сд
;о
00
Изобретение относится к .станкостроению, а именно к зажимным устройствам для металлорежущих станков.
Известно устройство для зажима полых деталей, в корпусе которого расположена тяга, связанная с наклонными -кулачками и механизмом зажима 1.
Однако известное устройство не обеспечивает центрирование детали конической формы с неровными торцами, так как центрирование обрабатываемой детали и ее зажим осущестэляется по опорному торцу, а также не регулирует усилие зажима .
Целью изобретения является расширение технологических возможностей.
Указанная цель достигается тем, что устройство для зажима полых деталей, в корпусе которого расположена тяга, связанная с наклонными кулачками и механизмом зажима, снабжено центратором с подвижными зажимными кулачками и гидроприжимами, а механизм зажима выполнен в виде двух аксиально расположенных гидроцилиндров, шток поршня одного из которых связан с тягой, а на поршне другого установлены введенные в устройство опорные диски, причем гидроприжимы установлены на наклонных кулачках.
Каждый гидроприжим выполнен в виде двухсекционного гидравлического цилиндра с обратными клапанами, расположенными между секциями, при этом шток поршня одной из секций гидроцилиндра жестко связан с введенными в устройство прижимными кулачками, а поршень другой секции подпружинен.
Механизм зажима снабжен обратными клапанами, расположенными в связанном с тягой поршне гидроцилиндра, и подпружиненным дополнительным поршнем, установленным в заштоковой полости последнего.
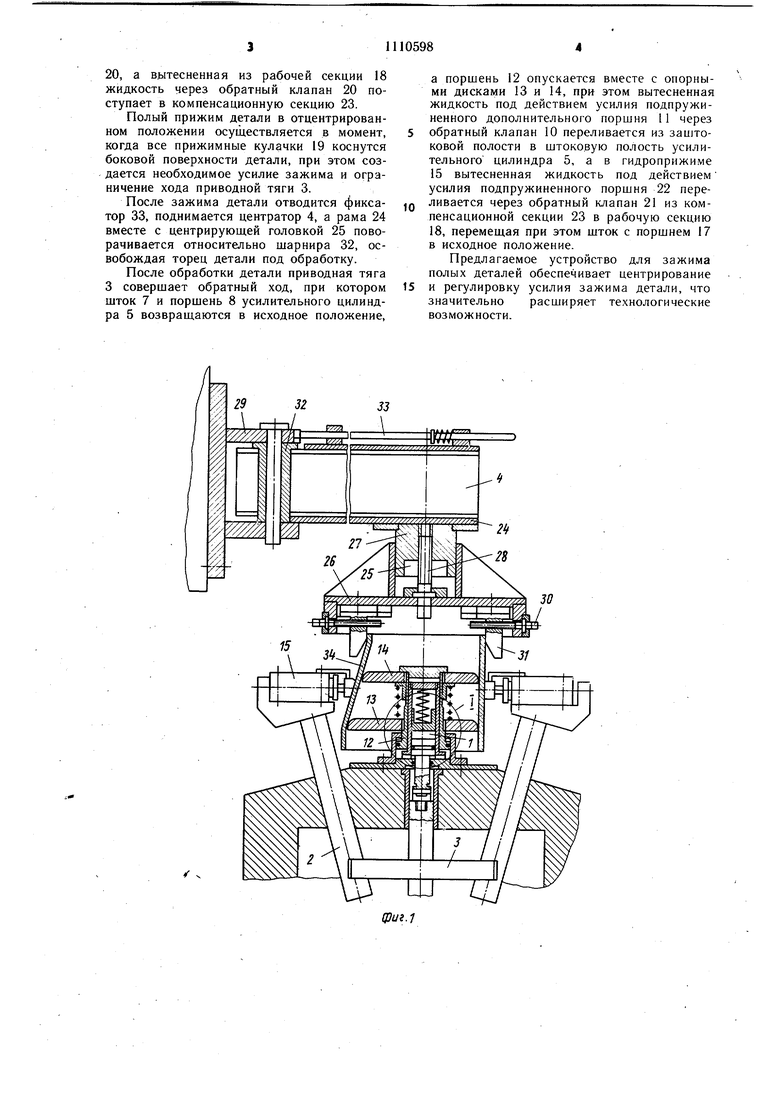
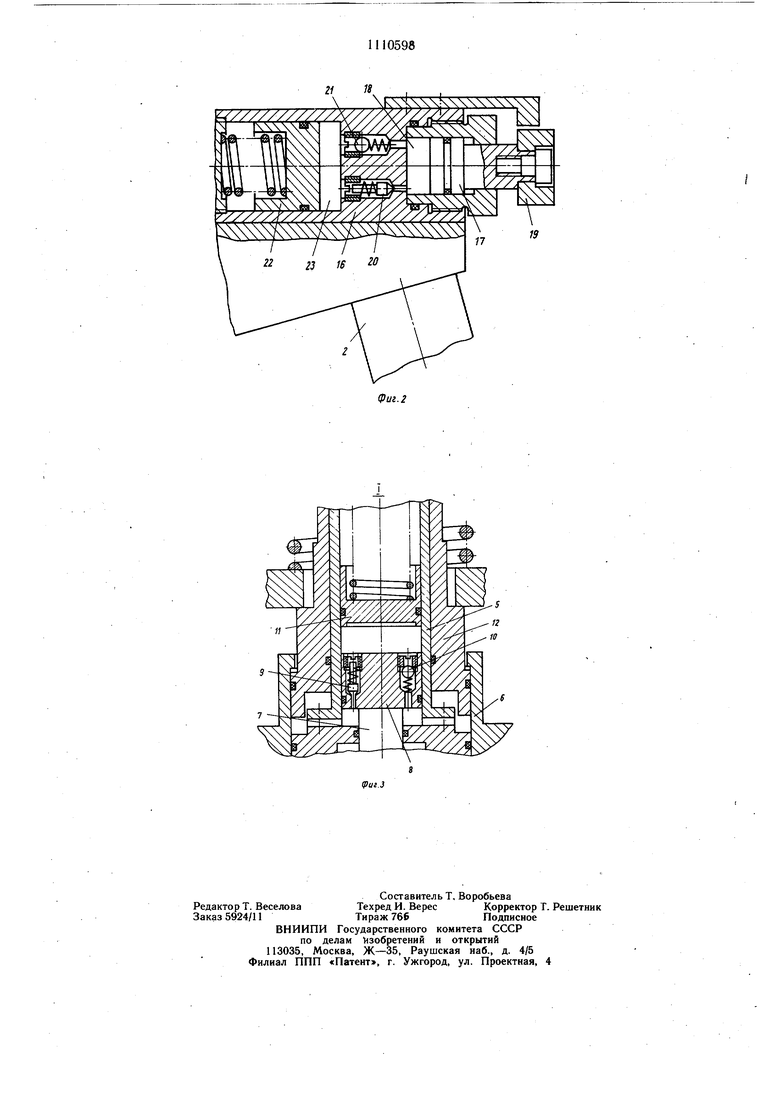
На фиг. 1 изображено устройство, обШИЙ вид; на фиг. 2 - конструкция гидроприжима; на фиг. 3 - узел 1 на фиг. 1.
Устройство для зажима полых деталей .содержит механизм зажима 1, связанный с наклонными кулачками 2 посредством приводной тяги 3, и поворотный центратор 4, Механизм зажима 1 содержит два аксиально расположенных гидроцилиндра 5 и 6, усилительный и рабочий соответственно. : Шток 7 усилительного гидроцилиндра
5связан с цриводной тягой 3, а в поршне 8., встроены два обратных клапана 9 и 10.
6 заштоковой полости усилительного гидроцилиндра 5 установлен подпружиненный дополнительный поршень 11.
На поршне 12 рабочего гидроцилиндра
6установлены опорные диски 13 и 14, причем опорный диск 14 подпружинен. На наклонных кулачках 2 установлены гидроприжимы 15, каждый из которых содержит
двухсекционный гидравлический цилиндр 16, содержащий шток с поршнем 17, установленный в рабочей секции 18 и жестко связанный с прижимным кулачком 19, два 5 встроенных в цилиндр 16 обратных клапана 20 и 21, а также подпружиненный поршень 22, установленный в компенсационной секции 23.
Поворотный центратор 4 содержит свар0 ную раму 24, центрирующую головку 25, смонтированную на подвижной плите 26 и установленную в направляющей 27, регулировочный винт 28 и кронштейн 29. Hd подвижной плите 26 установлены регулируемые при помощи винтов 30 подвижные
5 зажимные кулачки 31. Сварная рама 24 закреплена при помощи шарнира 32 на кронштейне 29 и снабжена фиксатором 33. Устройство работает следующим образом.
0 После установки детали 34 на подпружиненный опорный диск 14 рама 24 центратора 4 поворачивается относительно шарнира 32, а затем опускается вместе с кронштейном 29, при этом центрирующая головка 25 устанавливается над торцом де5 тали 34 и стопорится фиксатором 33. Для центрирования детали 34 подвижные зажимные кулачки 31 при помощи винтов 30 устанавливаются на необходимый диаметр, а винтом 28 и подвижной плитой 26,
Q перемещающейся по направляющей 27, устанавливается необходимый зазор по высоте между торцом детали 34 и подвижными зажимными кулачками 31.
Подается команда на включение механизма зажима 1, при этом приводная тяга
3 начинает перемещаться вместе с наклонными кулачками 2, штоком 7 и поршнем 8. При перемещении порщня 8 обеспечивается подача рабочей жидкости под поршень 12 рабочего гидроцилйндра 6, при этом осуществляется подъем опорных дисков 13 и 14 и прижатие торца детали 34 по наружному диаметру к подвижным зажимным кулачкам 31. После прижатия торца детали поршень 8 продолжает перемещаться под действием штока 7 и приводной тя5 ги 3, при этом усилие прижима обеспечивается при помощи клапана 9, а вытесненная жидкость через клапан 9 поступает в заштоковую полость усилительного цилиндра 5.
По мере хода приводной тяги 3 и при0 жимных кулачков 19 гидроп-рижимы 15, перемещаясь, взаимодействуют с боковой поверхностью детали 34. При взаимодействии прижимного кулачка 19 с боковой поверхностью детали 34 шток с поршнем 17, пеJ ремещаясь, сжимает рабочую жидкость и создает давление в рабочей секции 18 двухсекционного гидравлического цилиндра 16. Поддержание необходимого усилия прижима кулачка 19 обеспечивает обратный клапан
20, а вытесненная из рабочей секции 18 жидкость через обратный клапан 20 поступает в компенсационную секцию 23.
Полый прижим детали в отцентрированном положении осуц ествляется в момент, когда все прижимные кулачки 19 коснутся боковой поверхности детали, при этом создается необходимое усилие зажима и ограничение хода приводной тяги 3.
После зажима детали отводится фиксатор 33, поднимается центратор 4, а рама 24 вместе с центрирующей головкой 25 поворачивается относительно шарнира 32, освобождая торец детали под обработку.
После обработки детали приводная тяга 3 совершает обратный ход, при котором шток 7 и поршень 8 усилительного цилиндра 5 возвращаются в исходное положение.
а порщень 12 опускается вместе с опорными дисками 13 и 14, при этом вытесненная жидкость под действием усилия подпружиненного дополнительного поршня 11 через обратный клапан 10 переливается из заштоковой полости в штоковую полость усилительного цилиндра 5, а в гидроприжиме 15 вытесненная жидкость под действием усилия подпружиненного поршня 22 переливается через обратный клапан 21 из компенсационной секции 23 в рабочую секцию 18, перемещая при этом щток с поршнем 17 в исходное положение.
Предлагаемое устройство для зажима полых деталей обеспечивает центрирование и регулировку усилия зажима детали, что значительно расширяет технологические возможности.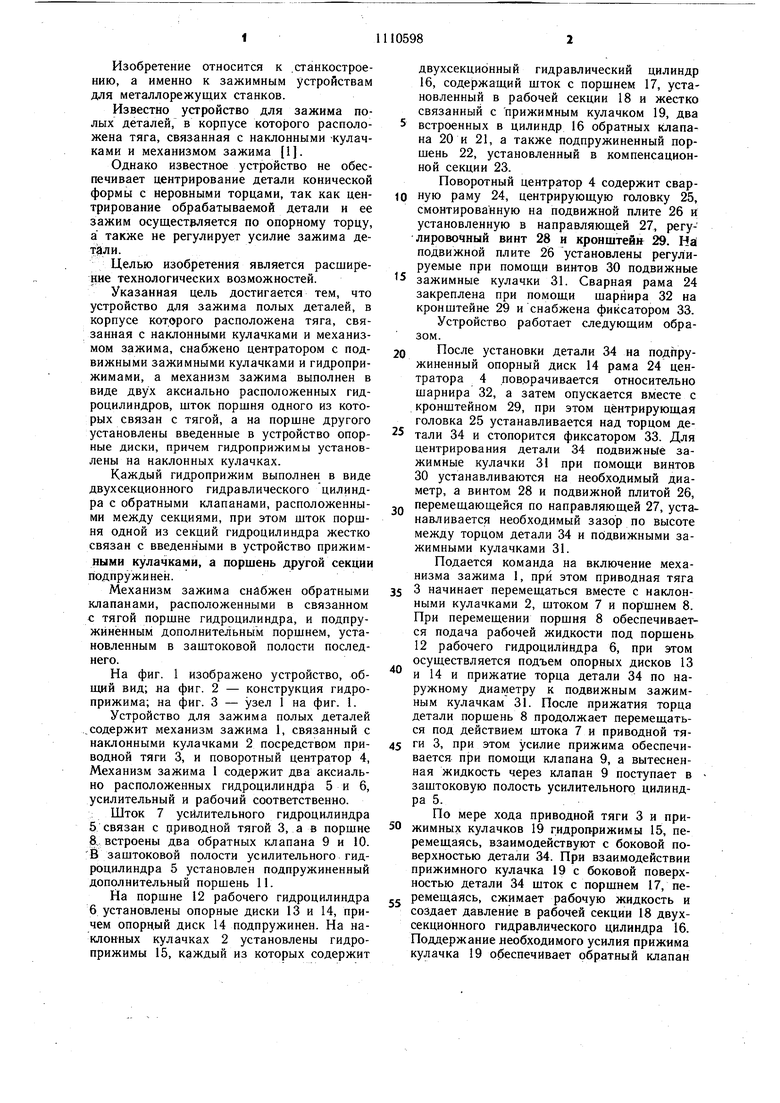
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство машины для сварки трением | 1985 |
|
SU1303334A1 |
| Вращающийся гидроцилиндр | 1978 |
|
SU929896A1 |
| РЕКУПЕРАТИВНЫЙ ГИДРОПРИВОД ЛЕСНОГО МАНИПУЛЯТОРА | 2011 |
|
RU2461182C1 |
| Гидравлическое прижимное устройство к ножницам | 1982 |
|
SU1055598A1 |
| РЕКУПЕРАТИВНЫЙ ГИДРОПРИВОД ПОЧВООБРАБАТЫВАЮЩЕГО АГРЕГАТА | 2005 |
|
RU2294613C1 |
| Шлифовальный станок для обработкидЕРЕВяННыХ угОльНиКОВ | 1979 |
|
SU831558A1 |
| Зажимное устройство | 1983 |
|
SU1144834A1 |
| Гидравлический зажим для крепления шпунта,свай и других подобных элементов на вибрационном устройстве | 1986 |
|
SU1402651A1 |
| Устройство для обработки дисков железнодорожных колес | 1988 |
|
SU1613231A1 |
| ВРАЩАЮЩИЙСЯ ГИДРОЦИЛИНДР ПРИВОДА ЗАЖИМНЫХ УСТРОЙСТВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1990 |
|
RU2014521C1 |
1. УСТРОЙСТВО ДЛЯ ЗАЖИМА ПОЛЫХ ДЕТАЛЕЙ, в корпусе кото рого расположена тяга, связанная с наклонными кулачками и механизмом зажима, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено центратором с подвижными зажимными кулачками и гидроприжимами, а механизм зажима выполнен в виде двух аксиально расположенных гидроцилиндров, шток поршня одЯого из которых связан с тягой, а на поршне другого установлены введенные в устройство опорные диски, причем гидроприжимы установлены на наклонных кулачках. 2.Устройство по п. 1, отличающееся тем, что каждый гидроприжим выполнен в виде двухсекционного гидравлического цилиндра с обратными клапанами, расположенными между секциями,-. при этом шток поршня одной из секции- Тидроцилиндра жестко связан с введенными в устройство прижимными кулачками, а поршень другой секции подпружинен. 3.Устройство по п. 1, отличающееся тем, что, .с целью регулирования усилия зажима, механизм зажима снабжен обратными кла(Л панами, расположенными в связанном с тягой поршне гидроцилиндра, и подпружиненным дополнительным поршнем, установленным в заштоковой полости последнего.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патрон для зажима нежестких полых деталей | 1974 |
|
SU554084A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
