Для нагрева металлических изделий, например для отжига труб, в промышленности применяют индукционные печн промышлеино частоты.
Предлагаемая конструкция индукционной печи отличается от ;1звестных тем, что в ней нагревательный элемент выполнен из неско.1ьч11х стальных труб, сваренных - местах соприкосновения и футерованные ciiap vKH жароупорным кирпичом, ; пространство между трубами заполнено сталью, образующей сердечни обмотки.
При таком выполнении печи ее нагревательный элемент служит одновременно рабочей камерой и нз.п/чате.чем тепловой энергии, что обеспечивает повышение экономичности и производительности печи.
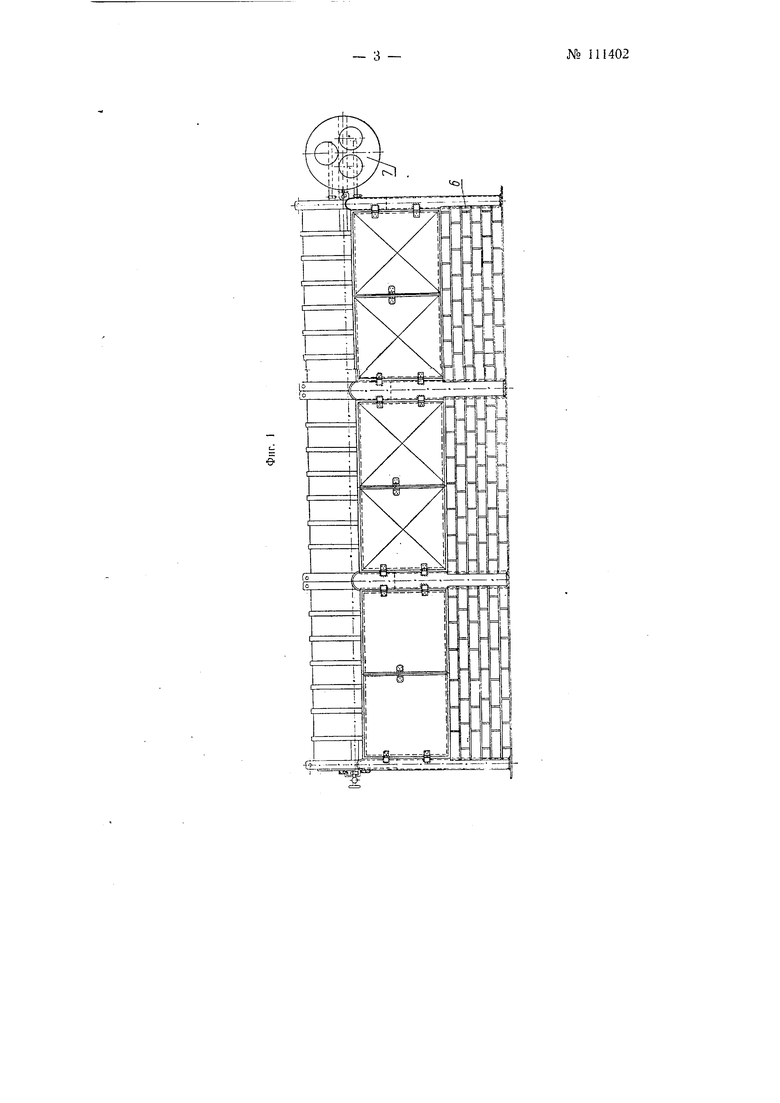
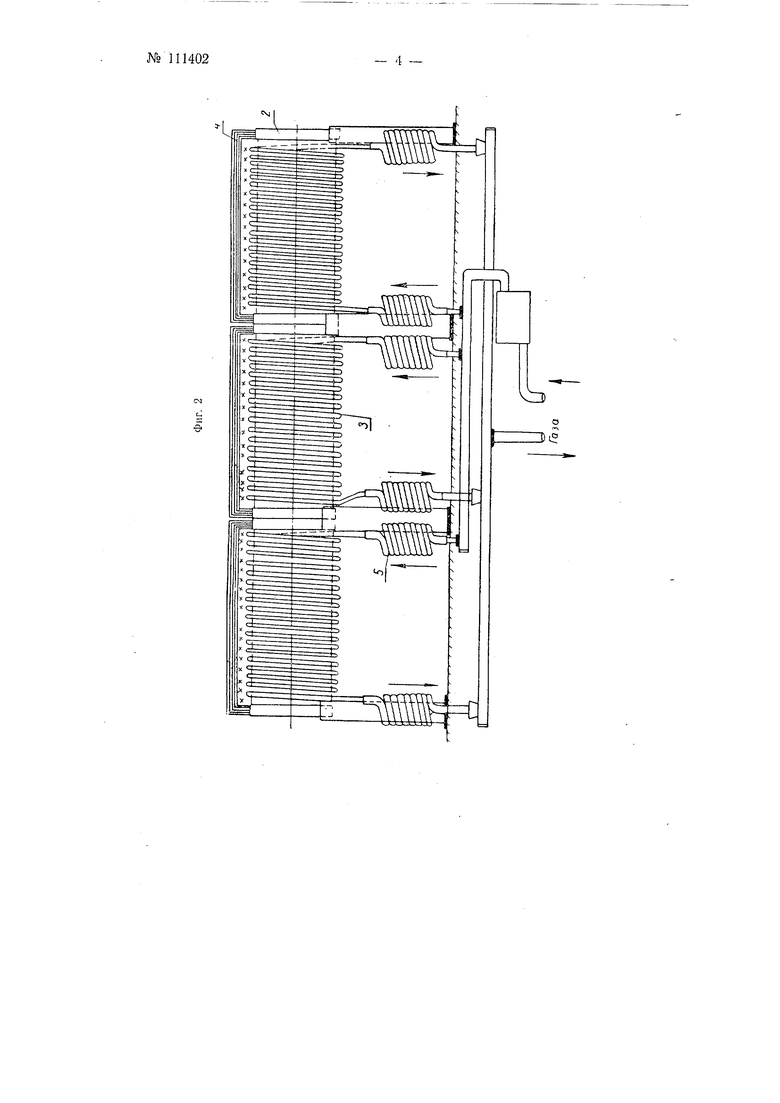
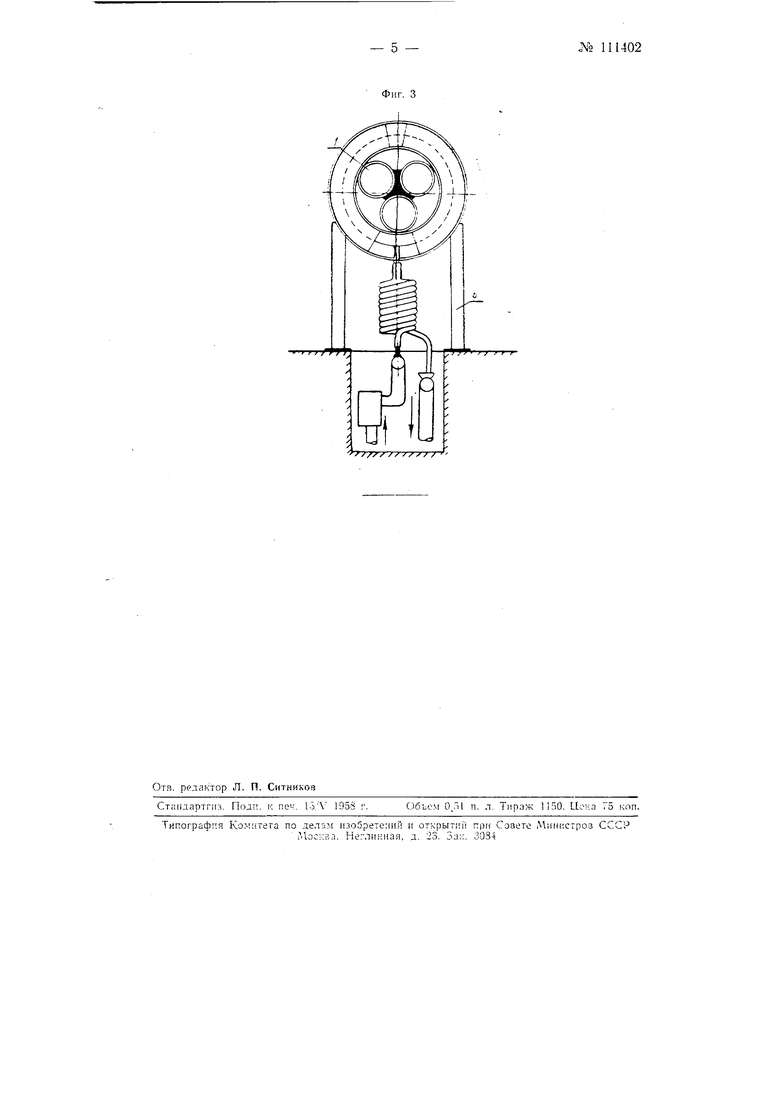
Па фиг. 1 изображен общий вид предлагаемой печп; на фиг. 2 и 3- проекции нагревательного элемента.
Паг н вательный элемент / печи выполнен из трех стальных труб, сваренных в местах соприкосновения. В нескольких .местах по длине на трубы 1 надеваются кольца 2.
Пагревате.тьный элемент футерован снаружи жароупорным кирпичом, который выложен по периметр труб, образуя правильную окружность, относительно колец 2. Па кирпичную кладку по всей наложены асбестовое полотно, тонкий c.ioii огнеупорной гл11ны и обмотка 3, выполненная из медной трубки.
Магнитопровод 4 псч собран из отдельных пакетов, состоящих изляCTOBOi электротехнической стали, которые чкреплены специальными бандажами из полосовой стали.
Ох.чаждение обмотки 3 ocynieciвляется водой, поступающей в трубки из водопроводиой магистрали через резиновые шланги 5. В электрическом отношении печь работает как трансформатор броневого типа, первичной обмоткой которого служит обмотка 3, а вторичной - нагреватетьный э; емент /.
Печь установлена на кирпичном фундаменте 6. Загрузка нагреваемых издел 1Й осуп1естБЛйет.я через дверцы 7, которые по окопчанш загрузки п.тотно закрываотся.
Предмет и з о б р е т е н м я
Индукционная печь прол5ышлепной чистоты для нагреза металлических изделий, например, для отжига труб, отличающаяся тем, что, с целью повышения экочо- -.ичности и
производительности, нагревательный элемент печи выполнен из несколь ких стальных труб, сваренных в местах conpnKociiLJBCHHH и футерова)}ных снаружи жароупорным кирпичом, а п|)остранство между трубами заполнено сталью, образующей сердечник обмотки.
- № «j
1iST S
f / / f / / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2753926C1 |
| Шахтно-отражательная печь для переплава металла | 2019 |
|
RU2727374C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2017 |
|
RU2649481C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2015 |
|
RU2610641C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2023 |
|
RU2824148C1 |
| Печь для спекания колец, преимущественно из ферромагнитных порошков | 1980 |
|
SU904242A1 |
| БЕЗРЕТОРТНЫЙ ЭНДОГЕНЕРАТОР КОНСТРУКЦИИ ПОГОРЕЛКО | 2003 |
|
RU2236471C1 |
| СПОСОБ ПРЕОДОЛЕНИЯ ДЕФОРМАЦИИ КОЛЕЦ ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ И УСТРОЙСТВО ШАХТНОЙ ПЕЧИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2527111C1 |
| КОЛПАКОВАЯ ПЕЧЬ ДЛЯ ОТЖИГА МЕТАЛЛА В РУЛОНАХ | 1992 |
|
RU2040751C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2760135C1 |