1
Изобретение относится к текстилр ной промышленности, преимущественЕю к способам и устройствам для получения клеевых ковров, главным образом с pHCiiiKOM, а также однотонных, и меланжированных, и искусственного меха из натуральных, искусственньгх и синтетических нитей.
Известен способ получения нетканого ворсового изделия, включающий образование ворса из жгутов н/или нитей путем подачи их на собирающий элемент, формирование пакетов, разрезание ворса и прикрепление его к промазанной клеем основе 11.
Известный способ имеет низкую производительность, обусловленную наличием ряда операций, причем производительность быстро снижается с увеличением сложности рисунка изделия или числа цветов рисунка. Кроме того, способ не обеспечивает получения четкого рисунка при изготовлении изделий с относительно сложньм рисунком.
Известно устройство для получени ворсового изделия, содержащее собирающий элемент, узел нанесения клея на основу, средство для перемещения основы, приспособление для поддержания промазанной клеем основы и средство для отрезания ворса от пакетов нитей и/или жгутов 1.
Недостатками данного устройства являются низкая производительность и невозможность получения четкого рисунка. Кроме того, устройство не пригодно для изготовления изделий со сложным рисунком, оно громоздко,.
Цель изобретения - увеличение производительности при повышении качества изделия.
Поставленная цель достигается тем, что согласно способу получения нетканого ворсового изделия, включающему образование ворса из жгутов и/или нитей путем подачи их на собирающий элемент, формирование пакетов заданного профиля из жгутов и/или нитей, сбор пакетов в блок, разрезание ворса и прикрепление его к промазанной клеем основе, формирование пакетов заданного профиля и сбор их в блок осу1цествляют на , собирающем элементе с выступанием нижних концевых участков нитей и/ил жгутов за собираю11 ий элемент, при этом прикрепление ворса осуществляю
120742
путем подвода промазанноГ клеем основы к выступающим концевым участкам пакетов и последующего отв(,1да ее на расстояние не менее высоты ворса, 5 а разрезание его осуществляют после этого на расстоянии не менее толщины слоя клея на основе.
В устройстве для осуществления способа , содержащем собирающий элемент, узел 110 нанесения клея на основу, средство для перемещения основы, приспособление для поддержания промазанной клеем основы и средство для отрезания ворса от пакетов нитей и/или жгутов, соби15 рающий элемент выполнен в виде рамки с ячейками и установлен неподвижно над приспособлением для поддержания промазанной клеем основы, при этом Последнее снабжено средством для 20 вертикального перемещения промазанной клеем основы, а средство для отрезания ворса расположено непосредственно под собираю1)м элементом.
Кроме того, приспособление для 2) поддержания промазанной клеем основы выполнено в виде перфорированного металлического листа и жесткой рамы, на которой закреплен перфорированный лист, а средство для вертикального 30 перемещения промазанной клеем основы состоит по крайней мере из одной воздухонадувной подушки с гибким воздухопроницаемьм элементом, при этом перфорированный металлический лист установлен внутри воздухонадувной подушки под гибким воздухопроницаемым элементом .
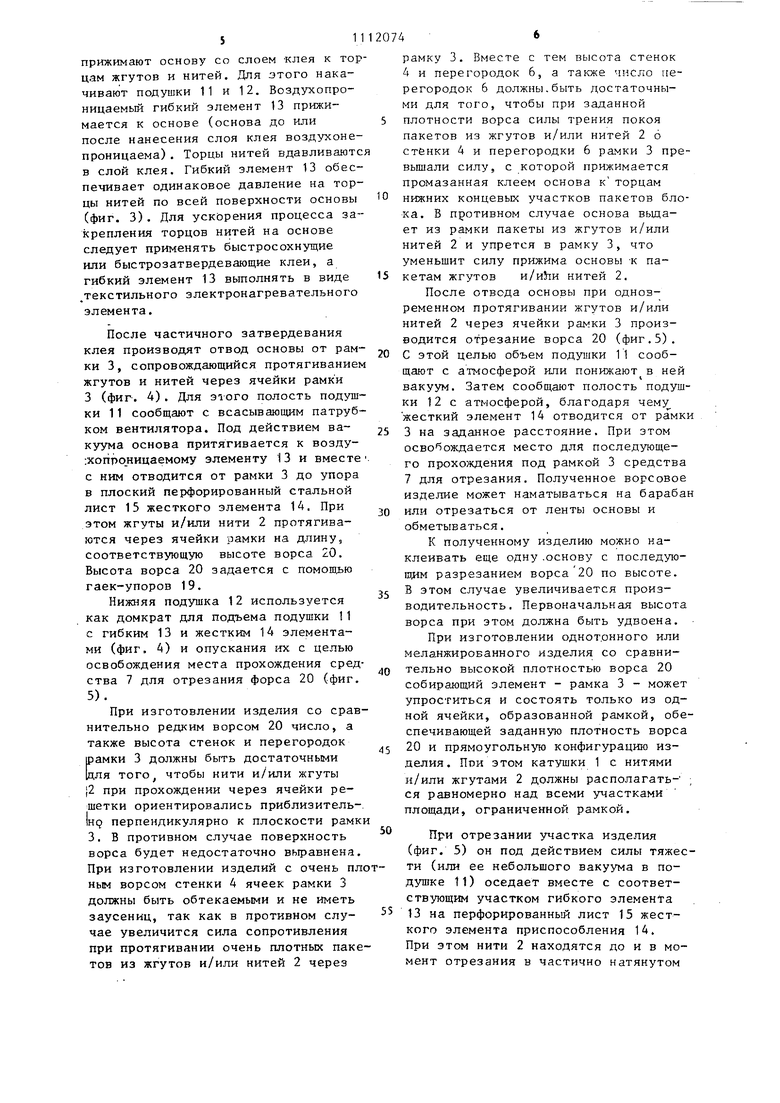
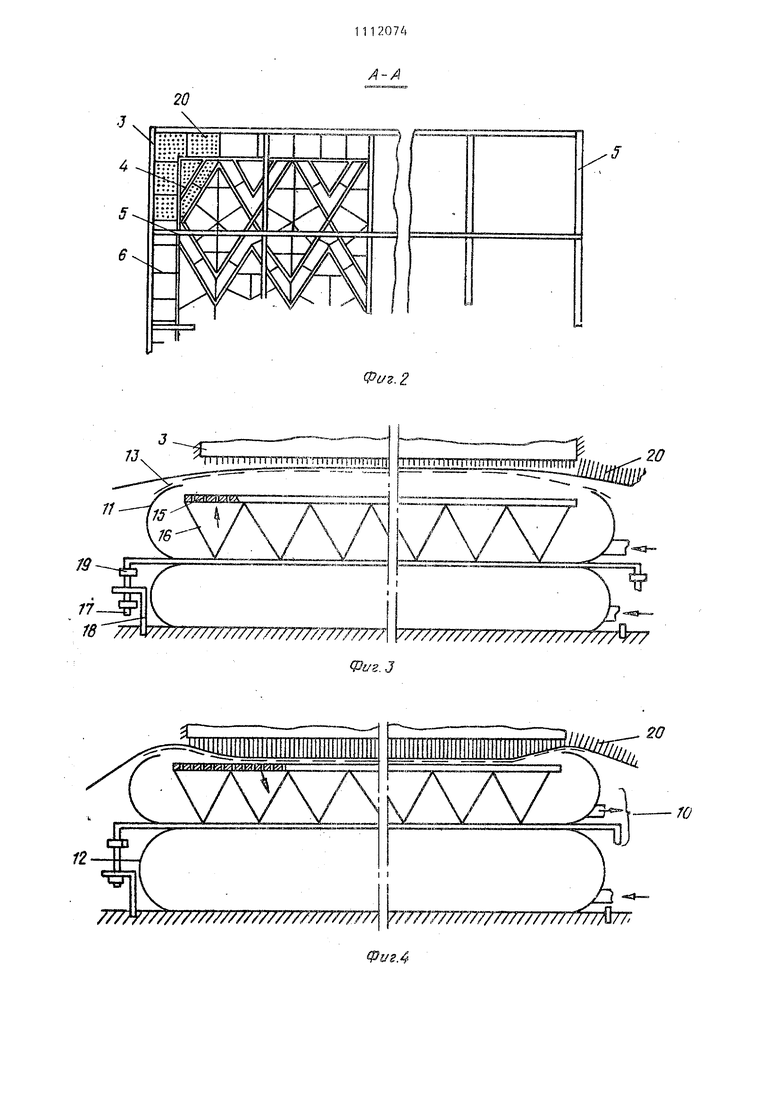
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А Q на фиг, 1 (фрагмент собирающего
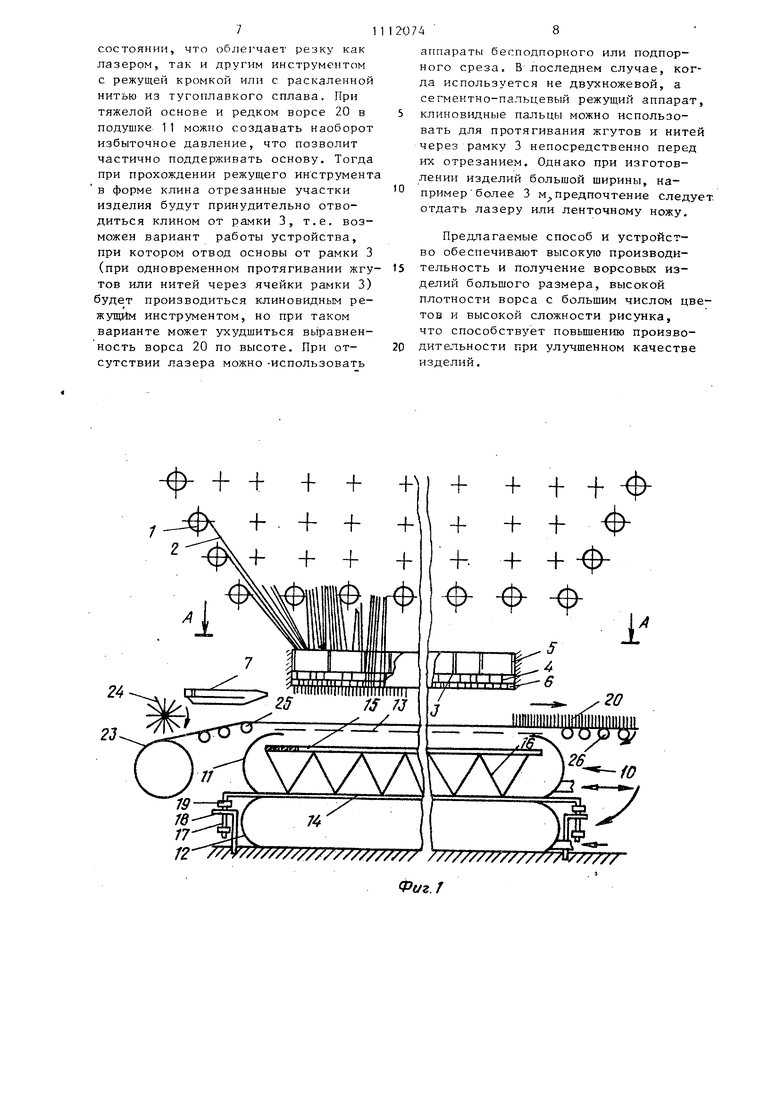
элемента - рещетки); на фиг. 3-5 устройство в положении соответственно Пр1Е1КИм ocHOBbt, Отвод основы и Отрезание ворса ; на фиг. 6 - схема работы средства для отрезания.
Устройство для получения нетканого ворсового изделия содержит катушки 1 с нитями и/или жгутами 2, установленные над собирающим элементом, который выполнен в виде рамки 3, стенки 4 ячеек которой разграничивают элементы рисунка изделия. Кроме названных стенок рамка снабжена ребрами 5 жесткости, а в случае необходимости ячейки рамки 3 разделяются на подъячейки с помощью перегородок 6 (для лучшей выравненности плотности ворса и обеспечения четкости сложности рм.сунка). При этом элементы 4-6 имеют малую толщину и выполнены обтекаемыми. Под рамкой 3 установлено средств 7 для отрезания ворса от пакетов нитей и/или жгутов, в частности концев участков нитей, снабженное лазером 8 и соплом 9 для обдува зоны резания, установленное с возможностью перемещения под рамкой 3 челночным способо (в плоскости, параллельной плоскости рамки 3) и по высоте. Под рамкой 3 и средством 7 установлено средство 10 для вертикальног перемещения промазанной клеем основы, выполненное в виде двух соприкасающихся одна с другой воздухонадувных подушек 11 и 12 из эластичного материала. Верхняя подушка 11 снабжена гибким ;воздухопроницаемым элементом . 13. Элемент 13 может быть выполнен и разреженной ткани или вязаной объемн полимерной сетки с небольшими щелями, или перфорированного нетканого полотна, Элемент 13 установлен со стороны рамки 3 и предназначен для подвода, сушки, захвата и отвода основы. Устройство имеет приспособление 14 для поддержания промазанной клеем основы, выполненное в виде жесткого элемента. Так как перемещения по вер тикали элементов 13 и 14 невелики, то подушки 11 и 12 выполнены в виде сплюснутых баллонов без гофрированных боковых стенок, причем нижняя подушка 12 используется как домкрат для подъема или опускания верхней подушки, снабженной элементами 13 и 14. Подушка 11 может сообщаться поочередно как с всасывающим, так и с нагнетательным патрубками вентилятора (не показан) или с атмосферой. Подушка 12 может сообщаться или с нагнетательным патрубком вентилятора или с атмосферой. Жесткий элемент приспособления 14 в свою очередь,состоит из перфорированного металлического стального листа 15, закрепленного на жесткой раме 16. Такая конструкция элемента обеспечивает при его относительно небольшой массе высокую прочность и исключает его прогиб под действием рабочих нагрузок. Лист 15 и рама 16 находятся внутри подушки 11, причем ВТ рамы 16 жесткого элемента.выведен наружу от подушки 11 консоли, снабженные штоками 17.. Таким образом, жесткий элемент, находящийся внутри подушки 11 под элементом 13, жестко соединен соштоками 17, находящимися снаружи подушки 11. При этом места выхода из подушки 11 консолей со штоками 17 герметизированы (на фиг. 2 .консоли со штоками 17 и места их выхода из подушки 11 не показаны). Штоки 17 перемещаются в направляющих 18, имеющих большую массу или закрепленных на ф ндаменте. На штоках 17по разные стороны от направляющих 18расположены с возможностью перемещения и фиксирования на штоках 17 упоры 19, например в виде raek. Упоры 19ограничивают длину хода жесткого элемента 14, а.также служат для регулирования высоты ворса 20, состоящего из отрезанных от блока пакетов участков жгутов 21 и участков нитей 22 (фиг. 1,3-5). Имеется барабан 23 с основой и узел 24 для нанесения слоя клея на основу. Основа поддерживается роликами 25 и транспортируется приводными роликами 26-средства для перемещения основы или наматьша- ется на барабан (не показан). Способ осуществляют следуюпргм образом. Жгуты и/или нити 2 соответствующего цвета о катушек 1 направляют в ячейки собирающего элемента рамки 3, причем в каждую ячейку (или участок между соседними перегородками 6 ячейки) заправляют столько жгутов и/или нитей 2, чтобы получить заданную плотность ворса 20. При этом число жгутов и/или нитей 2 в каждой из ячеек должно быть приблизительно пропорционально юс площадям. Нити и/или жгуты 2 дожны выступать за рамку 3 на длину не менее слоя клея на основе.Далее к рамке 3 подводят средство 7 для отрезания, включают лазер 8 и подачу воздуха или инертного газа к соплу. Лазер 8 при отрезании перемещается челночным способом. Приспособление 7 для отрезания может обслуживать, несколько устройств, установленных в ряд (фиг.6). После отрезания неровные участки жгутов 21 и участки нитей 22 убирают и ПО.ДВОДЯТ основу под рамку 3 с нанесенным на нее слоем клея (клей наносится на основу узлом 24 сматьшании основы с барабана 23). Затем прижимают основу со слоем -клея к тор цам жгутов и нитей. Для этого накачивают подушки 11 и 12. Воздухопроницаемый гибкий элемент 13 прижимается к основе (основа до или после нанесения слоя клея воздухонепроницаема) . Торцы нитей вдавливаютс в слой клея. Гибкий элемент 13 обеспечивает одинаковое давление на торцы нитей по всей поверхности основы (фиг. 3). Для ускорения процесса за крепления торцов нитей на основе следует применять быстросохнущие или быстрозатвердевающие клеи, а гибкий элемент 13 выполнять в виде ,текстильного электронагревательного элемента. После частичного затвердевания клея производят отвод основы от рам ки 3, сопровождающийся протягивание жгутов и нитей через ячейки рамки 3 (фиг. 4). Для этого полость подуш ки 11 сообщают с всасывающим патруб ком вентилятора. Под действием вакуума основа притягивается к возду:хопро.ницаемому элементу 13 и вместе с ним отводится от рамки 3 до упора в плоский перфорированный стальной лист 15 жесткого элемента 14. При .этом жгуты и/или нити 2 протягиваются через ячейки рамки на длину, соответствующую высоте ворса 20. Высота ворса 20 задается с помошд ю гаек-упоров 19. Нижняя подушка 12 используется как домкрат для подъема подушки 11 с гибким 13 и жестким 14 элементами (фиг. 4) и опускания i-rx с целью освобождения места прохождения сред ства 7 для отрезания форса 20 (фиг. 5). При изготовлении изделия со срав нительно редким ворсом 20 число, а также высота стенок и перегородок рамки 3 должны быть достаточными для того, чтобы нити и/или жгуты }2 при прохождении через ячейки решетки ориентировались приблизительIHQ перпендикулярно к плоскости рамк 3. в противном случае поверхность ворса будет недостаточно выравнена. При изготовлении изделий с очень пл ным ворсом стенки 4 ячеек рамки 3 должны быть обтекаемыми и не иметь заусениц, так как в противном случае увеличится сила сопротивления при протягивании очень плотных паке тов из жгутов и/или нитей 2 через 1 рамку 3. Вместе с тем высота стенок 4 и перегородок 6, а также число перегородок 6 должны.быть достаточными для того, чтобы при заданной плотности ворса силы трения покоя пакетов из жгутов и/или нитей 2 6 стбнки 4 и перегородки 6 рамки 3 превышали силу, с которой прижимается промазанная клеем основа к торцам нижних концевых участков пакетов блока. В противном случае основа вьщает из рамки пакеты из жгутов и/или нитей 2 и упрется в рамку 3, что уменьшит силу прижима основы -к пакетам жгутов и/и11И нитей 2. После отвода основы при одновременном протягивании жгутов и/или нитей 2 через ячейки рамки 3 производится отрезание ворса 20 (фиг.5). С этой целью объем подушки 11 сообщают с атмосферой или понижают в ней вакуум. Затем сообщают полость подушки 12 с атмосферой, благодаря чему жесткий элемент 14 отводится от рамки 3 на заданное расстояние. При этом осво ождается место для последующего прохождения под рамкой 3 средства 7для отрезания. Полученное ворсовое изделие может наматываться на барабан или отрезаться от ленты основы и обметываться. К полученному изделию можно наклеивать еще одну .основу с последующим разрезанием ворса 20 по высоте. 8этом случае увеличивается производительность. Первоначальная высота ворса при этом должна быть удвоена. При изготовлении однотонного или меланжированного изделия со сравнительно высокой плотностью ворса 20 собирающий элемент - рамка 3 - может упроститься и состоять только из одной ячейки, образованной рамкой, обеспечивающей заданную плотность ворса 20 и прямоугольную конфигурацию изделия. Пои этом катушки 1 с нитями н/или жгутами 2 должны располагать- ; ся равномерно над всеми участками площади, ограниченной рамкой. При отрезании участка изделия (фиг. 5) он под действием силы тяжести (или ее небольшого вакуума в подушке 11) оседает вместе с соответствующим участком гибкого элемента 13 на перфорированный лист 15 жесткого элемента приспособления 14. При этом нити 2 находятся до и в момент отрезания в частично натянутом
71
состоянии, что облегчает резку как лазером, так и другим инструментом с режущей кромкой или с раскаленной нитью из тугоплавкого сплава. При тяжелой основе и редком ворсе 20 в подушке 11 можно создавать наоборот избыточное давление, что позволит частично поддерживать основу. Тогда при прохождении режущего инструмента в форме клина отрезанные участки изделия будут принудительно отводиться клином от рамки 3, т.е. возможен вариант работы устройства, при котором отвод основы от рамки 3 (при одновременном протягивании жгутов или нитей через ячейки рамки 3) будет производиться клиновидным режущим инструментом, но при таком варианте может ухудшиться вьтравненность ворса 20 по высоте. При отсутствии лазера можно -использовать
21)74 8
аппараты бесподпорного или подпорного среза. В лоследнем случае, когда используется не двухножевой, а сегментно-пальцевый режущий аппарат, 5 клиновидные пальцы можно использовать для протягивания жгутов и нитей через рамку 3 непосредственно перед их отрезанием. Однако при изготовлении изделий большой ширины, например более 3 м предпочтение следует, отдать лазеру или ленточному ножу.
Предлагаемые способ и устройство обеспечивают высокую производительность и получение ворсовьЕХ изделий большого размера, высокой плотности ворса с большим числом цветов и высокой сложности рисунка, что способствует повьш1ению производительности при улучшенном качестве изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканогоВОРСОВОгО KOBPA | 1979 |
|
SU800261A1 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО НАГРЕВАТЕЛЬНОГО ТЕКСТИЛЬНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ЭЛЕКТРИЧЕСКОЕ НАГРЕВАТЕЛЬНОЕ ТЕКСТИЛЬНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2001 |
|
RU2222119C2 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| СПОСОБ СОЗДАНИЯ СМЕНЯЕМЫХ НЕТКАНЫХ ВОРСОВЫХ ПОКРЫТИЙ ДЛЯ МЯГКОЙ ИГРУШКИ | 2001 |
|
RU2205054C1 |
| Устройство для изготовления ворсового нетканого материала | 1987 |
|
SU1476019A1 |
| ПОКРЫТИЕ ДЛЯ ПОЛА ИЛИ СТЕН (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2111695C1 |
| Устройство для изготовления ворсового нетканого изделия | 1990 |
|
SU1784689A1 |
| СПОСОБ СОЗДАНИЯ СМЕНЯЕМЫХ НЕТКАНЫХ ВОРСОВЫХ ПОКРЫТИЙ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2212480C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОРСОВОГО КОВРА | 2012 |
|
RU2609217C2 |

1. Способ получения нетканого ворсового изделия, включающий образование ворса из жгутов и/или нитей путем подачи их на собирающий элемент, формирование пакетов заданного профиля из жгутов и/или нитей, сбор пакетов в блок, разрезание ворса и прикрепление его к промазанной клеем основе, отличающийся тем, что, с целью увеличения производительности при повышении качества изделия, формирование пакетов заданного профиля и сбор их В блок осуществляют на собирающем элементе с выступанием нижних концевых участков нитей и/или жгутов за собирающий элемент, при этом прикрепление ворса осуществляют путем подвода промазанной клеем основы к выступающим концевым участкам пакетов и последуют щего отвода ее на расстояние не менее высоты ворса, а разрезание его осуществляют после этого на расстоянии не менее толщины слоя клея на основе. 2.Устройство для осуществлений способа по п. 1, содержащее собирающий элемент, узел нанесения клея на основу, средство для перемещения основы, приспособление для поддержания промазанной клеем основы и средство для отрезания ворса от пакетов нитей и/или жгутов отличающееся тем, что собираюд1ий элемент выполнен в виде рамки с ячейками и установлен неподвижн о над приспособлением для поддержания промазанной клеем основы, при этом поi следнее снабжено средством для вертикального перемещения промазанной клеем основы, а средство для отрезания ворса расположено непосредственно под собирающим элементом. 3.Устройство по п, 2, отличающееся тем, что приспособление для поддержания промазанной клеем основы выполнено в виде перфорированного металлического листа о -VI и жесткой рамы, на которой закреплен перфорированный лист, а средство для вертикального перемещения прома 4 занной клеем основы состоит по крайней мере из одной воздухонадувной подушки с гибким воздухопроницаемым элементом, при этом перфорированный металлический лист установлен внутри воздухонадувной подушки под гибким воздухопроницаемым элементом.
ПТТГГТТТТТТТГПТГШ 18 У///////////77/////////7///////
Фиг. 3
us.4 77/w7 77777777777777777r/777777T7 Y77777777777777777777777 ,P7777777777777777777777v77077r К I litiillliliiiip ///W///////////////////7//7/7//////// Фаг. 5 ////////////////////////77/W/7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании № 1485272, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
