со ьо ю
Изобретение относится к сварочному производству, а именно -к источникам питания для импульсно-дуговой сварки и может быть использовано в машиностроительных отраслях производства.
Известно устройство для ИДС, содержащее источник постоянного тока с последующей модуляцией в силовой цепи переключающим устройством (прерывателем), состоящее из балластных реостатов, двух тиристоров, конденсаторов и ко ммутирующего устройства для переключения тиристоров 11).
Недостатком данного устройства являиггся большие потери электроэнергии, так как модуляция осуществляется в силовой цепи.
Наиболее близким к изобретению является устройство импульсно дуговой сварки, содержащее первый источник постоянного тока, состоящий из блока питания, задатчика тока, схемы управления тиристорами и силового тиристорного блока, а также второго источника постоянного тока с последующей модуляцией сварочного тока в силовф1 у.епи с помощью отдельного переключающего устройства, состоящего из сварочных дросселя и трансформатора, конденсатора, двух, тиристоров и коммутирующего устройства для переключения тиристоров. Причем второй источник, с переключающим устройством, подключается параллельно с первым через разделительный диод, а оба источника подключаются тараллельно дуге, т. е. между электродом I изделием 2J.
Однако в данном устройстве примене1пе дополнительного источннка постоянюго тока и переключающего устройства, (лементы которых работают в силовой цепи 1рнводит к увеличению энергозатрат, кото:ibie идут на их нагрев, повышению себе тоимости устройства, снижению его надежности, усложнения конструкции, управления и автоматизации сварочным процессом.
Цель изобретения - упрощение конструкции устройства.
Поставленная цель достигается тем, что в устройство для импульсно-дуговой сварки, содержащее блок коммутации и источник постоянного тока, состоящий из блока питания,; первый выход которого соединен с силовым тиристорным блоком и блоком его управления, выход которого подключен к одному выводу задатчика тока, выполненного в виде переменного резистора, другой вывод которого соединен с вторым выходом блока питания; а средний вывод подключен на вход блока управления, введен разделительный диод и дополнительный злдатчик тока, выполненный в виде переменного резистора, при этом последний включен параллельно задатчнку тока, а средний вывод дополнительного задатчика тока через контакт блока коммутации и разделительный диод соединен со средним выJ водом задатчика тока.
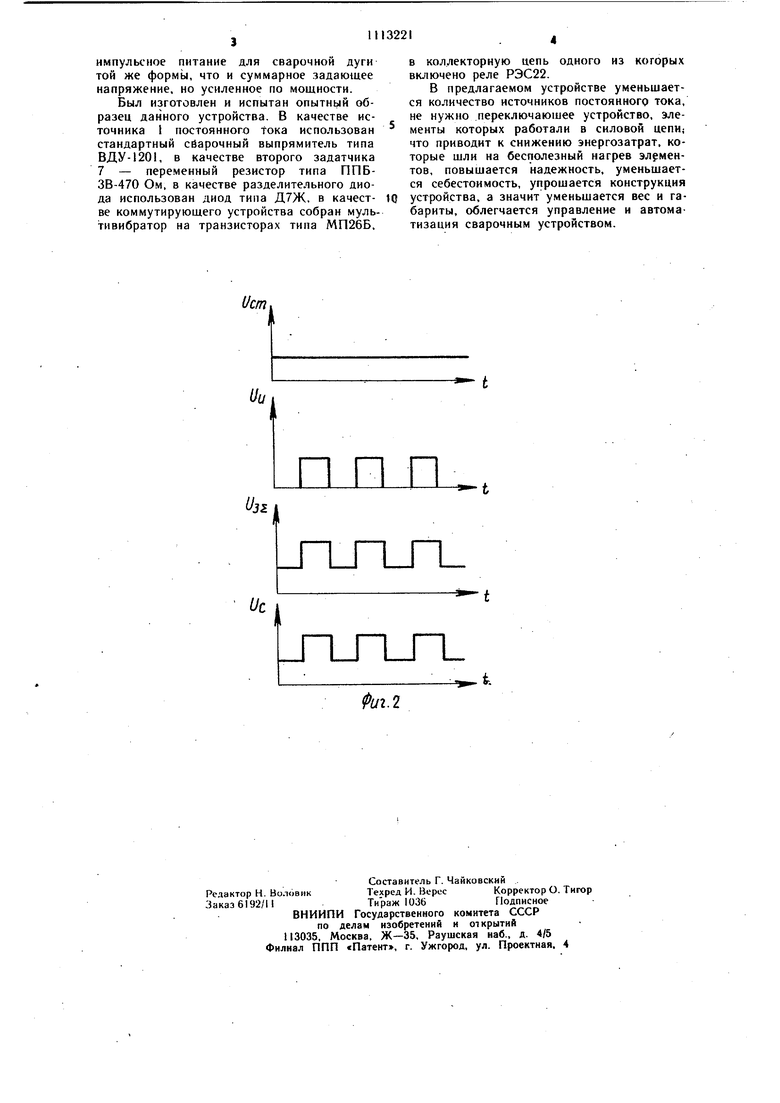
На фиг. 1 показана блок-схема устройства для импульсно-дуговой сварки; на фиг. 2 - диаграммы изменения напряжений в зависимости от времени, где Uj, - стабилизированное постоянное напряжение, О U«,- импульсное напряжение, Ujt - напряжение задающее суммарное, и -сварочное напряжение силовой цепи.
Блок-схема устройства для импульснодуговой сварки содержит источник 1 постоянного тока, который состоит из блока 2 питания, задатчик 3 тока, блока 4 управления тиристорами, силового тиристорного блока 5, силовой выходной цепи 6 и дополнительного (второго) задатчика 7 тока, подключенного параллельно задатчи0 ку 3, средний выход которого через контакт 8 блока 9 коммутации и разделительный диод 10 подключен к среднему выводу задатчика 3.
Блок 9 коммутации представляет собой мультивибратор на двух транзисторах, в коллекторную цепь одного из которых включена обмотка реле.
При этом блок 2 питания входами подк«1ючен к клеммам питающей сети, первый
0 выход блока 2 питания соединен с блоком 4 управления тиристорами и силовым тиристорным блоком 5. Второй выход блока 2 питания соединен с первым выводом задатчика 3 тока, второй вывод и средний вывод которого соединен с блоком 4 управ5 ления тиристорами.
Устройство работает следующим образо.м.
С блока 2 питания источника 1 постоянного тока поступает стабилизированное по стояное iraпряжение UCT на оба задатчика 3 и 7. Задатчики устанавливаются таким образом, чтобы с задатчика 3 снималось меныиее задающее напряжение, чем с ;5адатчика 7. В результате работы блока
5 коммутации контакт 8 переключается, т. е. поочередно за.мыкается и размыкается. При разомкнутом контакУе 8 снимается малое напряжение задания со среднего вывода задатчика 3, а при замыкании контакта 8 снимается большое задающее напряжение
0 со среднего вывода задатчика 7. Таким образом, на задатчике 3 происходит наложение импульсного напряжения U., снимаемого с задатчика 7 на постоянное {}„ напря жение задатчика 3 (фиг. 2). В результате наложения суммарное задающее напряже5 ние Ujj;подастся на блок 4 управления тиристорами, который управляет силовым тиристорным блоком, тогда на силовом выходе 6 источника 1 получаем униполярное
импульсное питание для сварочной дуги той же формы, что и суммарное задающее напряжение, но усиленное по мощности.
Был изготовлен и испытан опытный образец данного устройства. В качестве источника 1 постоянного тока использован стандартный сйарочный выпрямитель типа ВДУ-1201, в качестве второго задатчика 7 - переменный резистор типа ППБ38-470 Ом, в качестве разделительного диода использован диод типа Д7Ж, в качестве коммутирующего устройства собран мультивибратор на транзисторах типа МП26Б,
в коллекторную цепь одного из когорых включено реле РЭС22.
В предлагаемом устройстве уменьшается количество источников постоянного тока, не нужно переключающее устройство, элементы которых работали в силовой цепи; что приводит к снижению энергозатрат, которые шли на бесполезный нагрев элрментов, повышается надежность, уменьшается себестоимость, упрошается конструкция устройства, а значит уменьшается вес и габариты, облегчается управление и автоматизация сварочным устройством.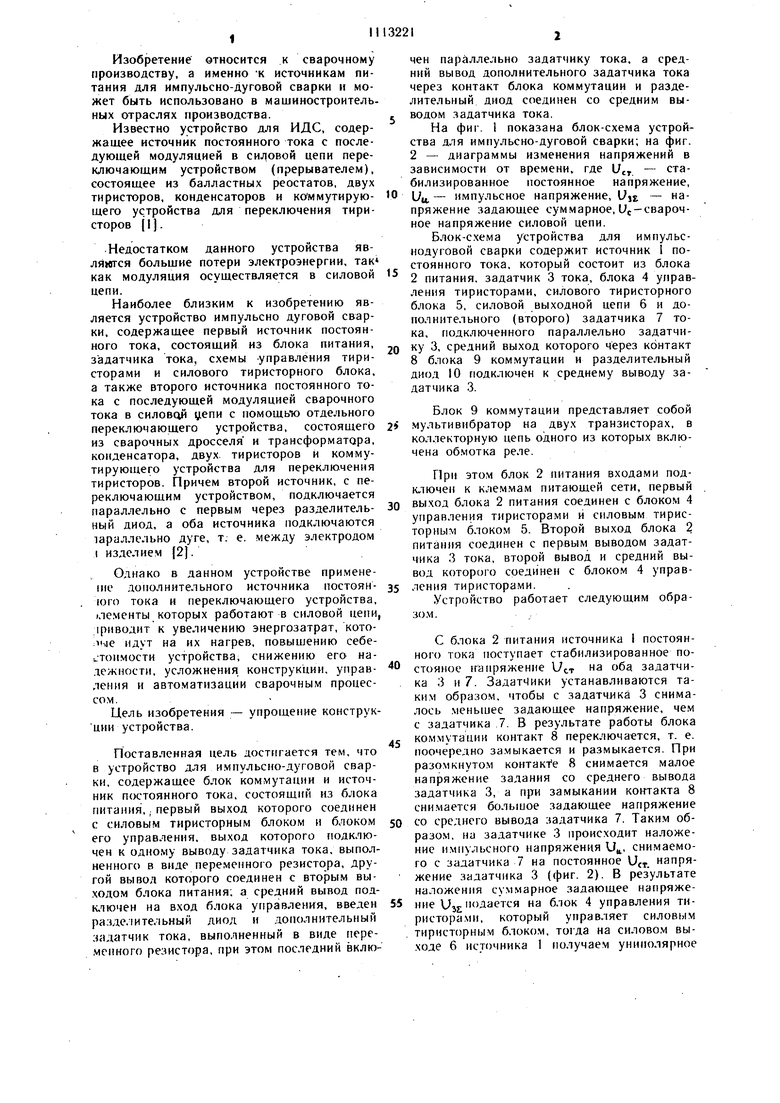
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| ТИРИСТОРНЫЙ ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441733C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ, содержащее блок коммутации и источник постоянного тока, состоящий из блока пита-ния, первый выходкоторого соединен с силовым тиристорным блоком и.блоком его управления, выход которого подключен к одному выводу задатчика тока, выполненного в виде переменного резистора,-другой вывод которого соединен с вторым выходом блока питания, а средний вывод подключен на вход блока. управления, отличающееся тем, что, с целью упрощения конструкции устройства, в него введен разделительный диод и дополнительный задатчик тока, выполненный в виде переменного резистора, при этом последний включен параллельно задатчику тока, а средний вывод дополнительного задатчика тока через контакт блока коммутации и разделительный диод соединен со средним выводом задатчика тока. (Л с
п п п
и
31
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ- | 0 |
|
SU327012A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВЫСОКОПРОЧНАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ОКОНЧАТЕЛЬНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕЕ | 2004 |
|
RU2254394C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
