Изобретение относится к гидроабразивной обработке деталей.
Известны снособы гидроабразивной обработки, при которых сканирование производят со скоростью обратно пропорциональной величине припуска вдоль строки сканирования 1.
Недостаток известных способов обработки заключается в том, что с их помощью сложно обеспечить только равномерный съем материала со всей обрабатываемой поверхности заготовки, так как скорость сканирования постоянна в процессе обработки.
Цель изобретения - обеспечение возможности формообразования сложнопрофильных поверхностей деталей.
Поставленная цель достигается тем, что сканирование производят со скоростью, переменной в процессе обработки, а величину шага сканирования выбирают из соотношения
-,6.
Пск
гд.е dcji - диаметр следа факела гидроабразивной струи на обрабатываемой поверхности;
hex величина шага сканирования.
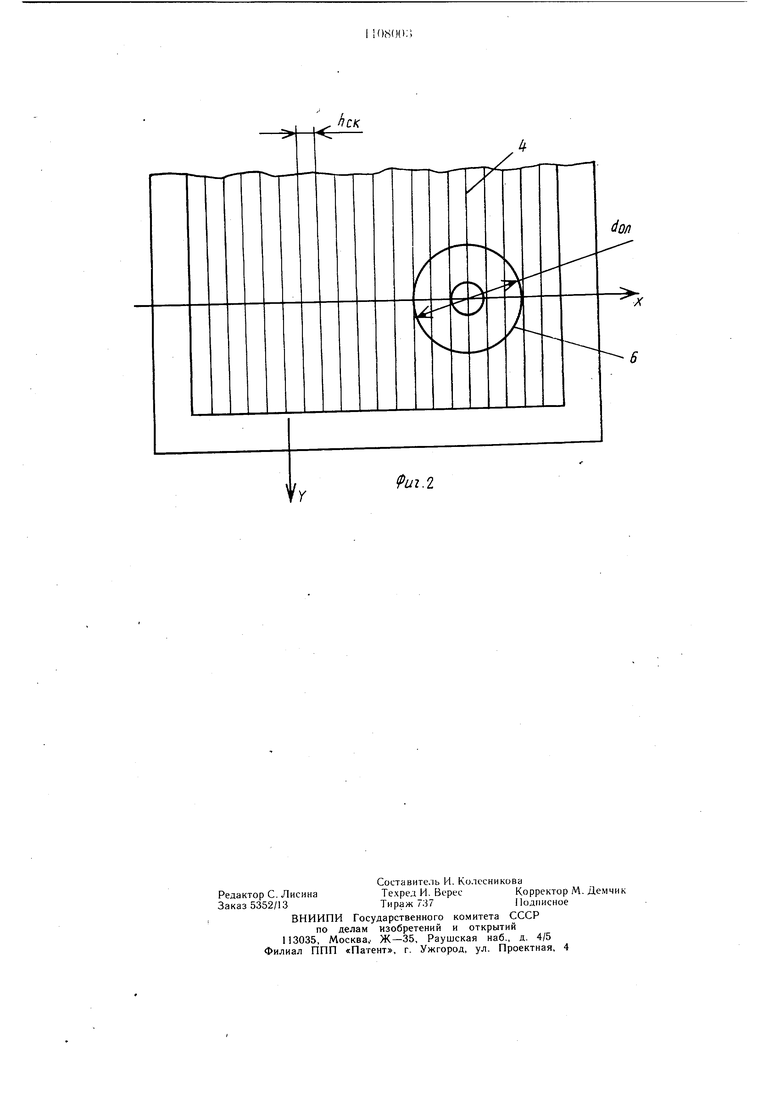
На фиг. 1 изображена схема предлагаемого способа обработки; на фиг. 2 - то же, вид сверху.
На двухкоординатном столе 1 установлена заготовка 2 с исходной поверхностью 3, причем вдоль каждой строки 4 сканирования, расположенной на исходной поверхности 3, имеется информация о величине припуска дЬ, определяющего заданную поверхность 5. Двухкоординатный стол имеет возможность плавного перемещения вдоль оси Y, параллельной направлению строки 4 сканирования, и дискретного перемещения вдоль оси, с целью установки центра следа 6 факела гидроабразивной струи 7, формируемой неподвижным соплом 8, на заданную строку 4 сканирования.
Сущность способа заключается в том, что поверхность заготовки 2 построчно сканируют гидроабразивной струей 7. При этом скорость (4«,) относительного перемещения струи гидроабразива 7 и заготовки 2 обратно пропорциональна величине припуска Ah,
В идеальном случае дЬ. he, где h :- высота слоя снимаемого материала является функцией следующих параметров he f (H-P-K-3-D-Ki ).,
гдеН-расстояние от сопла до обрабатываемой поверхности;
Р-давление , под которым подается гидроабразив;
К-концентрация абразива;
3 -зернистость абразива;
D-диаметр сопла;
KI-коэффициент учитывающий физикомеханические свойства обрабатываемого материала.
he в каждом случае определяется экспериментально. Так, при доводке предварительно обработанной поверхности из стека К-8, когда Н 70 мм, Р 2 атм; К 1/6, 3 - микропорощок М 10, D 3 мм, величина hf „при скорости VCK 1 мм/мин, получена равной 0,58 мм. Таким образом, если величина &h вдоль всей строки сканирования равна 0,2 мм, то VCK 2,9 мм/мин.
Информацию о величине припуска ДН. вдоль оси сканирования получают на основании измерения заготовки 2 перед обработкой.
По окончании движения струи абразива вдоль строки 4 сканирования, заготовку 2 смещают вдоль оси X на величину шага сканирования ().. и проводят обработку вдоль соседней строки. Величину щага сканирования выбирают из условия получения монотонной поверхности, т.е. отсутствия переходных зон между строками сканирования, что обеспечивается при
В этом случае величина высоты микронеровностей на границе двух соседних строк сканирования не превышает 5% от величины съема материала вдоль данной строки сканирования (he)., Таким образом, например, при he 0,2 мм высота микронеровностей на границе этой строки .сканирования находится в пределах 10 мкм.
Предлагаемый способ гидроабразивной обработки обеспечивает возможность формообразования сложнопрофильных поверхностей деталей.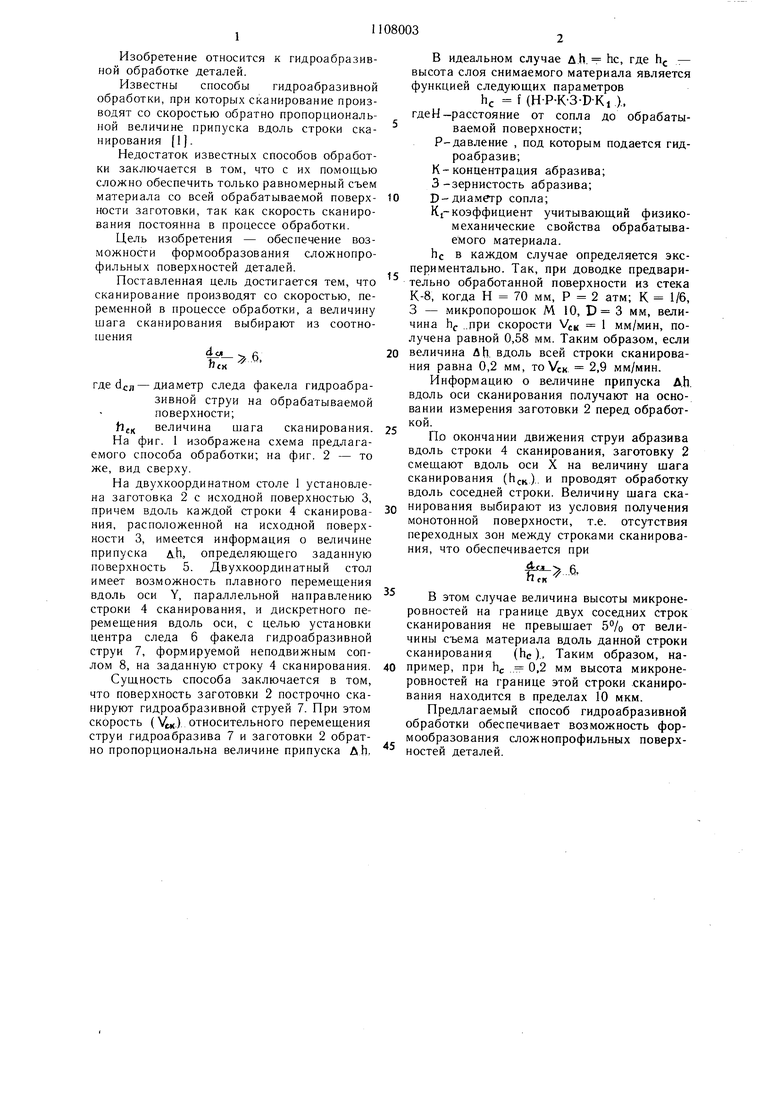
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2245776C1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ МЕТАЛЛОВ | 2012 |
|
RU2536128C2 |
| СПОСОБ ДИСКРЕТИЗАЦИИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2520169C1 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| СПОСОБ УСТРАНЕНИЯ ЭФФЕКТА ШАРЖИРОВАНИЯ ПРИ ГИДРОАБРАЗИВНОМ РАЗДЕЛЕНИИ ВЯЗКИХ МЕТАЛЛОВ | 2011 |
|
RU2465994C2 |
| СПОСОБ ДИСКРЕТИЗАЦИИ РЕЖУЩЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2014 |
|
RU2589993C1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ гидроабразивной обработки с осцилляцией струи | 2017 |
|
RU2688007C1 |
| СПОСОБ РАСПИЛОВКИ ТУШ НА ПОЛУТУШИ | 2011 |
|
RU2464789C1 |
| Способ электрохимического формообразования регулярного рельефа | 1989 |
|
SU1696197A1 |
СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, при котором сканирование производят со скоростью, обратно пропорциональной величине припуска / вдоль строки сканирования, отличающийся тем, что, с целью обеспечения возможности формообразования сложнопрофильных поверхностей деталей, сканирование производят со скоростью, переменной в процессе обработки, а величину шага сканирования выбирают из соотношения Т- где ,- диаметр следа факела гидроабразивной струи на обрабатываемой поверхности; hex - величина шага сканирования. X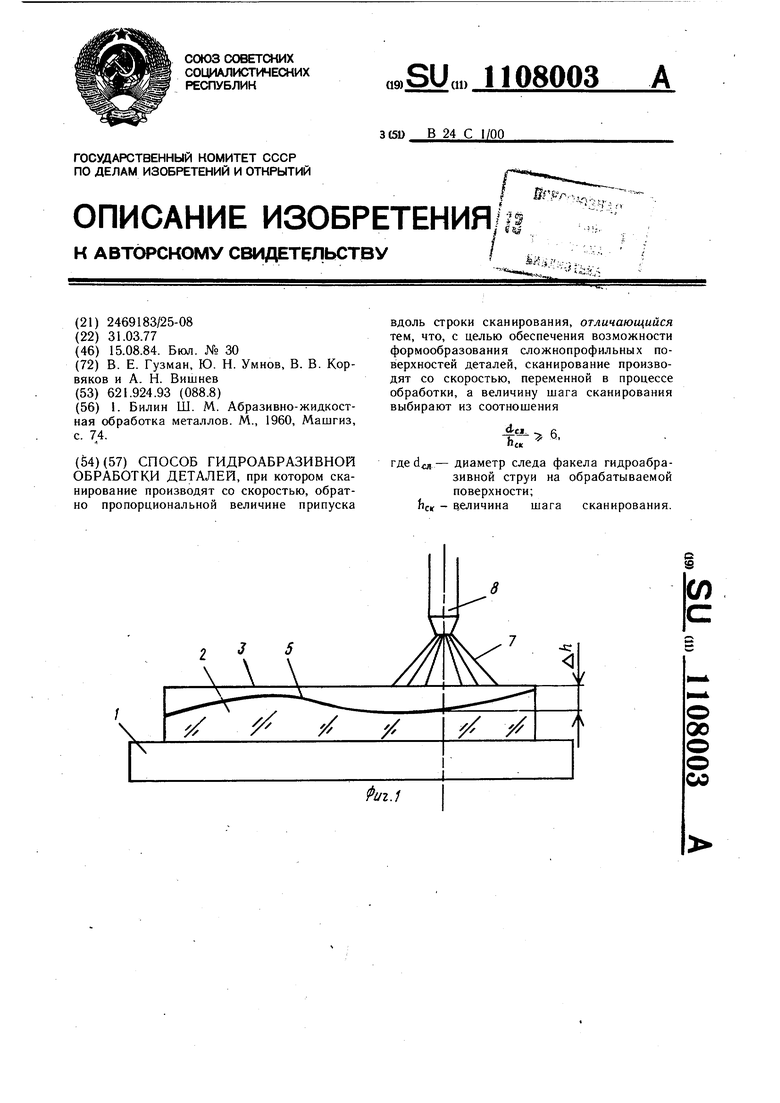
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Билин Ш | |||
| М | |||
| Абразивно-жидкостная обработка металлов | |||
| М., 1960, Машгиз, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
