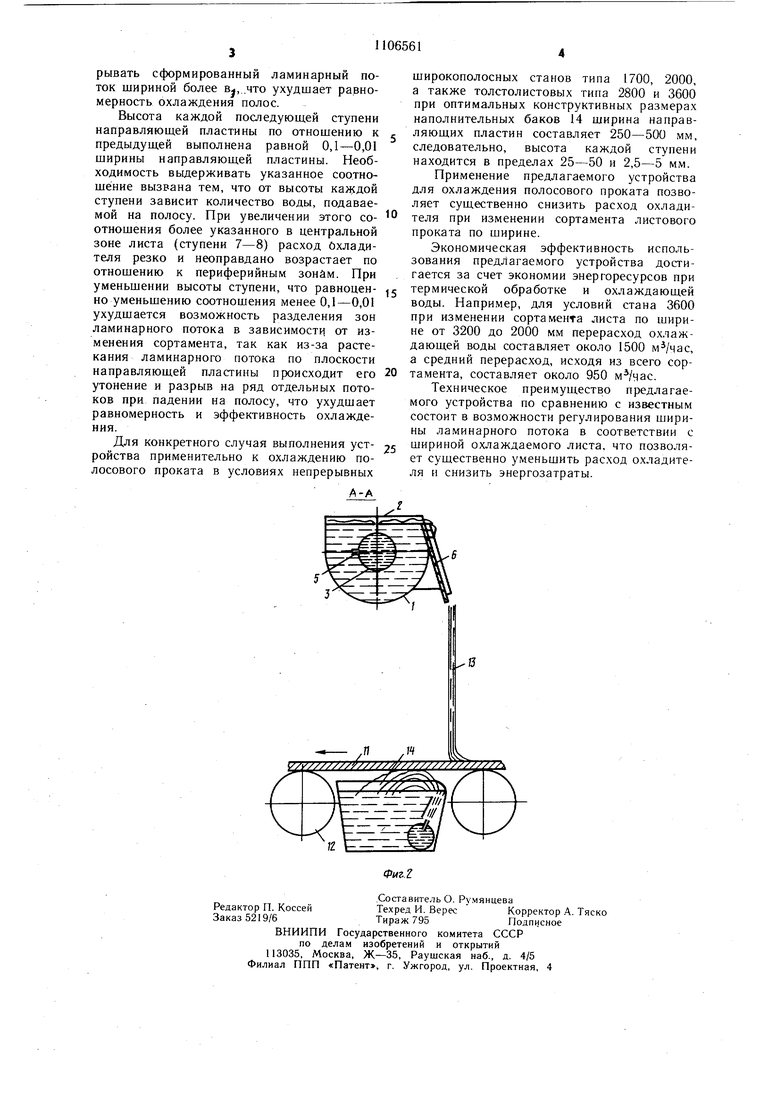
Изобретение относится к термической обработке и может использоваться для охлаждения проката, например полосового, и листов. Известны устройства для охлаждения полосового проката, содержащие наполнительный бак со щелевым соплом для истечения охлаждающей жидкости 1. Однако для обеспечения охлаждения полос всего сортамента по ширине в условиях данного стана размер щелевого сопла по щирине принимается равным максимальной ширине полосы, прокатываемой на стане. Это приводит при прокатке и охлаждении полос меньшей ширины к неоправданному расходу охладителя и излишним энергетическим затратам. Наиболее близким техническим решением к изобретению является устройство для охлаждения полосового проката, содержащее наполнительный бак с продольным щелевым отверстием в верхней его части и смонтированной на его боковой поверхности направляющей пластиной, коллектор с подводом охладителя и соплами 2. Недостатком известного устройства является новыщенный расход охладителя при изменении ширины охлаждаемых листов из-за отсутствия возможности изменять расход воды в зависимости от обрабатываемого сортамента листового проката. Целью изобретения является снижение расхода охлаждения при изменении сортамента проката. Указанная цель достигается тем, что в устройстве для охлаждения полосового проката, содержащем наполнительный бак с продольным щелевым отверстием в верхней его части и смонтированной на его боковой поверхности направляющей пластиной, коллектор с подводом охладителя и соплами, направляющая пластина в верхней части выполнена ступенчатой с равномерным увеличением высоты ступеней от середины до ее торцовых частей. На поверхности направляющей пластины в месте начала каждой ступени жестко установлены поперечные ребра-разделители, нижние торцы которых отстоят от нижнего торца направляющей пластины на расстоянии 0,1-0,3 ее ширины. При этом высота каждой последующей ступени по отношению к предыдущей выполнена равной 0,1-0,01 ширины направляющей пластины. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит наполнительный бак 1 с продольным щелевым отверстием 2, коллектор 3 с подводом охладителя 4 и соплами 5. На боковой поверхности бака смонтирована направляющая пластина 6, верхняя часть которой выполнена ступенчатой с равномерным увеличением высоты ступеней 7-9 от середины до ее торцовых частей. На поверхности направляющей пластины 6 в месте начала каждой ступени 7-9 жестко установлены поперечные ребра-разделители 10, нижние торцы которых отстоят от нижнего торца направляющей пластины 6 на расстояний 0,1-0,3 ее ширины. Высота каждой последующей ступени по отношению к предыдущей выполнена равной 0,1-0,01 ширины направляющей пластины 6. Устройство работает следующим образом. Полосовой прокат 11 после выхода из последней клетИ стана или нагревательной печи (не показаны) перемещается по роликам 12 и проходит под расположенными на высоте 1,2-1,5 м над полосой наполнительными баками 1. Охлаждение полосы осуществляется следующим образом. Охлаждающая вода в количестве Qj поступает в наполнительный бак 1 из сопел 5 коллектора 3 через подвод охладителя 4, заполняет его дО уровня самой нижней ступени 7 направляющей пластины 6 и сливается ламинарным потоком на поверхность полосы. Ширина ступени 7, ограниченная поперечными ребрами-разделителями 10, позволяет охлаждать полосу наименьшей ширины в., .при наименьшем расходе охладителя. При увеличении ширины охлаждающей полосы до в и Bj ..(фиг. 1) вводится в действие вторая 8 и последующая 9 ступени. Расход охлаждающей воды увеличивается соответственно до Q и Qj, .при этом Q.Q.(.. Таким образом, при выполнении пластины 6 ступенчатой в зависимости от ширины охлаждаемых полос устанавливается соответствующая ширина ламинарной водяной завесы 13, что обеспечивает снижение общего расхода воды на охлаждение полос всего сортамента. Ребра-разделители 10 позволяют четко ограничивать ширину охлаждаемой зоны (ширину ламинарного потока). Тот факт, что нижние торцы ребер отстоят от нижнего торца направляющей пластины на расстоянии 0,1-0,3 ее ширины, позволяет сохранять неразрывным ламинарный поток при последовательном увеличении , его ширины до максимальной. Увеличение расстояния нижних торцов ребер от нижнего торца направляющей пластины более, чем на 0,1-0,3 ширины пластины не позволяет ограничивать зоны ламинарных потоков, так как происходит их растекание по пластине. При уменьшении этого расстояния ребра в нижнем торце направляющей пластины начинают раз
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| Устройство для охлаждения проката | 1990 |
|
SU1770394A1 |
| Устройство для охлаждения листового проката | 1978 |
|
SU740328A1 |
| Устройство для охлаждения полосы на отводящем рольганге широкополосного стана | 1980 |
|
SU944701A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ГОРЯЧЕГО ПРОКАТА | 1992 |
|
RU2031143C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2031142C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2003 |
|
RU2244022C1 |
| Способ ускоренного охлаждения полосового проката | 1981 |
|
SU988880A1 |
1. УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПОЛОСОВОГО ПРОКАТА, содержащее наполнительный бак с продольным щелевым отверстием в верхней его части и смонтированной на его боковой поверхности направляющей пластиной, коллектор с подводом охладителя и соплами, отличающееся тем, что, с целью снижения расхода охладителя при изменении сортамента проката, направляющая пластина в верхней части выполнена ступенчатой с равномерным увеличением высоты ступеней от середины до ее торцовых частей. 2.Устройство по п. 1, отличающееся тем, что на поверхности направляющей пластины в месте начала каждой ступени жестко установлены поперечные ребра разделители, нижние торцы которых отстоят от нижнего торца направляющей пластины на расстоянии 0,1-0,3 ее щирины. 3.Устройство по п. I, отличающееся тем, что высота каждой последующей ступени по отнощению к предыдущей выполнена равной 0,1-0,01 щирины направляющей пластины.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПОЛОСЫ | 0 |
|
SU358047A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
