Изобретение относится к области порошковой металлургии, к оборудованию для спекания изделий из порошков , в частности к индукционным печам для спекания кольцевых изделий из ферромагнитных порошков
Известна печь для спекания изделий из металлических порошков, содержащая горизонтальную камеру для предварительного нагрева изделий, вертикальную камеру для спекания, механизм перемещения изделий и вакуумные затворы.
Недостатками известной печи являются ее низкая производительность, вызванная периодичностью рдботы камеры
4; ю .f
спеченных изделийо Это вызвано тем, что при спекании изделия расположены с топой, а это приводит к припеканию
ю некоторЬгх видов изделий друг к друг.; кроме того различные части изделия в этом случае находятся в неодинаковых условиях по отношению к среде и к нагревателям, что вызывает неравномерность свойств каждого изделия по сечению, а также различие в свойствах .изделий из различных частей стопы,
В значительной мере недостатки Известной печи устранены в печи для спекания колец, преимущественно из.
ферромагнитных порошков, являющейся наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой печи и содержащей футерованную огнеупорнымматериалом камеру с каналом для перемещения колец и нагреватель, выполненный в виде проходного индуктора с обмоткой, закрепленной в футеровке о Эта печь снабжена, механизмами для загрузки, выгрузки колец и их перемещения в печи, канал в поперечном сечении выполнен в виде вытянутого по горизонтали прямоугольника, обмотка индуктора выполнена в виде двух рядов полуколец расположенных в дне и своде канала симметричноо относительно вертикальной raiQCKOCTH, проходящей вдоль оси каналао , .,
Известная печь имеет сложнуго конструкцию (необходим механизм загрузки-выгрузки, обеспечивающий заданную подачу), а также недостаточно высокое качество спеченных изделий, что вызвано постоянством точек контакта изделий друг с другом и с направляющш-ш (это приводит к искажению формы изделий, припеканию их друг к другу), неодинаковой скоростью разогрева изделий по их площади, что может привести к их короблению Кроме в . случае спекания изделий, сформо- : ванньтх с пластификатором, из-за быстрого их разогрева возможно заплывание пор, что препятствует, выходу из изделия воздуха, а это может привести к местному разрушению изделия
Цель изобретения - упрощение конструкции и повьппение качества спеченHbix изделий за счет исключения постоянства точек контакта изделий друг с другом и с направляющими, обеспечения одинаковой интенсивности нагрева любой части объема изделия
Поставленная цель достигается тем, что в известной печи для спекания колец, преимущественно из ферромагнитных порошков, содержащей футерованную огнеупорным материалом каMepiy с каналом дпя перемещения колец и нагреватель, выполненный э виде проходного индуктора с обмоткой, за,крепленной в футеровке, обмотка индуктора вьтолнена в виде двух парап
лельно подключенных вытянутых вдоль канала полувитков, канал в поперечном сечении вьтолнен в виде вытянутого по вертикали прямоугольника, при-
чем дно канала- расположено под углом к горизонтали, а полувитки индуктрра закреплены в боковых его стенках Кроме того, печь снабжена камерой . предварительного нагрева колец, вы- полненной в виде металлического короба с нагревателями сопротивления и состыкованной с каналом в футерованной камере о
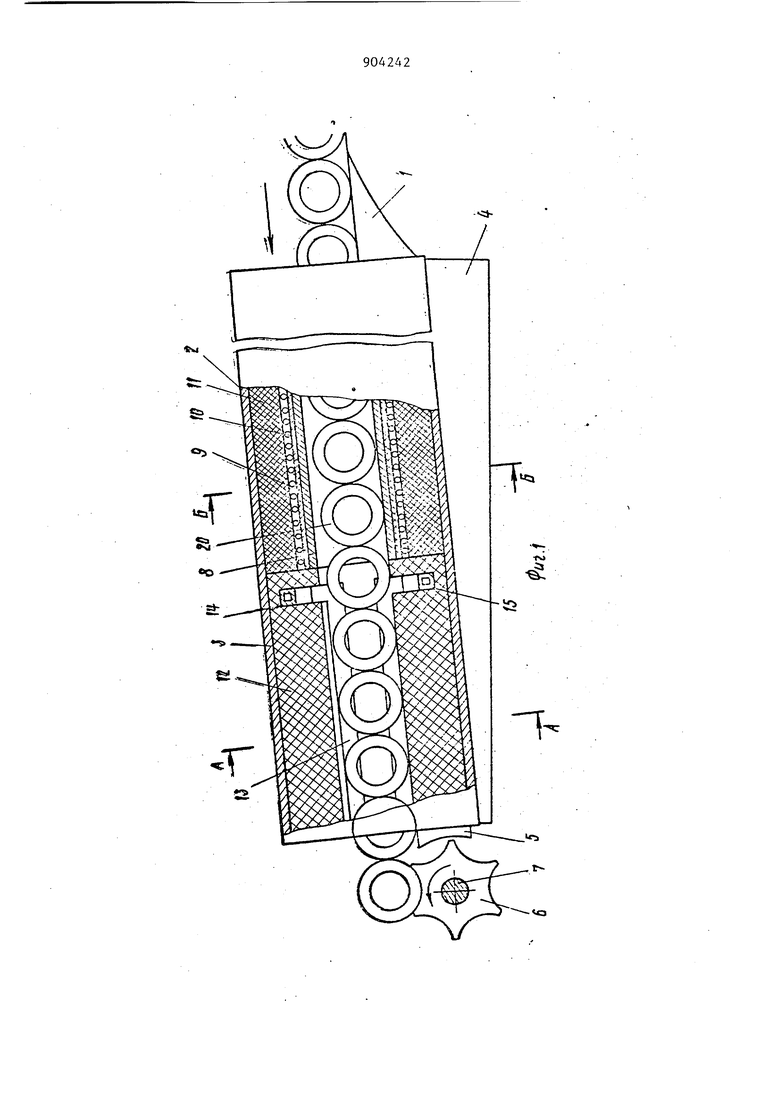
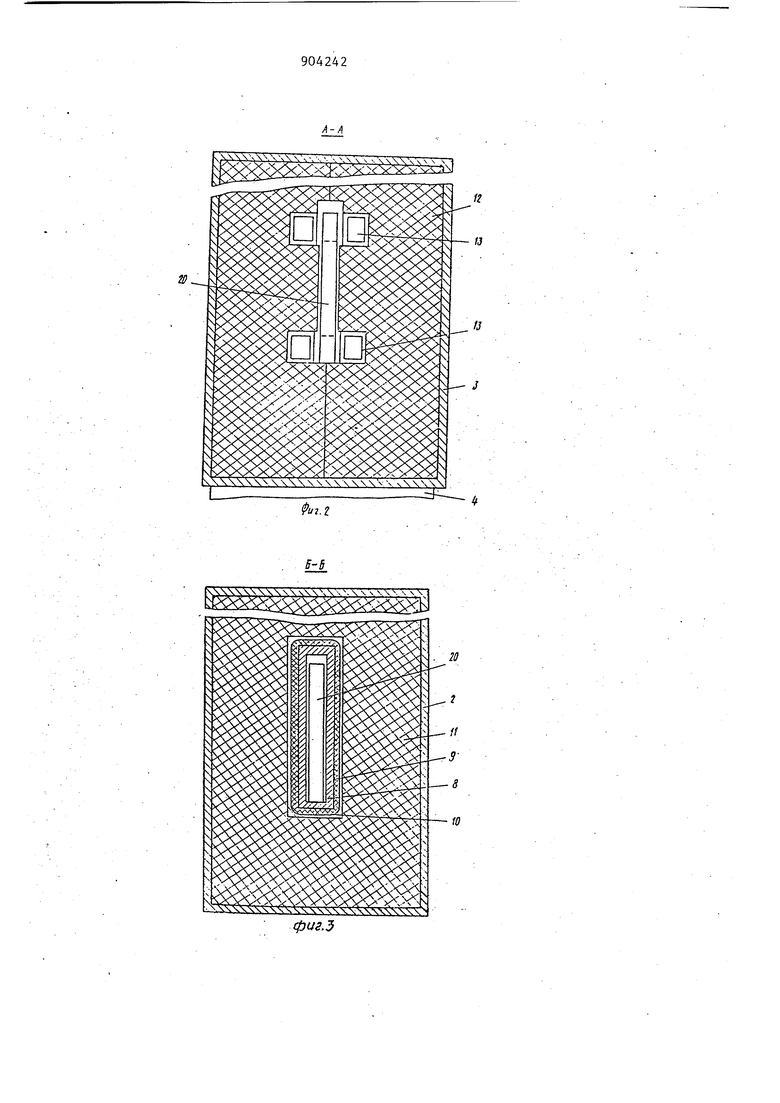
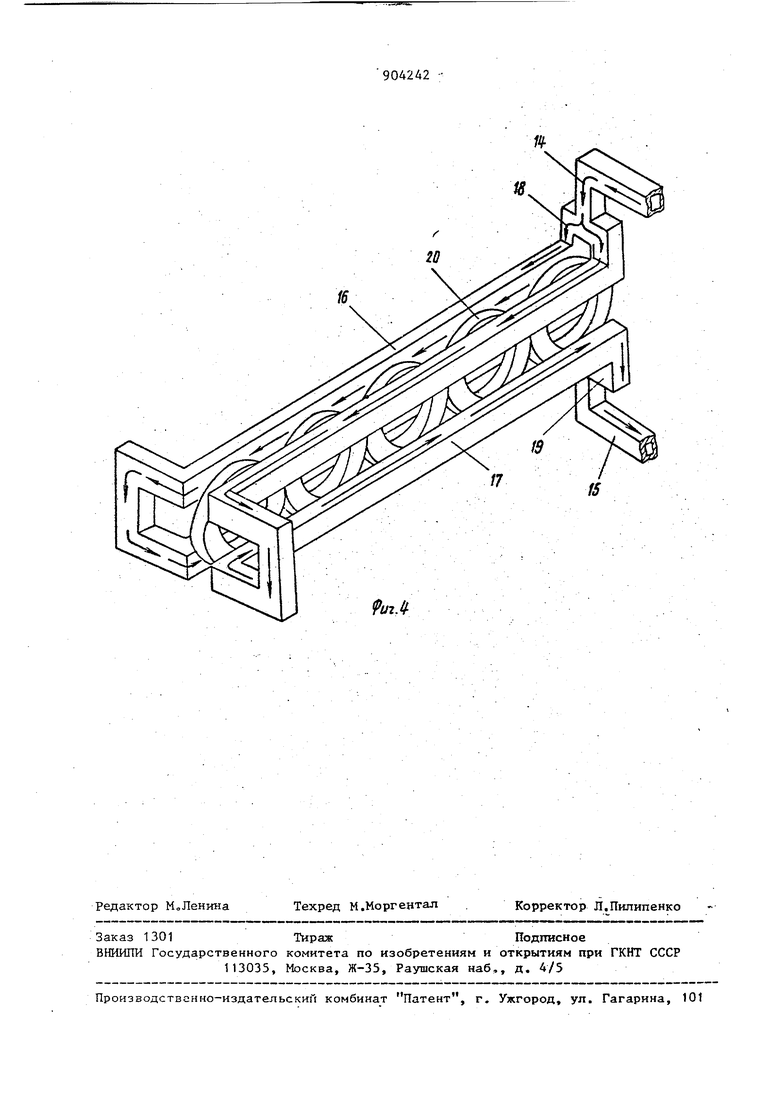
На фиг 1 изображена печь, общий вид; на фиг, 2 - сечение по А-А фиг, 1; на фиг, 3 - сечение по Б-Б фиг„ 1; на фиг 4 - индуктор со спекаемыми изделиями
Индукционная печь дпя спекания колец из металлических ферромагнитных порошков состоит из загрузочного лотка 1 , камер 2 и 3, установленных наклонно на подставке 4, выгрузочного лотка 5, звездочки 6, вращающейся с постоянной скоростью на валу,
Загрузочный 1 и выгрузочный 5 лотки снабжены боковыми щечками 5 (не показаны) для удержания изделий от заваливания
Камера 2 выполнена с внутренним металлическим массивным коробом 8„ Материалом для изготовления короба служит немагнитная сталь или медь Ширина короба вьтолняется такой, чтобы изделия типа колец свободно с зазором со стенками перекатывались внутри короба, но при этом не заклинивались друг с другом Высота короба также должна обеспечивать свободное перекатывание изделий
Слишком большие зазоры стенок короба с изделиями (более 3 мм) и слишком большая его высота (более.
чем диаметр изделия) уменьшают эффективность печи, так как ливший объем камеры 2 приводит к дополнительным затратам энергии на поддержание оптимальной температуры
Поверх короба 8 вьшолняется электроизоляция 9, которая должна обладать достаточной теплостойкостью Поверх изоляции закладываются нагревательные элементы 10, в качестве которых может служить нихромовая проволока. Поверх нагревательных элементов выполняется шлаковая засыпка 11
В камере 2 за счет элементов 10 поддерживается температура 150-200 С
Длина камеры 2 выбирается такой, чтобы при заданном темпе выдачи изделий из нечи в камере 2 помещалось такое количество изделий, которое 59 обесисч твает при непрерьшном их пере мещепии равномерный нагрев изделий по объему перед выходом их из камеры 2 „ Короб 8, вьтолненный металлически за счет хорошей теплопроводности рав номерно прогревается по всей длине Это уменьшает требования к равномерности расположения нагревательных элементов 10„ / Камера 3 служит для спекания изделий и выполнена с внутренней часть 12 из огнеупорного материала, например из огнеупорного кирпи та. В пазах огнеупорного кирпича располагают индикатор 13„ Его вьшоды 14 и 15, служащие для подключения к источникуТВЧ, вынесены за пределы печи. Индуктор 13 (фиг„4) состоит из двух полувитков 16 и 17, которые под ключены параллельно к источнику ТВЧ через перемычки 18 и 19 и выводы 14 и 15. Полувитки 16 и 17 удлинены по ход перекатьшаемьгх изделий 20 и расположены вдоль их торцов Вертикальные части полувитков 16 и 17 выполнены с удалением от изделия. Это сделано с той целью, чтобы они не влияли на характер нагрева изделий перед их выходом из камеры 3 Ширина полувитков 16 и 17 выполняется такой, чтобы своими поверхностями они перекрывали кольца. Длина полувит ков 16 и 17 выбирается такой, чтобы при заданном темпе выдачи изделий из печи в зоне индуктора 13 помещалось такое количество изделий, кото рое обеспечивало при непрерьгеном их перемещении нагрев по объему от 150200°С до 1100-1200°С, т.е„ до температуры спекания Конструкция индукто ра 13 обеспечивает равномерный по объему изделий нагрев до температуры спекания Кроме того, конструкция индуктора обеспечивает такое взаимодействие электромагнитных полей между изделия ми, что они в холодном состоянии (до точки К-юри) не притягиваются друг к другу, а легковесные изделия - кольца даже отталкиваются друг от друга. В горячем состоянии (свыше точки Кюр изделия ведут себя по отношению друг к другу магнитно нейтрально, что позволяет им свободно перекатьшаться под д-ействием собственной тяжести Поверхности индуктора, обращенные к изделиям, покрьтаются эмалью Индуктор 13 выполняется из профилированной на квадрат или прямоугольник медной трубки, по которой подается охлаждающая вода Изделия в зоне индуктора перекатьгоаются по внутренней части 12 из огнеупорного материала (фиг. 2)о Полувитки 16 и 17 уложены в пазы внутренней части 12 таким образом, чтобы изделия при своем перекатьшании боковыми поверхностями базировались на выступающие поверхности части 12, а не на активные части индуктора 13 (фиг, 2) Обе камеры 2 и 3 состыкованы таким образом, что они образ дот непре- Рьшную трассу транспортирования изделий о, Индукционная печь для спекания изделий типа колец из металлических порошков работает следующим образом. Нагревательные элементы 10 подключаются к источнику переменного или постоянного тока, и температура в камере 2 дов.одится до расчетной (150-200 с), после чего вся трасса транспортирования печи заполняется изделиями Звездочке 6 придают вращательное движение с заданным темпом выдачи изделий из печи Трасса транспортирования по мере выдачи изделий из печи наполняется новыми . изделиями Напряжение ТВЧ на индуктор 13 подается только тогда, когда в него входит изделие, полностыо прошедшее камеру 2„ С этого изделия начинается процесс спекания всех последующих изделий. Все предыдущие изделия считаются необработанными, .и их вновь загружают в печь При непредвиденной или очередной остановке печи процесс запуска ее в работу повторяется снова. Включение индуктора к источнику ТВЧ при этом можно автоматизировать, использовать для этого сигнал от реле времени, включаемого в электрическую печь одновременно с началом вращательного движения звездочки 6о При этом установка рале времени подбирается из расчета темпа выдачи изделий из печи (сек), умноженного на количество изделий, находящихся на трассе транспортирования в камере 2 Е камере 2 при температуре 150-00 С происходит предварительное зь1жигание пластификатора „ Поступающие в камеру 3 предварительно нагретые изделия подвергаются воздействию электромагнитньтх потей от индуктора, в результате че-. .О в них индуктируется ток, вызываэщий разогрев изделия до 11501200°С. Отдельно взятое нагреваемое изде1ие можно рассматривать как электрический магнит с полюсами, один изсоторых расположен в геометрическом центре поверхности кольца, а другой 3 геометрическом центре прот гаополож юй поверхности изделия-кольца. ,, Такие же магнитные полюса в рассматриваемый момент времени имеются и у других изделий, находящихся в зоне индуктора.Такимобразом изделия контактиру ют друг с другом нейтральными повер ностями и поэтому не притягиваются друг к другуо Более того, при доста точно малом диаметре нагреваемых ко лец и небольшом их весе изделия склонны при интенсивном нагреве к в имному отталкиванию друг от друга„ Это объясняется небольшими расстояниями между одноименными полюсами соседних .изделийо Отсутствие взаимного притяптвания изделий друг к другу обеспечивает их свободное перекатьгаание в зоне индуктора под действием собственного веса с В.описываемом индукторе наблюдае ся такой эффект Когда в зону индук ра входит изделие с температурой ни же точки Кюри, то оно полностью дотягивается в индуктор и электромагнитными полями и прижимается одной из своих поверхностей к выступающим поверхностям внутренней части 12. Сила прижима может быть настолько велика, что весь последующий столб изделий, находящийся на наклонной трассе транспортирования, не может протолкнуть прижатое изделие силой собственной тяжестио Изделие находится в прижатом состоянии до тех пор, пока не потеряет своих магнитных свойств (при температуре свыше точки Кюри), после чего вновь начинает свободно перека 8 тьшаться в зоне индуктора и догревается до температуры спекания 1150- . . , а следуюп1ее холодное изделие поступает в зону индуктора Объясняется такой эффект следующим образом. Изделия из металлических порошков, еще не прошедшие обработку спеканием, представляют собой магнитодиэлектрики Мелкие частицы металлического порошка изолированы друг от друга диэлектрическим связу- . ющим материалом или материалом с весьма малой электропроводностью Такие материалы очень хорошо проводят магнитные потоки и имеют малую электропроводность Поэтому изделия из металлических порошков, пока они не разогреты до точки Кюри, втягиваются в зону индуктора и удерживаются в нем По мере разогревания изделия связующий материал разлагается и выжигается, и между частицами порошка появляется электрический контакт. Это увеличивает электропроводность изделия, что приводит к его более интенсивному разогреву, и при достижении точки магнитных превращений изделие теряет магнитные свойства, и магнитное взаимодействие с индуктором прекращается Этот эффект в описываемой индукционной печи можно использовать-, для установления автоматического темпа выдачи спеченных изделий из печи Качество изделий значительно выше, чем при спекании таких же изделий в известной индукционной печи Достигнута равномерность механических свойств по всему объему изделия, что подтверждается металлографическими исследованиями В насто5щее время продолжают проводить опыты по уточнению технологических параметров для изделий различных размеров Данная конструкция индукционной печи дпя спекания изделий типа колец из металлических порошков позволяет встроить ее в поточную линию без каких-либо усложнений механизмов автоматической передачи изделий с операции на операцию, поскольку в данной конструкции печи выгодно используется то, что изделия перемещаются под действием собственной силы тяжести.
«м
Г
52
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная печь для спекания изделий из металлических порошков | 1978 |
|
SU736468A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| Установка для спекания изделий из металлических порошков | 1979 |
|
SU789250A1 |
| ЭЛЕКТРОПЛАВИЛЬНЫЙ АГРЕГАТ | 2006 |
|
RU2333440C2 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| Индукционная установка периодического действия для нагрева длинномерных заготовок | 1989 |
|
SU1782242A3 |
| СПОСОБ ПЕРЕПЛАВКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2677549C2 |
| Индуктор для методического нагрева изделий | 1981 |
|
SU984066A1 |
| Способ получения ячеистого бетона и изделий из него | 2003 |
|
RU2222513C1 |
1„ ПЕЧЬ ДЛЯ СПЕКАНИЯ КОЖЦ, ПРЕИМУЩЕСТВЕННО ИЗ ФЕРРОМАГНИТНЫХ ПОРОШКОВ, содержащая футерованную огнеупорным материалом камеру с каналом для перемещения колец и нагреватель, выполненный в виде проходно, О V - V) А го индуктора с обмоткой, закрепленной в футеровке, о тличающая с я тем, то, с целью упрощения КОНСТР5ГКЦИИ и повышения ка ества спеченных изделий, обмотка индуктора выполнена в виде двух параллельно подключенных вытянутых вдоль канала полувитков, канал в поперечном сечении выполнен в виде вытянутого по вертикали прямоугольника, причем дно канала расположено под углом к горизонтали, а полувитки индуктора закреплены в боковых его стенках 2 о Печь по По 1,отличающ а я с я тем, что. она снабжена камерой предварительного нагрева колец, выполненной в виде металлического короба с нагревателями сопротивления и состыкованной с каналом в футерованной камере
| Индукционная печь для спекания изделий из металлических порошков | 1976 |
|
SU553046A1 |
| Авторское свидетельство СССР | |||
| Индукционная печь для спекания изделий из металлических порошков | 1978 |
|
SU736468A1 |
