зоны так, чтобы ось диаграммы направленности и касательная к контуру составляли прямой угол, фиксируют линии, совпадающие с осью диаграммы направленности в моменты регистрации сигналов акустической эмиссии, а координаты источников акустической эмиссии определяют как точки пересечения указанных линий. 4 4 СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вакар К | |||
| В | |||
| Акустическая эмиссия и ее применение для неразрушающего контроля в ядерной энергетике | |||
| М., Атомиздат, 1980, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
