Изобретение относится к текстильной промышленности, в частности, к установкам для изготовления ворсовых рукавов, теплоизоляционных слоев и других ворсовых изделий из непрерывной нити.
Известны устройства для изготовления искусственного меха, образованного путем приклейки к основе навитых в процессе изготовления изделия спиралей из непрерыв- ных нитей, содержащее обмотчик, ворсоформирующий элемент, транспортирующее средство для основы и ворсофикси- рующие жгуты.
К недостаткам указанных устройств относятся ограниченный ассортимент изготавливаемых ворсовых нетканых
материалов, невозможность регулирования высоты ворса без остановки и переналадки устройства, а кроме того проскальзывание навитых спиралей из непрерывных ворсо- образующих нитей по ветвям ворсоформи- рующего элемента, что приводит к дефектам ворсового материала и технологическим отказам при эксплуатации устройств.
Известно также устройство для изготовления ворсового нетканого изделия, содержащее оправку и суппорт с корпусом, на котором установлены обмотчик и ворсоформирующий транспортер, с ворсофиксирую- щимиприжимнымижгутами,
расположенные вертикально, а корпус снабжен генератором вертикальных колебаний для обеспечения устойчивости процесса сползания сформированной спирали из ворсообразующей нити с ворсоформиру- ющего транспортера на вращающуюся оправку.
Цель изобретения - улучшение эксплуатационных свойств и расширение ассортимента 1орсо1Ё ых изделий.
Поставленная цель достигается тем, что устроило для изго-пэвЯенЙя ворсового не- тканогб из ШГ пу тём навивки ворсовой спирал из непрерывной нити1; укладки и приклейки к ее основе содержит оправку и суппорт с корпусом, на котором установлен обмотчик с нитеводителем и ворсообразую- щий транспортер с ворсофиксирующими прижимными жгутами. Ворсоформирую- щий транспортер выполнен в виде двух вращающихся в противоположные стороны параллельных полых цилиндрических вин- тов, формирующих и транспортирующих петлевые образования ворсообразующей нити на вращающуюся оправку, а ворсофик- сирующие прижимные жгуты пропущены через отверстия полых цилиндрических винтов транспортера и направляются ими, обеспечивая укладку жгутов на поверхности оправки по эквидистантным траекториям на заданном расстоянии друг от друга.
Для регулирования ширины и высоты петлевого ворса полые цилиндрические винты выполнены с возможностью изменения межцентрового расстояния между ними, сохраняя их взаимную параллельность.
Для регулирования высоты и плотности ворса может быть предусмотрен также блок поворотный, позволяющий выполнять поворот плоскости ворсоформирующего транспортера относительно образующей линии вращающейся оправки от касательного по- ложения до нормального, что позволяет регулировать ступенчато или непрерывно расстояние между двумя эквидистантными фиксирующими прижимными жгутами, наматываемыми на поверхность вращающей- ся оправки, что соответственно приводит к изменению высоты и плотности формируемого ворсового материала.
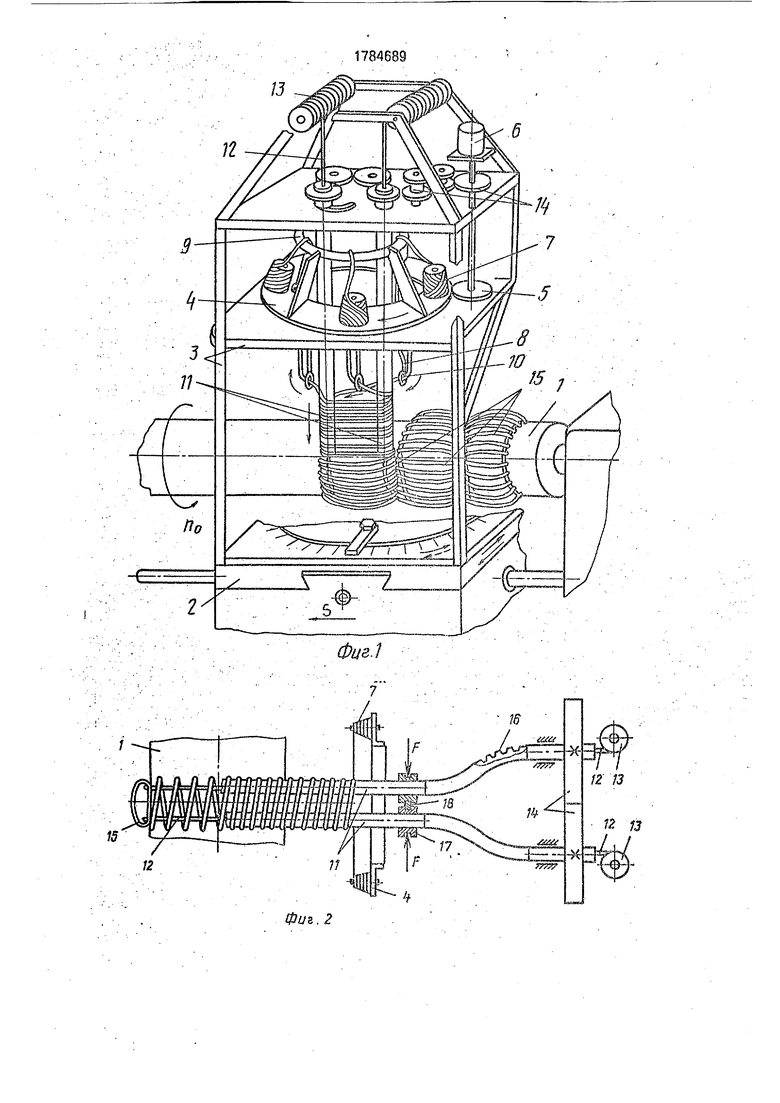
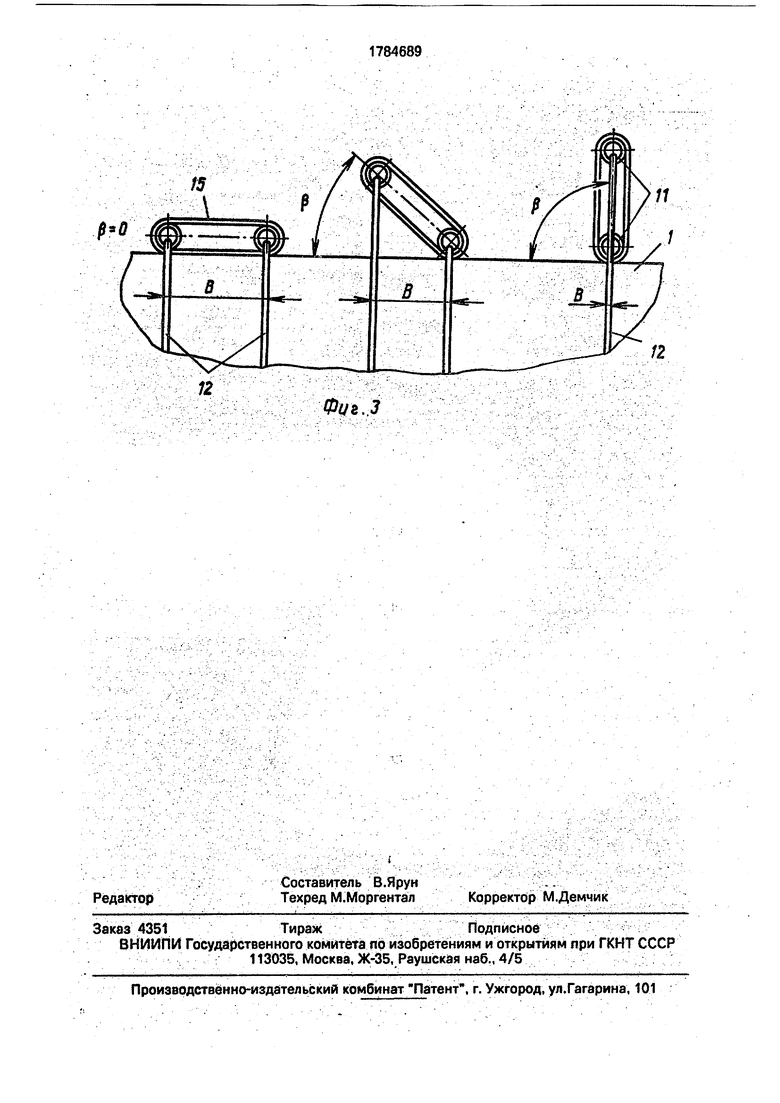
Нафиг. 1 показан общий вид устройства для изготовления ворсового нетканого из- делил; на фиг. 2 - ворсоформирующий транспортер с регулируемой шириной; на фиг. 3 - схема ориентации поворотного ворсоформирующего транспортера.
Пример 1. Устройство для изгртов- ления ворсового нетканого изделия, показанное на фиг. 1, содержит вращающуюся оправку 1, на которой формируется ворсовое нетканое изделие, суппорт 2 с установленным на нем корпусом 3. Суппорт
допускает поворот корпуса 3 и установку его под углом к образующей оправки 1 от 0 до 90°, а также продольное и поперечное перемещение корпуса. На корпусе 3 установлен обмотчик 4, приводимый во вращение от привода 5 электродвигателем 6. На обмотчике расположены бобины 7 с ворсообразу- ющими нитями 8, которые, огибая направляющее кольцо 9, продернуты через фильеры нитеукладчика 10. Витки иитеобра- зующих нитей 8 на двух параллельных, вращающихся в разные стороны, полых цилиндрических винтах 11 ворсоформирующего транспортера образуют петлевую ворсовую спираль, которая затем фиксируется и прижимается к оправке жгутами 12, сматываемыми с катушек 13, протянутыми через отверстия в полых цилиндрических винтах 11. Устройство имеет гитару настройки 14, для регулирования скорости вращения винтов 11, а следовательно, для регулирования плотности ворса 15 на оправки. Полые цилиндрические винты 11 ворсоформирующего транспортера выполнены с возможностью изменения их межцентрового расстояния для регулирования высоты и плотности ворса, причем один из них имеет левую, а другой правую винтовые канавки.
Устройство работает следующим образом.
От электродвигателя 6 через гитару настройки 14 приводятся во вращение полые цилиндрические винты и обмотчик 4. Таким образом, между вращением обмотчика и подачей витков ворсообразующей нити SB вдоль ворсоформирующего транспортера имеется жесткая кинематическая связь, что повышает стабильность и качество ворсовой структуры изготавливаемого изделия 15.
Вращаясь, обмотчик с помощью нитево- дителя 10 сматывает ворсообразующие нити 8 с бобин 7 и наматывает на параллельные полые цилиндрические винты 11 с натяжением, создаваемым, например, за счет трения на поверхности кольца 9. Винты 11 вращаются в разные стороны, что предотвращает проворот и скручивание витков спиральной нити, а они устойчиво перемещаются вдоль вращающихся винтов с минутноТй подачей SB. Достигая конца вор- соформиругощего транспортера, витки вор- совой спирали сбрасываются на поверхность вращающейся оправки 1 со скоростью SB и фиксируются на ней с помощью двух эквидистантных прижимных жгутов 12, сматываемых с катушек 13 и направляемых отверстиями полых цилиндрических винтов 11. Частота расположения
петлевых образований ворси 15 на поверхности оправки 1 определяется ее окружной скоростью, или диаметром оправки 1 и частотой ее вращения.
Таким образом, регулирование плотности ворсового материала может быть выполнено путем варьирования величины SB и частоты вращения оправки п0 и обмотчика пв.
При формировании ворсового изделия суппорт 2 установки перемещается вдоль оправки 1 с продольной подачей S. Причем, между частотой вращения оправки по и подачей суппорта S имеется жесткая кинематическая связь, позволяющая получать стабильные параметры плотности ворса вдоль образующей оправки.
Изменяя межцентровое расстояние полых цилиндрических ьинтов 11. или поворачивая корпус устройства 3 на горизонтальной поверхности суппорта 2, изменяют расстояние между эквидистантными траекториями фиксирующих прижимных жгутов 12, что приводит автоматически (точнее сказать спонтанно) к изменению высоты ворса под действием сил внутренней упругости волокнистого материала ворсо- образующей нити 8.
Пример 2. На фиг. 2 приведен пример устройства, отличающегося от рассмотренного в предыдущем примере вариантом исполнения ворсоформирующего транспортера с регулируемой шириной. Здесь шестерни гитары настройки 14 одновременно являются и приводными шестернями параллельных полых винтов 11, входят в зацепление друг с другом напрямую, а не через паразитные шестерни, и имеют не изменяющееся межцентровое расстояние. Вращение от этих шестерен 14 на полые винты осуществляется через гибкие полые сильфоны 16. Параллельные полые винты 11 установлены в коренных подшипниковых опорах 17 и поджимаются друг к другу усилиями F, передаваемыми через упругое звено, например пружину. Между опорами 17 расположен клин 18, с помощью которого осуществляется разведение опор, а следовательно, регулирование межцентрового расстояния параллельных полых винтов 11 ворсоформирующего транспортера.
Пример 3. Устройство, отличающее5 ся от изображенного на фиг. 2 и рассмотрен- ного в примере 2 тем, что коренные подшипниковые опоры 17 смонтированы в поворотной платформе, позволяющей поворачивать плоскость ворсоформирующего
0 транспортера, состоящего из двух параллельных полых винтов 11, относительно образующей оправки 1 на угол /, как показано на фиг. 3. Благодаря этому обеспе- 1 чивается возможность регулирования ши5 рины и высоты формируемого ворса.
Формула изобретения Устройство для изготовления ворсового нетканого изделия, содержащее оправку
0 и суппорт с корпусом, на котором установлены обмотчик с нитеводителем и ворсо- формирующий транспортер с ворсофиксирущими прижимными жгутами, отличающееся тем, что, с целью
5 улучшения эксплуатационных характеристик путем обеспечения бесступенчатого регулирования высоты ворса непосредственно в процессе формирования ворсового изделия, оно снабжено по меньшей мере
0 одним упругим пружинным стержнем дла выбора слабины витков ворсовой спирали, а ворсоформирующий транспортер выпол нен в виде по меньшей мере двух вращающихся в противоположных направлениях
5 полых цилиндрических винтов, причем последние установлены консольно под углом друг к другу и направлены вершиной угла к оправке, а упругий пружинный стержень установлен по крайней мере с одной стороны
0 от плоскости, проходящей через осевые линии полых цилиндрических винтов, при этом нитеводитель установлен с возможностью продольного перемещения вдоль транспортера в процессе навивки ступенча5 то на соответствующую величину или непрерывно.
zi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ворсового нетканого изделия | 1990 |
|
SU1784690A1 |
| Устройство для изготовления ворсового нетканого изделия | 1987 |
|
SU1476020A1 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Устройство для изготовления ворсового нетканого материала | 1980 |
|
SU1040002A2 |
| Устройство для изготовления ворсового нетканого материала | 1987 |
|
SU1476019A1 |
| Устройство для изготовления ворсового нетканого материала | 1981 |
|
SU986988A1 |
| Устройство для изготовления ворсового нетканого материала | 1978 |
|
SU988927A1 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| Устройство для изготовления ворсовой ленты | 1989 |
|
SU1638230A1 |
| Способ изготовления нетканого ворсового изделия | 1990 |
|
SU1784691A1 |
Использование: для изготовления ворсовых изделий из непрерывной нити в текстильной промышленности. Сущность изобретения: устройство для изготовления ворсового нетканого изделия из ворсо- образующей нити содержит оправку и суппорт с корпусом, на котором установлен обмотчик с нитеводителем и ворсоформиру- ющий транспортер с ворсофиксирующимм прижимными жгутами. Ворсоформирующий транспортер выполнен в виде двух параллельных вращающихся в разные стороны полых цилиндрических винтов, формирующих и транспортирующих петлевые образо- вания ворсообразующей нити на вращающуюся оправку по эквидистантным траекториям на заданном расстоянии друг от друга. Полые цилиндрические винты выполнены с возможностью изменения межцентрового расстояния между их параллельными осями. 1 з. п. ф-лы, 3 ил. сл
U
Ј1
689МШ
15
Фиг..З
12
| Устройство для изготовления ворсового нетканого изделия | 1987 |
|
SU1476020A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
