Способ относится к комбинированным методам разделения металлов струйным методом со свободным абразивом и удалением припуска анодным растворением.
Известен способ [1, стр.41-50] гидроабразивной резки с использованием водной струи с абразивным песком или гранулами при высоком давлении. К недостаткам способа относится снижение качества поверхностного слоя при разделении вязких материалов из-за внедрения свободного абразива в обрабатываемый металл в области его обработки.
Известен способ [2, стр.97] струйной электрохимической обработки. Недостатком этого метода является сложность настройки для удаления эффекта шаржирования.
В качестве аналога выбираем способ [2].
Предлагаемый способ позволяет удалять эффект шаржирования и улучшать качество поверхностного слоя.
Способ осуществляют струйным методом с использованием в воде свободного абразива и анодного растворения припуска. Способ отличается тем, что после разделения металла подачу свободного абразива прекращают, подают токопроводящую жидкость, подают ток и анодным растворением удаляют припуск с поверхностей после разделения материала на глубину не менее 2/3 наибольшего размера зерен свободного абразива, применяемого для струйного метода.
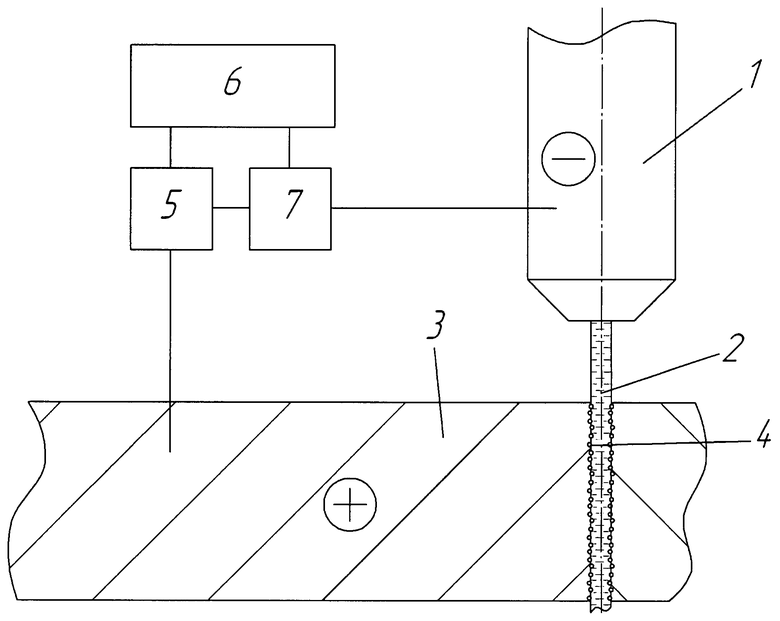
На фигуре показана схема способа устранения эффекта шаржирования.
Режущая головка 1, которая одновременно является токоподводом к жидкой рабочей среде 2, включающей промышленную воду или слабый раствор нейтральных солей, противостоит разделяемому вязкому металлу 3, в котором присутствует застрявший абразив 4. Головка 1 и металл 3 подключены к источнику постоянного тока 5 с регулятором напряжения 6 и амперметром 7. При этом катодом является головка 1.
Способ осуществляют следующим образом.
На координатный стол станка (на фигуре не показан) устанавливают вязкий металл 3 и производят его разрезку по программе, после чего отключают подачу свободного абразива, уменьшают давление струи жидкости до значения, достаточного для обеспечения рекомендованной скорости потока рабочей среды 2, например в [2, стр.137-142], и подключают к головке 1 отрицательный полюс источника постоянного тока 5, а к металлу 3 - положительный полюс. Повышают напряжение на головке 1 и металле 3 регулятором напряжения 6 до верхней рекомендованной границы, например в [2, стр.142-144]. После чего производят обработку по тому же контуру, что и разрезание, с максимальной подачей, достаточной для удаления с поверхности разделенного металла припуска на глубину не менее 2/3 наибольшего размера зерен свободного абразива, что гарантирует удаление с обработанной поверхности всего свободного абразива, внедрившегося в поверхность разделения. Силу тока контролируют при помощи амперметра 7, сигнал с которого поступает на регулятор напряжения 6. Установленную силу тока поддерживают регулятором напряжения 6 по величине напряжения от источника постоянного тока 5.
Пример осуществления способа.
По предлагаемому способу разрезают алюминиевые листы толщиной 12 мм в водной рабочей среде, состоящей из свободного абразива в виде гранатового концентрата GMA 80 со средним размером зерна 150-300 мкм в промышленной воде, при давлении, равном 400 МПа, и с подачей струи 500 мм/мин. После чего подача свободного абразива прекращается, давление жидкости уменьшают до 2 МПа. Включают источник постоянного тока - выпрямитель с регулятором напряжения. Устанавливают напряжение на электродах 200 В, расстояние от сопла до заготовки устанавливают равным 5 мм, время обработки - 120 с. Полученные результаты: на поверхности заготовки отсутствовали вкрапления абразива, шероховатость поверхности в зоне обработки составляет Ra=4,3 (до удаления эффекта шаржирования эта величина была Ra=6,2).
Источники информации
1. Павлов Э. Гидроабразивная резка // Умное производство, №1 (7), 2009.
2. Артамонов Б.А., Волков Ю.С., Дрожалова В.И. и др. Электрофизические и электрохимические методы обработки материалов. Учеб. пособие (в 2-х томах). Т.I. Обработка материалов с применением инструмента/Под ред. В.П.Смоленцева. - М.: Высш. шк., 1983, 247 с., ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОГО РАЗДЕЛЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ | 2010 |
|
RU2455132C1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ МЕТАЛЛОВ | 2012 |
|
RU2536128C2 |
| СПОСОБ АНОДНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2009 |
|
RU2411111C2 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С АНИЗОТРОПНЫМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2639747C2 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2333820C1 |
| Способ исследования физических свойств металлических деталей струей абразива | 1985 |
|
SU1272172A1 |
| Способ обработки деталей | 1986 |
|
SU1653921A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
Изобретение относится к комбинированным методам металлообработки. Способ включает разделение металла струйным методом с использованием в воде свободного абразива и анодное растворение припуска, отличается тем, что после разделения металла подачу свободного абразива прекращают, а эффект шаржирования устраняют путем подачи токопроводящей жидкости, тока и удаления припуска с поверхности металла анодным растворением на глубину не менее 2/3 наибольшего размера зерен свободного абразива, используемых для струйного метода. Предлагаемый способ позволяет удалять эффект шаржирования и улучшать качество поверхностного слоя. 1 ил., 1 пр.
Способ гидроабразивного разделения вязкого металла с устранением эффекта шаржирования, включающий разделение металла струйным методом с использованием в воде свободного абразива и анодное растворение припуска, отличающийся тем, что после разделения металла подачу свободного абразива прекращают, а эффект шаржирования устраняют путем подачи токопроводящей жидкости, тока и удаления припуска с поверхности металла анодным растворением на глубину не менее 2/3 наибольшего размера зерен свободного абразива, используемых для струйного метода.
| Артамонов В.А | |||
| и др | |||
| Электрофизические и электрохимические методы обработки материалов | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| В.П | |||
| Смоленцева | |||
| - М.: Высшая школа, 1983, т.1, с.247 | |||
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 2001 |
|
RU2211122C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2247635C1 |
| Способ формирования рельсового блока из арочных рельсов с главой в замке арки | 2015 |
|
RU2624478C2 |

