1
Изобретение относится к производству ворсовых нетканых материалов, в частности для изготовления рукавов, лент и других изделий с ворсовой по- ерхностью из искусственного волокна.
Цель изобретения - повышение производительности.
На чертеже представлено устройст- v во для изготовления ворсового нетканого материала.
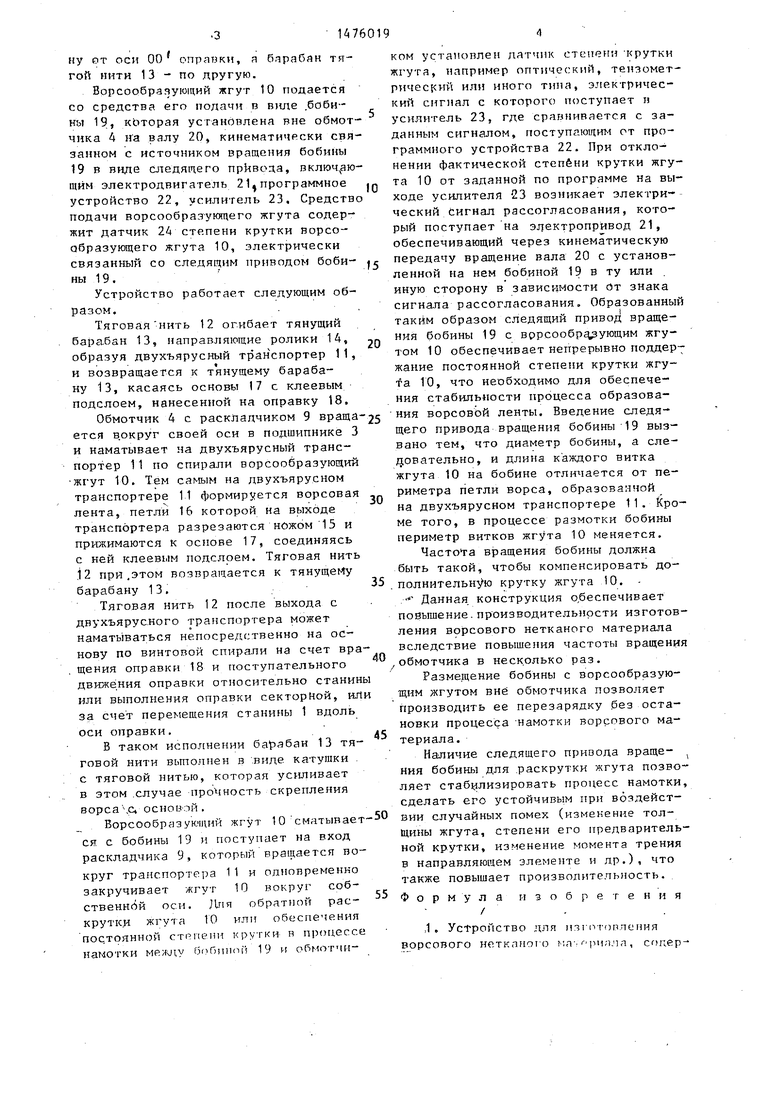
Устройство содержит станину 1, на которой неп9движно закреплена втулка 2 с подшипником 3, на внутреннем кольце которого установлен обмотчик, выполненный в виде полой втулки 4. Обмотчик имеет привод,, содержащий неподвижно закрепленное на втулке 4 зубчатое колесо 5, связанное кинематически через шестерни 6 и 7 с
электроприводом 8. На втулке 4 закреплен раскладчик 9 ворсообраэующего жгута 10, ко торый раскладывает жгут 10 в виде петель. Входная- часть раскладчика 9 расположена внутри втулки 4, а выходнай - над ворсоформи- рующим двухъярусным транспортером 11, образованным тяговой нитью 12, пос ту- пагацей с тянущего барабана 13 тяговой нити на направляющие ролики 14.
.Транспортер 11 снабжен средством для разрезания петель в виде ножа 15. После ножа жгут разрезан на петли 16, транспортер установлен вне обмотчика 4 над основой 17с клеевым подслоем, (нанесенной на оправку 18, имеющей возможность вращательного движения. Обмотчик 4 р асположен по одну стороЈь
С&
СО
ну от оси 00 оправки, а барабан тягой нити 13 - по другую.
Ворсообрззующий жгут 10 подается со средства его подачи в виде .бобины 19, которая установлена вне обмотчика 4 на валу 20, кинематически связанном с источником вращения бобины 19 в виде следящего привода, включ ю щим электродвигатель 21 программное устройство 22, усилитель 23. Средств подачи ворсообразукядего жгута содержит датчик 24 степени крутки ворсо- абразующего жгута 10, электрически связанный со следящим приводом бобины 19.
Устройство работает следующим образом.
Тяговая нить 12 огибает тянущий барабан 13, направляющие ролики 14, образуя двухъярусный транспортер 11, и возвращается к т янущему барабану 13, касаясь основы 17 с клеевым подслоем, нанесенной на оправку 18.
Обмотчик 4 с раскладчиком 9 враща ется вокруг своей оси в подшипнике 3 и наматывает на двухъярусный транспортер 11 по спирали ворсообразующий жгут 10. Тем самым на двухъярусном транспортере 11 формируется ворсовая лента, петли 16 которой на выходе транспортера разрезаются ножом 15 и прижимаются к основе 17, соединяясь с ней клеевым подслоем. Тяговая нить 12 при .этом возвращается к тянущему барабану 13.
Тяговая нить 12 после выхода с двухъярусного транспортера может наматываться непосредственно на основу по винтовой спирали на счет вращения оправки 18 и поступательного движения оправки относительно станин или выполнения оправки секторной, ил за счет перемещения станины 1 вдоль оси оправки.
В таком исполнении барабан 13 тяговой нити выполнен в виде катушки с тяговой нитью, которая усиливает в этом случае прочность скрепления ворса с основ тй .
Ворсообразующий жгут 10 сматывает ся с бобины 19 и поступает на вход раскладчика 9, который вращается вокруг транспортера 11 и одновременно закручивает жгут 10 вокруг собственной оси. Для обратной раскрутки жгута 10 или обеспечения постоянной степени KPVTKH в процессе намотки MPXvjrv бобиной 19 и обмотчи
г
15
20
.д
25
30
35
40
45
50
55
ком установлен датчик степени крутки жгута, например оптический, тешомет- рический или иного типа, электрический сигнал с которого поступает и усилитель 23, где сравнивается с заданным сигналом, поступающим от программного устройства 22. При отклонении фактической степени крутки жгута 10 от заданной по программе на выходе усилителя 23 возникает электрический сигнал рассогласования, который поступает на электропривод 21, обеспечивающий через кинематическую передачу вращение вала 20 с установленной на нем бобиной 19 в ту или иную сторону в зависимости от знака сигнала рассогласования. Образованный таким образом следящий привод вращения бобины 19 с ворсообра зующим жгутом 10 обеспечивает непрерывно поддержание постоянной степени крутки жгута 10, что необходимо для обеспечения стабильности процесса образования ворсовой ленты. Введение следящего привода вращения бобины 19 вызвано тем, что диаметр бобины, а следовательно, и длина каждого витка жгута 10 на бобине отличается от периметра петли ворса, образованной на двухъярусном транспортере 11. Кроме того, в процессе размотки бобины периметр витков 10 меняется.
Частота вращения бобины должна быть такой, чтобы компенсировать дополнительную крутку жгута 10.
Данная конструкция обеспечивает повышение.производительности изготовления ворсового нетканого материала вследствие повышения частоты вращения ,обмотчика в несколько раз.
Размещение бобины с ворсообразую- щим жгутом вне обмотчика позволяет производить ее перезарядку без остановки процесса намотки ворсового материала.
Наличие следящего привода враще- ( ния бобины для раскрутки жгута позволяет стабилизировать процесс намотки, сделать его устойчивым при воздействии случайных помех (изменение толщины жгута, степени его предварительной крутки, изменение момента трения в направляющем элементе и др.), что также повышает производительность.
Формула изобретения /
1. Устройство для mi n t оппения ворсового нетканш о мл г.рчлча, содер5U/
ж ящер смонтнрол шнын нл ганине об-- мотчик и его прнпол, оправку г основой, ворсоформируютин дгухъярусный транспортер в виде гягоппй кисти, расположенный тГЬп оправкой,- барабан тяговой нити, раскладчик ворсо,обра- зующего жгута на тяговой нити транспортера, средство подачи ворсообра- эующего жгута, связанное с источни- ком его вращения, отличающееся тем, что, с целью повышения производительности, средство-подачи ворсообразующего жгута снабжено датчиком степени крутки ворсообразую- щего жгута и расположено по одну сто
6
рону от оси опрапки, a R-p.sOnn тяго- noii нити - по другую,причту мсгочинк вращения средства подачи нпрсообра- зующего жгута выполнен в пило следящего привода, электрически списанного с датчиком степени крутки норсо- обраэующего жгута, а обмотчик пнпол- нен в виде полой втулки, п которой установлена входная часть ряскплдчи- ка ворсообразующего жгута.
2. Устройствопо п. 1, о т if и- чающеесятем, что OIK. содержит средство дляразрезания петель ворса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Устройство для изготовления ворсового нетканого материала | 1980 |
|
SU1040002A2 |
| Устройство для изготовления ворсового нетканого изделия | 1987 |
|
SU1476020A1 |
| Устройство для изготовления ворсового нетканого материала | 1978 |
|
SU988927A1 |
| Устройство для изготовления ворсового нетканого изделия | 1990 |
|
SU1784689A1 |
| Устройство для изготовления ворсового нетканого изделия | 1990 |
|
SU1784690A1 |
| Способ изготовления нетканого ворсового изделия | 1990 |
|
SU1784691A1 |
| Устройство для изготовления ворсового нетканого материала | 1981 |
|
SU986988A1 |
| Устройство для изготовления ворсовой ленты | 1989 |
|
SU1638230A1 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |

Изобретение относится к производству ворсовых нетканых материалов ,в частности, для изготовления рукавов, лент и других изделий с ворсовой поверхностью из искусственного волокна. Изобретение позволяет повысить производительность процесса намотки ворса. Устройство содержит ворсоформирующий двухъярусный транспортер в виде нити, обмотчик в виде полой втулки с направляющим элементом для ворсообразующего жгута, входная часть которого установлена внутри втулки, а выходная часть - над ворсоформирующим транспортером. Бобина с ворсообразующим жгутом расположена вне обмотчика и соединена с приводом ее вращения, который электрически связан с датчиком степени крутки ворсообразующего жгута. Ворсообразующий транспортер установлен вне обмотчика и снабжен ножом для разрезки петель ворса. 1 з.п. ф-лы, 1 ил.
20 19 Ю
24
21
{3
| Устройство для изготовления ворсового нетканого материала | 1978 |
|
SU988927A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
