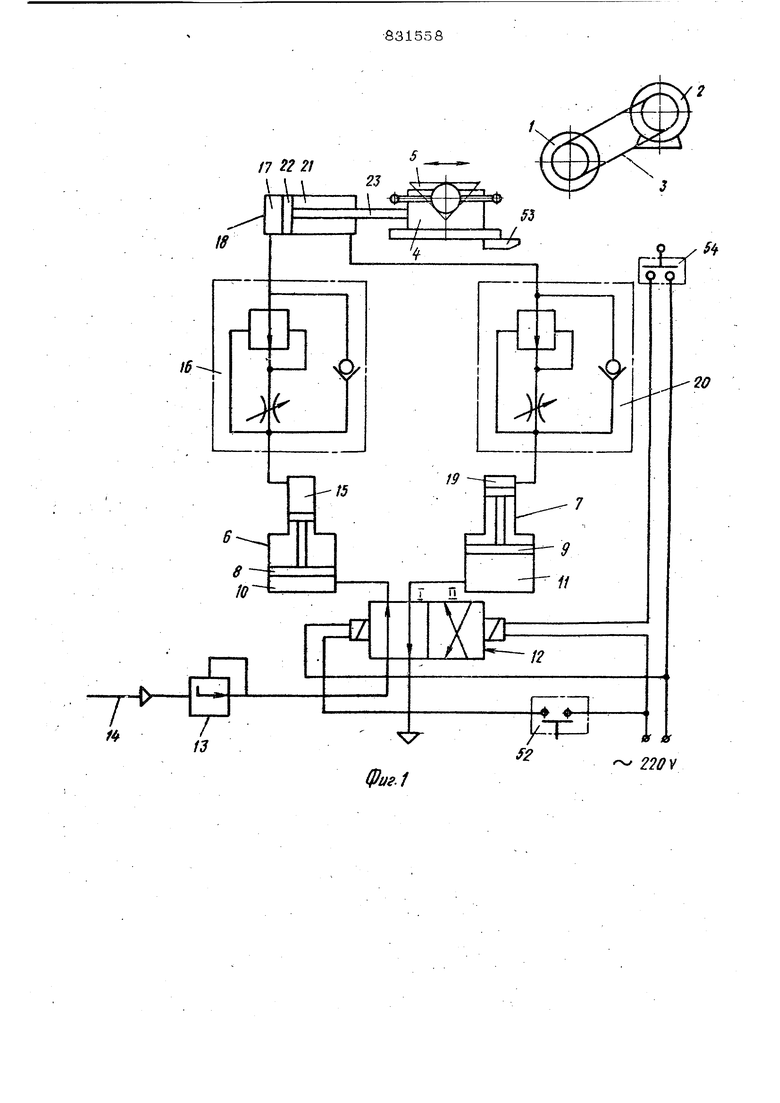
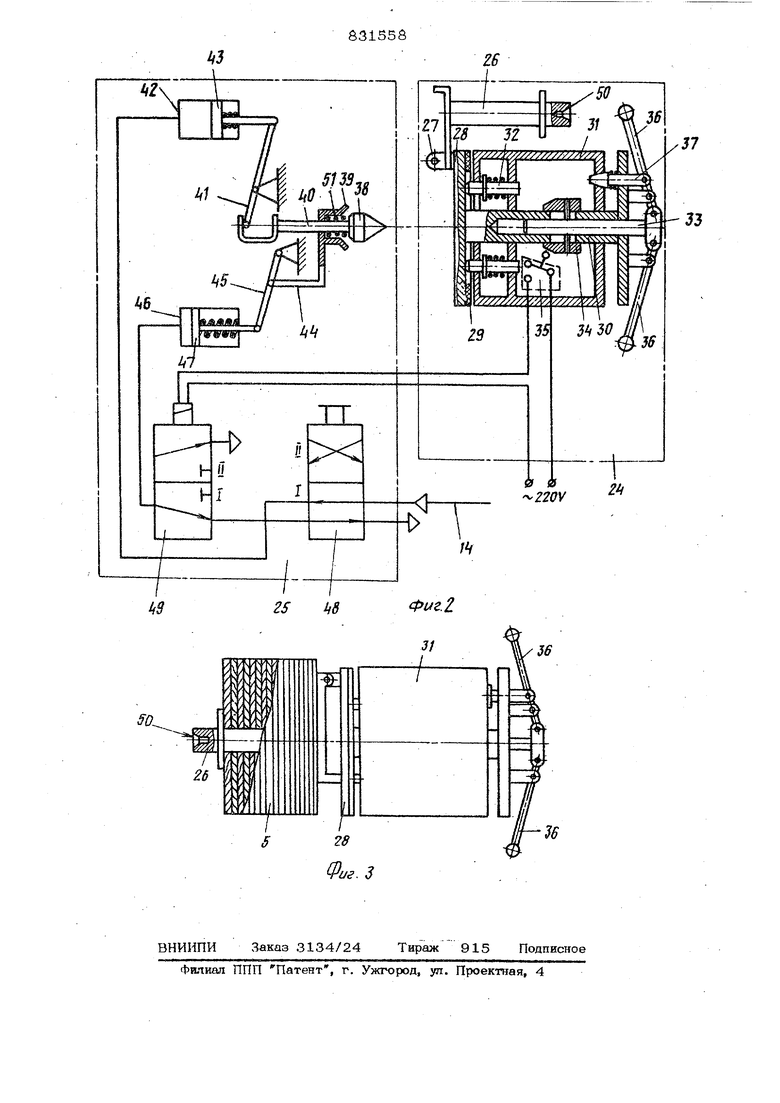
Изобретение относится к станкам и устройствам для шлифования цревесины, а именно рабочих кромок церевянных угольников, и может применяться в мебельном, строительном и других деревообрабатывающих производствах. Известен шлифовальный станок для об работки церевянных угольников, включаю щий круглый стол с выемкой, снабженны винтом с микрометром и прижимным механизмом с коническим роликом, привод и рабочий орган из двух установленных в горизонтальной плоскости шлифовальных дисков, один из которых обдирочный, а другой чистовой fil. Недостатком этого станка является выполнение рабочего органа в виде диско которые не обеспечивают равномерное шлифование из-за разной скорости поверх ностей дисков, отсутствие возможности изменения скорости подачи во время шля фсдаанил, что не позволяет оптимизиро ть скорость подачи при большой глубине шлифования. Известен также станок плоскошлифовальный трехцилиндровый, включающий шлифовальные цилиндры, приводы шлифовальных цилиндров, конвейер для подачи обрабатываемых изделий, привод конвей- ера 2. Р1едостатком станка является отсутствие устройства, обеспечивающего шлифование поверхностей, расположенных под заданным углом относительно друг друга, а также отсутствие возможности изменения скорости поаачи во время шлифования, что не позволяет оптимизировать скорость подачи при большой глубине шлифования. Цель изобретения - улучшение качества шлифования и повышение производительности станка. Поставленная цель достигается тем, что в шлифовальный станок для обработки деревянных угольников, включающий шлифовальный цилиндр, привод шлифовального цилиндра, устройство подачи, введен привод устройства подачи, содержащий два пнввмогиоромультипликага, пневматические полосги которых через воаоухораспрецелитель и регулятор давления подключены к системе сжатого воздуха, а гидрг вличэская полость одного из пнев- могицромультиплнкаторов через регулятор расхода подключена к полости прямо го хода гидроаилинцра, а гидравлическая полость другого пневмогидромультяплй- катора через регулятор расхода подключена к полости обратного хода того же гидроцилиндра, шток которого кинематически связан с устройством подачи, содержащим оправку для крепления обрабатываемых угольников, механизм фиксации положения угольников и зажимной механизм, состоящий из зажимной втулки и зажимного конуса, причем зажимная втул ка имеет связь управления от механизма фиксации, а оправка соединена с меха , низмом фиксации при помощи устройства для установки ее в загрузочное положение. Пневмогидравлический привод устрой ства подачи обеспечивает оптимальную скорость подачи, которая зависит от глубины шлифования. Таким образом достигается высокое качество обработки при максимальной производительности. Оптимизация скорости подачи осущест вляется путем установки максимально до пустимой скорости холостого хода при по мощи регуляторов раскода гидравлическо части привода подачи и путем установки оптимальной величины усилия, прилагаемой к обрабатываемым угольникам для преодоления сил резания. Величина усилия устанавливается регуляторе давления пневматической части привода подачи, а оптимальная скорость подачи устанавливается автоматически, по мере пре одоления силой, развиваемой приводом подачи, сил резания, величина которых з висит ог глубины шлифования в каждом конкретном участке обрабатываемых угол ников. Устройство подачи обеспечивает установку и быстрый поворот обрабатываемы угольников в положения, необходимые дл шлифования рабочих кромок угольников, расположенных под заданным углом друг относительно друга. На фиг. 1 изображена принципиальная схема привода подачи, на фаг, 2 - принципиальная схема устройства подачн; на фиг. 3 - механизм фиксации положения угольников с оправкой, установленной в рабочем положении. S 84 Шлифовальный станок для обработки еревянных угольников состоит из шлифоального цилиндра 1 с приводом, включащим электродвигатель 2 и приводной емень 3, устройство 4 подачи обрабатыаемых угольников 5 и привод подачи, ключающий два пневмогидромультипликаора 6 и 7, содержащие поршни 8 и9. невматические полости 10 и 11 пневмо- идромультипликаторов 6 и 7 через возухораспределитель 12 и регулятор 13 авления подключены к системе 14 воздуха. Гидравлическая полость 15 невмогиаромупьтипликатора 6 через регулятор 16 расхода подключена к полости 17 прямого хода гидроцилиндра 18, а идравлическая полость 19 пневмогидромультипликатора 7 через регулятор 20 расхода подключена к полости 21 обратного хода гидроцилинцра 18. Порщень 22 через шток 23 гидродилинара 18 кинематически связан с устройством 4 подачи, несущим обрабатываемые угольники 5. Устройство 4 подачи состоит из механизма 24 фиксации положения угольников 5 и механизма 25 зажима. Механизм 24 фиксации содержит оправку 26 для крепления обрабатываемых угольников 5, установленную при помощи щарнира 27 на тшанщайбе 28, имеющей фрикционные накладки 29, Оправка 26 вместе с планшайбой 28 при помощи оси ЗО установлена в корпус 31, содержащий два подпружиненных толкателя 32. Внутри оси 30 установлен шток 33 с кулачком 34, расположенным около электрического концевого выключателя 35. Шток 33 шарнир- но связан с ручками 36, одна из которых кинематически связана с фиксатором 37. Механизм 25 зажима содержит зажимной конус 38 и зажимную втулку 39. Зажимной конус 38 через тягу 40 и рычаг 41кинематически связан с пневмоцилиндром 42, имеющим поршень 43. Зажимная втулка 39 через тягу 44 и рычаг 45 кинематически связана с пневмоцилиндром 46, имеющим поршень 47. Пневмоцилиндр 42подключен к системе 14 сжатого воздуха через воздухораспределитель 48 ручного управления, а пневмоцилиндр 46 имеет связь управления от механизма 24 фиксации положения угольников 5 через элекгроуправляемый воздухораспределитель 49. Для зажима оправки 26 с угольниками 5 в рабочем положении оправка 26 имеет центровое отверстие 5О. Между зажимным конусом 38 и зажимной втулкой 39 установлена пружина 51. Для пуска привода подачи имеется кнопка 52. На корпусе устройства 4 подачи установлен кулачок 53, а на корпусе ста ка - концевой выключатель 54, служащи цля включения обратного хода устройств 4 подачи. Подготовка станка к работе Состоит из двух этапов: пуска электродвигателя 2, приводящего во вращение шлифовальный цилиндр 1, и включения системы 14 сжатого воздуха. После пуска электродвигателя 2 шлифовальный цилиндр 1 выходит на номинальные обороты и вращ ется с постоянной угловой скоростью. Включение системы 14 сжатого воздуха осуществляется следующим образом Из цеховой системы подготовки ежатый воздух поступает в систему сжатого воздуха устройства 4 подачи и привода подачи. В системе сжатого воздуха привода подачи {фиг. 1) сжатый воздух через регулятор 13 давления, воздухораспределитель 12 поступает в пневматичес кую полость 11 пневмогидромультиплика тора 7. Поршень 9 пневмогидромульти- пликатора 7 сжимает рабочую жидкость, находящуюся в гидравлической полости 19. Рабочая жидкость через регулятор. 20 расхода поступает в полость 21 обратного хода гидроцилиндра 18, поршень 22 гидроцилиндра 18 через щток 23 передвигает устройство 4 подачи в левое крайнее положение (по чертежу). В системе сжатого воздуха устройства подачи (фиг. 2) сжатый воздух через воздухораспределитель 48 поступает в пневмоцилинцр 42, поршень 43 которого через рычаг 41 и тягу 4О отодвигает зажим. ной конус 38 в левое (по чертежу) край нее положение.Станок работает следующим образом. На оправке 26 крепятся обрабатываемые угольники 5, Оправка 26 с обрабатываемыми угольниками 5 (фиг. 3) устанавливается в рабочее положение. Воздухораспределитель 48 (фиг. 2) переводится в положение II, сжатый воздух из системы 14 сжатого воздуха через воздухо- распрецелйтели 48 и 49 поступает в пневмоцилиндр 46, поршень 47 которого через рычаг 45 и тягу 44 передвигает зажимную втулку 39 направо (по чертежу) и, увлекая за собой зажимной конуЬ, 38, прижимает его к центровому отверстию 5О оправки 26. Одновременно ежатый воздух из пневмоцилинара 42 через воздухораспределитель 48 выходит в ат- . осферу, поршень 43 пневмоцилиндра 42 передвигается налево (по чертежу), рычаг 41 поворачивается против часовой стрелки, освобождая тягу 4О для передвижения конуса 38 под действием зажимной втулки 39, После того, как оправка 26 с обрабатываемыми угольниками 5 зажата в устройстве 4 подачи (фиг. 1), нажимается кнопка 52, замыкается электрическая цепь левого электромагнита воздухораспределителя 12. Воздухораспределитель 12 переключается в положение Л, сжатый воздух из системы 14 сжатого воздуха через воздухораспределитель 12 поступает в пневматическую полость 10 пневмогидромультипликатора 6, поршень 8 пневмогидромультипликатора 6 сжимает рабочую жидкость, находящуюся в гидрав-т лической полости 15, рабочая жидкость через регулятор 16 расхода поступает в полость 17 прямого хода гидроцилиндра 18, шток 23 которого передвигает устройство 4 подачи с обрабатываемыми угольниками 5 под шлифовальным цилиндром 1, где происходит шлифование рабочих кромок одной из сторон угольников 5. После того, как устройство 4 подачи пройдет под шлифовальным цилиндром 1 расстояние, необходимое для шлифования одной стороны угольников 5, кулачок 53, установленный на корпусе устройства подачи, нажимает на концевой выключатель 54. Контакты выключателя 54 соединяют цепь правого электромагнита воздухораспределителя 12. он переключается в положение Т, сжатый воздух поступает в пневматическую полость 11 пневмогкдромуль- типликатора 7, рабочая жидкость, находящаяся в гидравлической полости 19 под давлением поршня 9, через регулятор 2О расхода поступает в полость 21 обратного хода гидроцилиндра 18, шток 23 которого шремещает устройство 4 подачи в исходное (левое) положение. Д1Я поворота обрабатываемых угольниов 5 вдругое фиксированное положение, еобходимое для шлифования следующей тороны угольников, ручки 36 (фиг. 2) одтягиваются до выхода фиксатора 37 з соединения с корпусом 31. Одновреенно с этим шток 33 вдвигается п ось О и перемещает кулачок 34 налево, конакты концевого выключателя 35 замыаются, соединяя цепь электромагнита оздухораспределителя 49. Воздухораспрелитель 49 переключается в положение , воздух из пневмоцилиндра 46 через оздухораспределитель 49 выходит в ат-
,мсх:феру, рычаг 45 через тягу 44 отодвигает зажимную втулку 39, усилие прижима зажимным конусом 38 оправкл 26, а тем самым и планшайбы 28, уменьшается цо усилия пружины 51. Под деистваем толкателей 32 планшайба 28 от;со- дит от корпуса 31, и при помощи ручек 36 через ось 30 планшайба 28, а тем самым и 26 с обрабатываемыми угольниками. Поворачивается в следуй)- щую позицию для шлифования другой стороны обрабатываемых угольников.
После поворота обрабатываемых угольников нажатием кнопки 52 (фяг, 1) воздухораспределитель 12 переводится в положение П и весь цикл продвижения угояь НИКОВ под шлифсюальным цилиндром 1 и шлифования другой стороны угольников повторяется в указанной последовательности. Затем при помощи ручек 36 оправка 26 с обрабатываемыми угольниками поворачивается в положение, необходимое для обработки их следующей стороны.
После окончания шлифования всех сторон угольников 5 и возвращения устройства 4 подачи в крайнее левое положение воздухораспределитель 48 переводится в положение Т, сжатый воздух из пневмо- цилиндра 46 через воздухораспределители 48 и 49 выходит в атмосферу, рычаг 45 через тягу 44 отодвигает зажимную втулку 39, сжатый воздух из системы 14 сжатого воздуха через воздухораспределитель 48 поступает в пневмоцилиндр 42, поршень 43 которого через рычаг 41 и тягу 4О отодвигает зажимной конус 38 от оправки 26. Оправка 26 переводится в загрузочное положение и снимаются обработанные угольники.
Формула изобретения Шлифовальный станок для обработки деревянных угольников, включающий шлифовальный цилиндр, привод шлифовального цилиндра и устройство подачи с приводом, отличающийся тем, что, с целью улучшения качества обработки и повышения производительности, привод устройства подачи содержит два пневмогидромультипликатора, пневматические полости которых через воздухораспределитель и регулятор давления под ключены к системе сжатого воздуха, а гидравлическая полость одного из пневмогидромультипликаторов через регулятор расхода подключена к полости прямого хода гидроцилиндра, и гидравлическая по лость другого пневмогидромультипликатора через регулятор расхода подключена к полости обратного хода того же гидроцилиндра, шток которого кинематически с-вязан с устройством подачи, содержащим оправку для крепления обрабатываемых угольников, механизм фиксации положения угольников и зажимной механизм, состоящий из зажимной втулки и зажимного конуса, причём зажимная втулка связана с механизмом фиксации, в оправка соединена с механизмом ({иксации при помощи устройства для установки ее в загрузоч- ное положение.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 292754,кл. В 24 В 9/18, 1966.
2.Деревообрабатывающее оборудова
иие. Каталог-справочник.ВНИИДМАШ, НИИМАШ, 1972, лист 13.2.О1. с. 1-2.
/7 2 21
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел шлифовального станка | 1986 |
|
SU1373547A1 |
| Суппорт станка | 1982 |
|
SU1021521A1 |
| УПРОЩЕННЫЙ АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2001 |
|
RU2208513C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦА КОНУСА КИНЕСКОПОВ АБРАЗИВНЫМИ КРУГАМИ | 1992 |
|
RU2042493C1 |
| Устройство для поштучной выдачи плоских заготовок из стопы | 1986 |
|
SU1404147A1 |
| Устройство для крепления изделий | 1989 |
|
SU1731598A1 |
| Устройство для доводки отверстий во втулках плунжеров | 1988 |
|
SU1645112A1 |
| Устройство для охлаждения зоны обработки на шлифовальном станке | 1961 |
|
SU142910A1 |
| МАШИНА ДЛЯ ОЧИСТКИ БЕРД | 1971 |
|
SU307132A1 |
| Устройство для зачистки поверхностей и снятия усиления сварных швов обечаек | 1981 |
|
SU973255A1 |
7
/4
/J
f2
22ffV
Фиг.1
