Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применяться для рафинирования, получения сплавов, усреднения химического состава выплавляемого сплава.
Известен аналог - отражательная печь для переплавки металла (источник информации патент РФ №2155304), содержащая корпус, образованный кирпичной кладкой наружных стен как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход.
Недостатками этой печи являются:
1. Сложность конструкции из-за наличия двух сводов (малый над загрузочным столом и большой над ванной).
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во
внешнюю среду.
3. Печь не имеет систему пыле газоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. Из описания печи следует, что она оснащена только одной форсункой. Этого явно недостаточно для обеспечения высокой скорости проплавления шихты и ведения форсированного режима плавки.
5. Печь не имеет экономайзера и не снабжена камерой дожига.
Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - отражательная печь для переплава металла (источник информации патент РФ №2047663), содержащая корпус, образованный кирпичной кладкой наружных стен как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход.
Печь предназначена для переплавки вторичного алюминия и имеет следующие недостатки:
1. Дороговизна и сложность аккумулирующей теплоподушки (легковесный огнеупорный кирпич, блюмсы). Большая глубина жидкого металла в ванне затрудняет процесс перемешивания, вследствие чего жидкий металл не будет гомогенным.
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
3. Печь не имеет систему пыле газоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. В печи используется стационарный желоб для слива расплавленного металла.
5. Печь не имеет экономайзера и не снабжена камерой дожига.
Из - за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - отражательная печь для переплава металла (источник информации патент РФ №2361162), являющаяся наиболее близкой (прототипом), содержащая корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход, причем, корпус размещен на сварном каркасе. Считаю, что печь, взятая за прототип, имеет следующие недостатки:
1. Печь не имеет электрического механизма подъема и опускания рабочей заслонки печи и установку пыле газоочистки.
2. Печь имеет высокую производительность, но производительность ее еще можно увеличить;
3. Печь имеет удовлетворительную герметичность. За счет предложенной конструкции заслонки рабочего окна и створчатой дверки шлакового окна можно создать герметичную печь, позволяющую снизить выбросы вредных газов в атмосферу, уменьшить потери металла и тепла в окружающую среду;
4. Печь имеет ступеньку с наклонной площадки к подине, которая не позволяет с помощью погрузчика со скребком производить чистку подины и наклонной площадки (т.е. механизировать процесс чистки подины и наклонной площадки).
5. В печи использованы подовые блоки МКРС-50, имеющие достаточно большой срок эксплуатации, однако, применив другие подовые блоки для подины и наклонной площадки, можно увеличить срок эксплуатации печи.
6. Печь не имеет экономайзера и не снабжена камерой дожига.
Задачей изобретения является создание высокопроизводительной газовой ванной отражательного типа печи для переплава алюминиевых ломов, в которой можно использовать несортированный от инородных включений лом, герметичной, имеющей экономайзер и камеру дожига позволяющей: снизить выбросы вредных газов в атмосферу, уменьшить потери тепла в окружающую среду, а также увеличить срок ее эксплуатации.
Технический результат - разработанная ванная отражательного типа печь является герметичной, с малыми потерями тепла в окружающею среду за счет теплоизоляции, имеющей большой срок эксплуатации, высокопроизводительной, имеющей экономайзер и камеру дожига позволяющей: использовать несортированный от инородных включений лом, вести процесс переплава на естественной и искусственной тяге с установкой пыле газоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что в отражательную печь для переплава алюминиевого лома, содержащую корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, две сливные летки, газоход и каркас, согласно предлагаемому изобретению сварной каркас, выложен внутри двумя рядами легковесных блоков с двумя слоями между ними асбокартона, накопительная ванна и наклонная площадка выполнены из корундовых блоков КС-90, уложенных на два слоя асбокартона, а под наклонной площадкой выложен ряд легковесных блоков. Два слоя асбокартона, два ряда легковесных блоков каркаса и один ряд под наклонной площадкой позволяют снизить потери тепла, сохранять температуру металла в ванне и наклонной площадке. Срок службы печи увеличивается из-за использования корундовых блоков КС-90, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 8-9 лет).
Кроме того, отражательная печь для переплава алюминиевого лома имеет в двух боковых стенах две инжекционные двадцати одно смесительные горелки среднего давления, направленные под углом на наклонную площадку, а также две инжекционные восемнадцати смесительные горелки, направленные под углом на подину печи, при этом две инжекционные двадцати одно смесительные горелки среднего давления имеют смесители без насадок с факелом при горении 1,6 метра, а две инжекционные восемнадцати смесительные горелки имеют смесители, изготовленные с насадками, которые позволяют получить факел длиной 2,9 метра. Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковое окно и быстро ее переплавлять за счет тепла, выделяющегося при горении факелов восемнадцати смесительных горелок. Тепловая мощность всех инжекционных горелок составляет 8900 кВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки.
При этом смесители, насадки к смесителям и стабилизирующий пламя туннель горелок изготавливают из коррозионно-стойкой жаропрочной стали 12X18H9T, причем смесители всех горелок имеют: внутренний диаметр 42 мм, внешний 65 мм, четыре сопла диаметром 1,6 мм. Коррозионно-стойкая жаропрочная сталь 12Х18Н9Т позволяет увеличить срок службы горелок и печи.
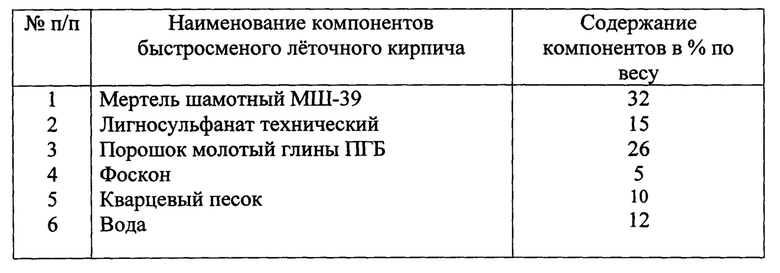
Вместе с тем отражательная печь для переплава алюминиевого лома имеет две летки в торцевой стене для выпуска расплавленного металла, выполненные в быстросменных армированных леточных кирпичах причем, каждый быстросменный леточный кирпич размещается в металлическом коробе-захвате быстросменного леточного кирпича, при этом короб-захват быстросменного леточного кирпича крепится на стальном коробе печи четырьмя гайками, навинчаными на четыре приваренные к стальному коробу шпильками, кроме того, печь имеет две футерованные поворотные чаши с приваренными к ним футерованными поворотными желобами, которые могут поворачиваться в процессе разливки жидкого металла. Быстросменные армированные леточные кирпичи имеют большой срок службы и обеспечивают возможность их замены без остановки печи.
Более того, стальной короб имеет теплоизоляцию между ним и каждой стеной, состоящую из двойного слоя листового асбокартона, свод печи имеет огнеупорную теплоизоляционную обмазку и сверху его уложен двойной слой огнеупорных теплоизоляционных матов. Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Существенно отметить, что задняя торцевая стена имеет футерованный «козырек», а дымоход выполнен в передней стене. Такое конструктивное решение обеспечивает плавное обтекание дымовыми газами свода печи, его дополнительный нагрев раскаленными дымовыми газами и отражение тепла сводом на подину и наклонную площадку, кроме того, по практическим данным, расход природного газа на 1 тонну годного металла уменьшается.
Важно отметить, что предлагаемая печь имеет экономайзер, который размещается в борове и представляет собой спираль коробчатой формы с внутренними размерами 25×25 мм и с количеством витков - 25 шт, при этом спираль сварная, сварена из стали 12Х18Н9Т. Экономайзер позволяет нагревать воду для технологических нужд предприятия.
Вместе с тем, печь снабжена футерованной огнеупорным кирпичом камерой дожига, в которой установлена газовая десяти смесительная инжекционная горелка с устройством регулирования расхода воздуха, при этом смесители, стабилизирующий пламя туннель горелки изготавливают из коррозионно-стойкой жаропрочной стали 12X18H9T. Коррозионно-стойкая жаропрочная сталь 12Х18Н9Т позволяет увеличить срок службы горелки и печи, а устройство для регулирования расхода воздуха позволяет регулировать расход воздуха, подаваемого в горелку.
Далее, печь имеет привод подъема и опускания рабочей заслонки печи, состоящий из электродвигателя, муфты, червячного редуктора, барабана, шкива, троса, цепей, двух противовесов, двух блоков и заслонки с двойным теплоизоляционным слоем асбокартона, футерованной легковесным полуторным огнеупорным кирпичем, при этом ползуны, приваренные к раме заслонки скользят по копирам и при закрытии рабочего окна образуется «Г-образный замок», дверка шлакового окна печи имеет двух створчатую конструкцию, рамы створок дверки шлакового окна сварены из швеллера №12, футерованы легковесным полуторным, причем, футеровка рамы одной створки выступает за плоскость рамы на 30 мм, а футеровка рамы другой створки выступает за плоскость рамы на 70 мм с «Г-образным» выступом, поэтому при закрытии шлакового окна образуется надежный «Г-образный замок». «Г-образные замки», образующиеся при закрытии рабочего и шлакового окон способствует уменьшению угара и теплопотерь из печи.
Наконец, отражательная печь снабжена двухступенчатой установкой пыле газоочистки для достижения экологически чистого процесса, причем, первая ступень представляет собой камеру смешения, дымосос ДН-10, блок газоочистки, а вторая картриджный фильтр, причем блок газоочистки оснащен тремя конусами, тремя сепарационными устройствами для центробежного разделения фаз, в картриджном фильтре размещено 76 фильтровальных элементов - картриджей, при этом установка пыле газоочистки имеет следующую характеристику: производительность по очищаемому газу 18000 м3/час, количество фильтровальных элементов 76 штук, степень очистки по фтористому водороду 70%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 94%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 82%, степень очистки по пыли 97%, уровень звука не более 76 ДБА.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п., обеспечивает решение поставленной задачи.
Наличие наклонной площадки позволяет вести в печи переплавку несортированного от инородных включений лома, так как переделки (чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл.
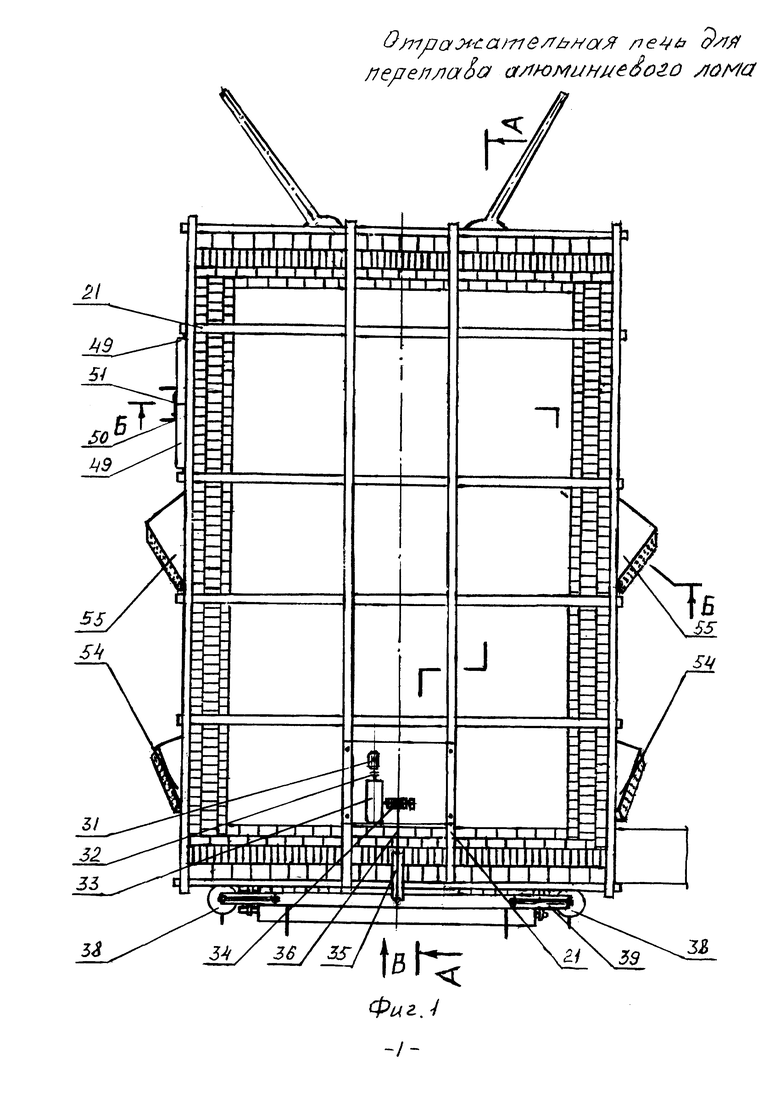
На фиг. 1. Вид печи в плане.
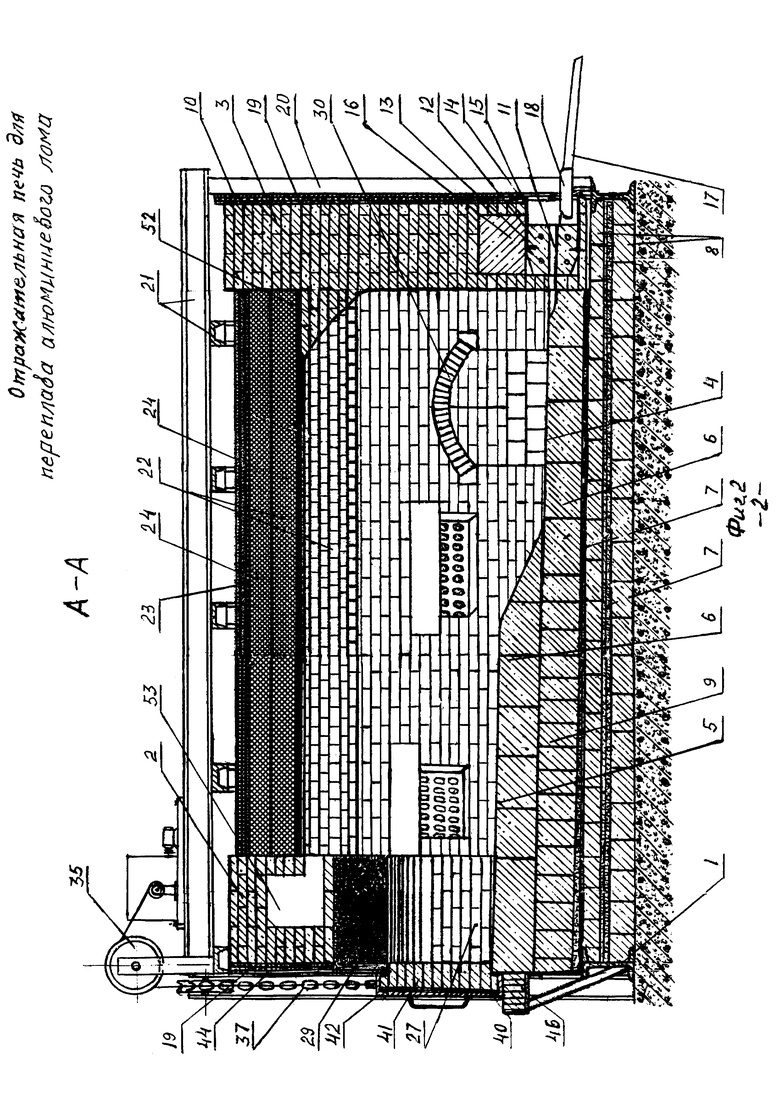
На фиг. 2. Продольный разрез печи А-А.
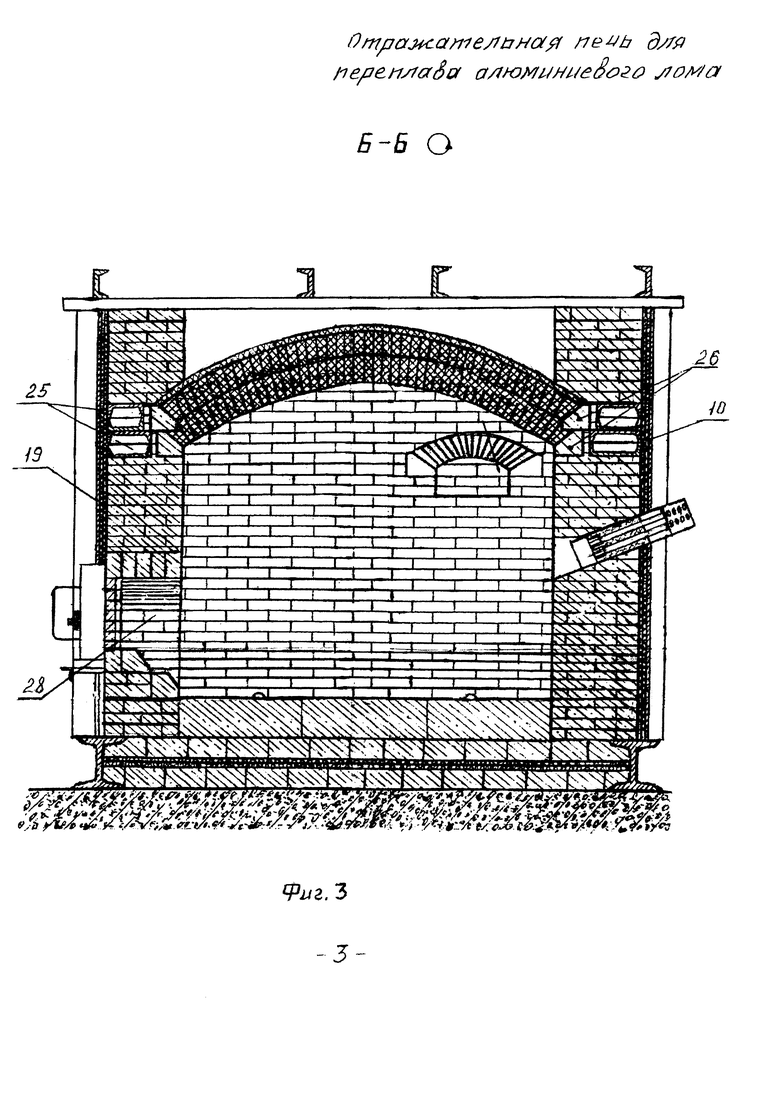
На фиг. 3. Поперечный разрез печи Б-Б.
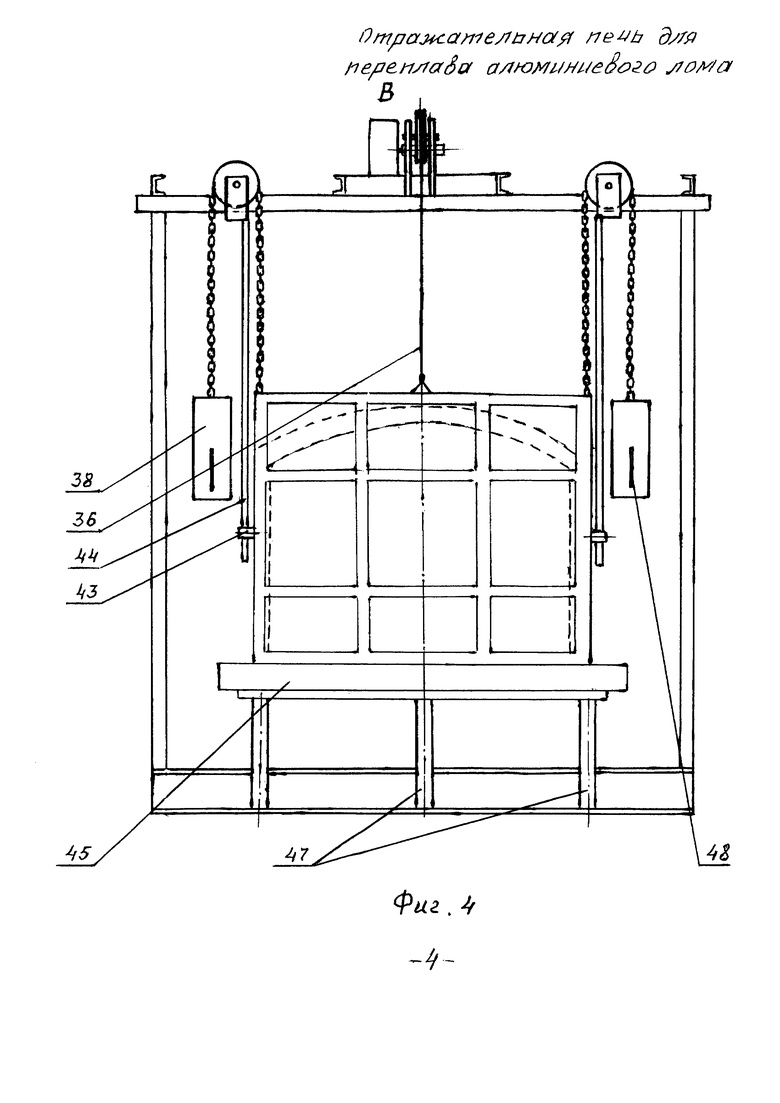
На фиг. 4. Вид В печи со стороны рабочего окна.
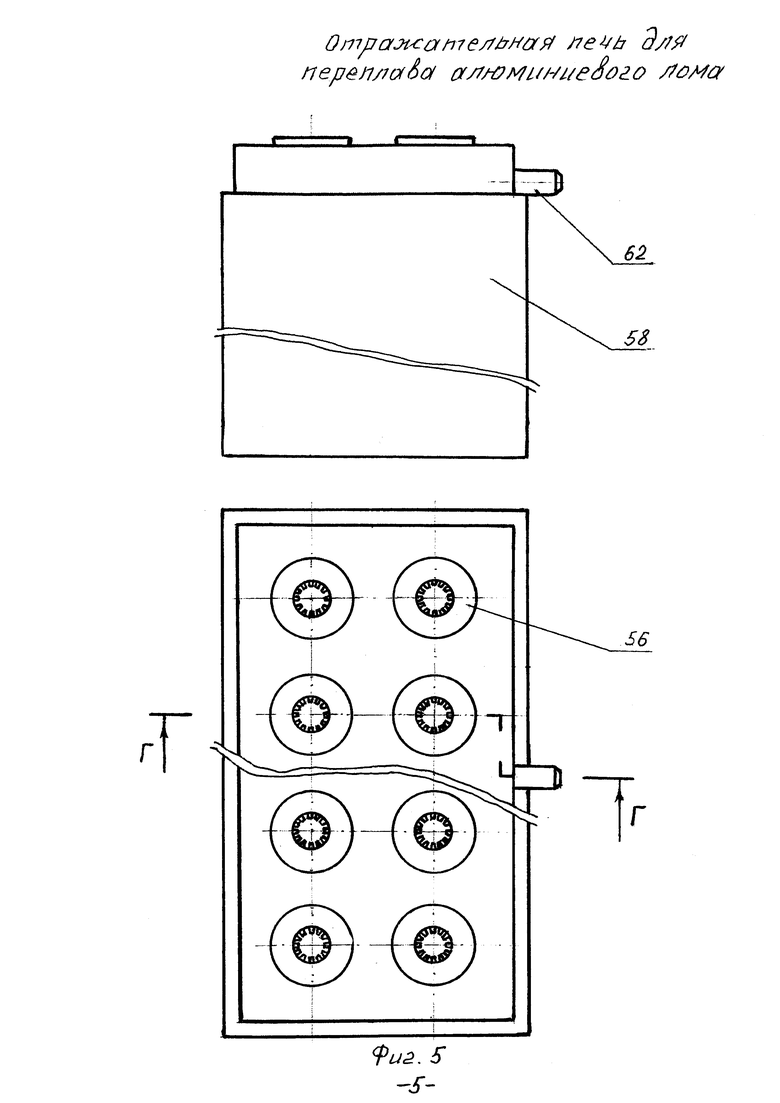
На фиг. 5. Восемнадцати смесительная инжекционная горелка.
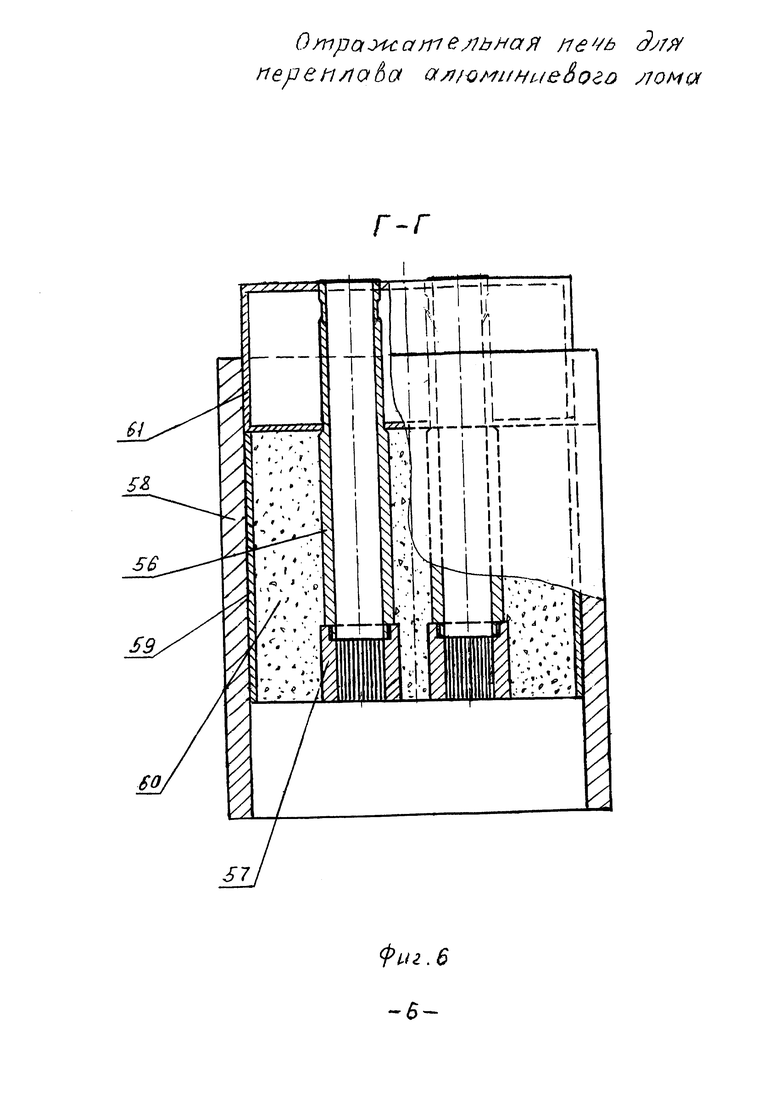
На фиг. 6. Разрез Г-Г восемнадцати смесительной инжекционной горелки.
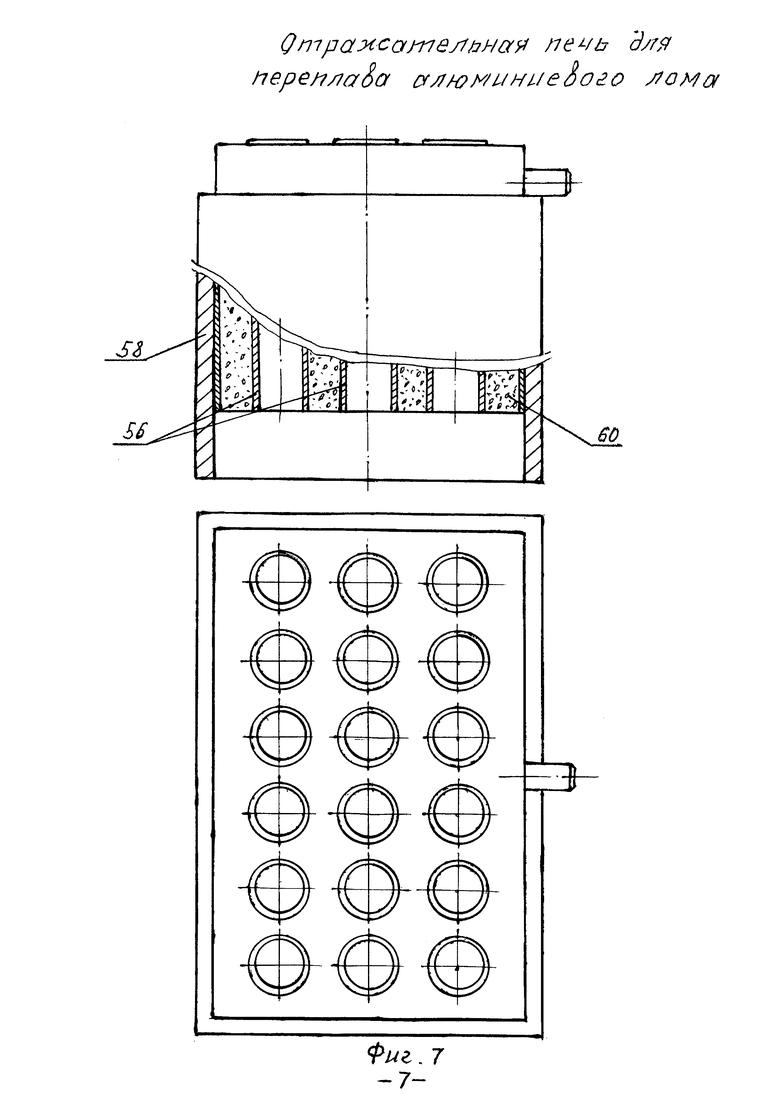
На фиг. 7. Трехрядная двадцати одно смесительная инжекционная горелка.
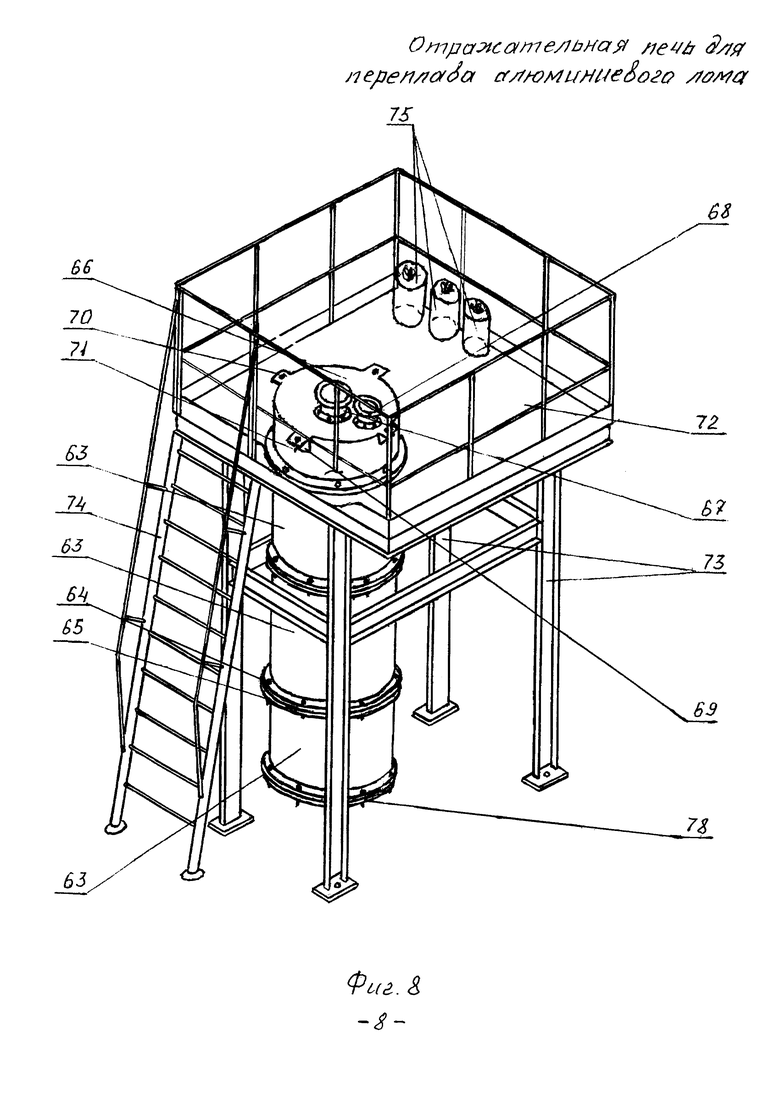
На фиг. 8. Блок газоочистки печи.
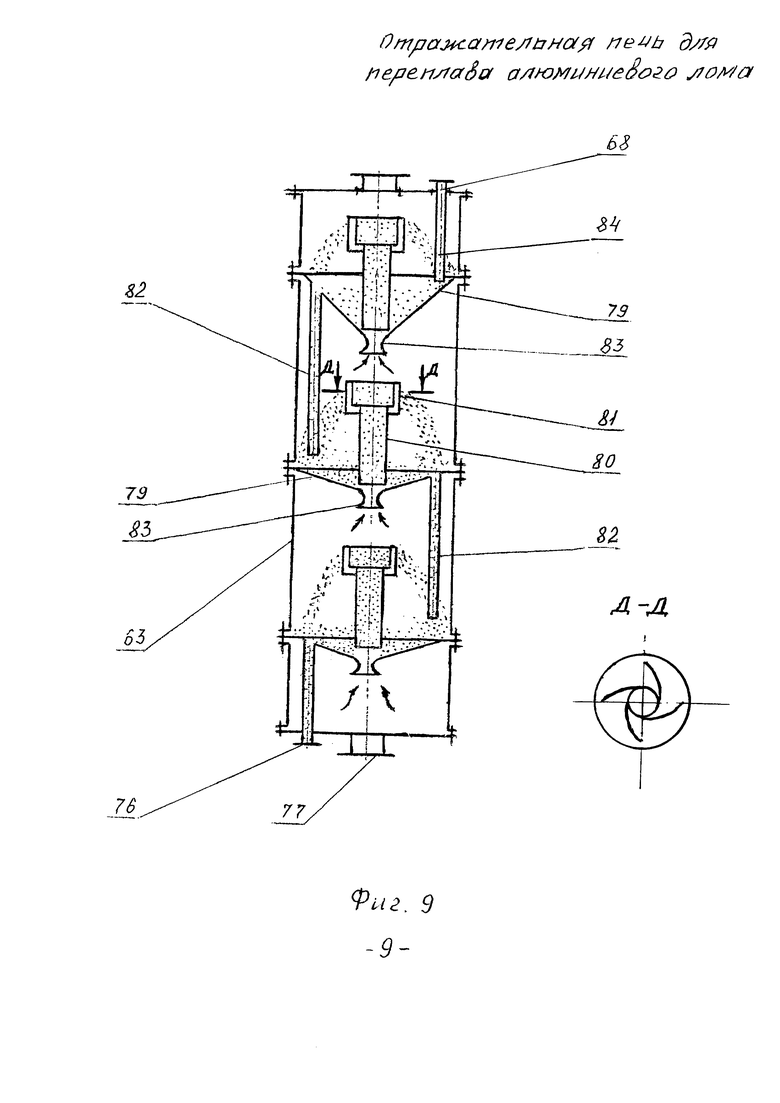
На фиг. 9. Схема очистки дымовых газов в блоке газоочистки печи.
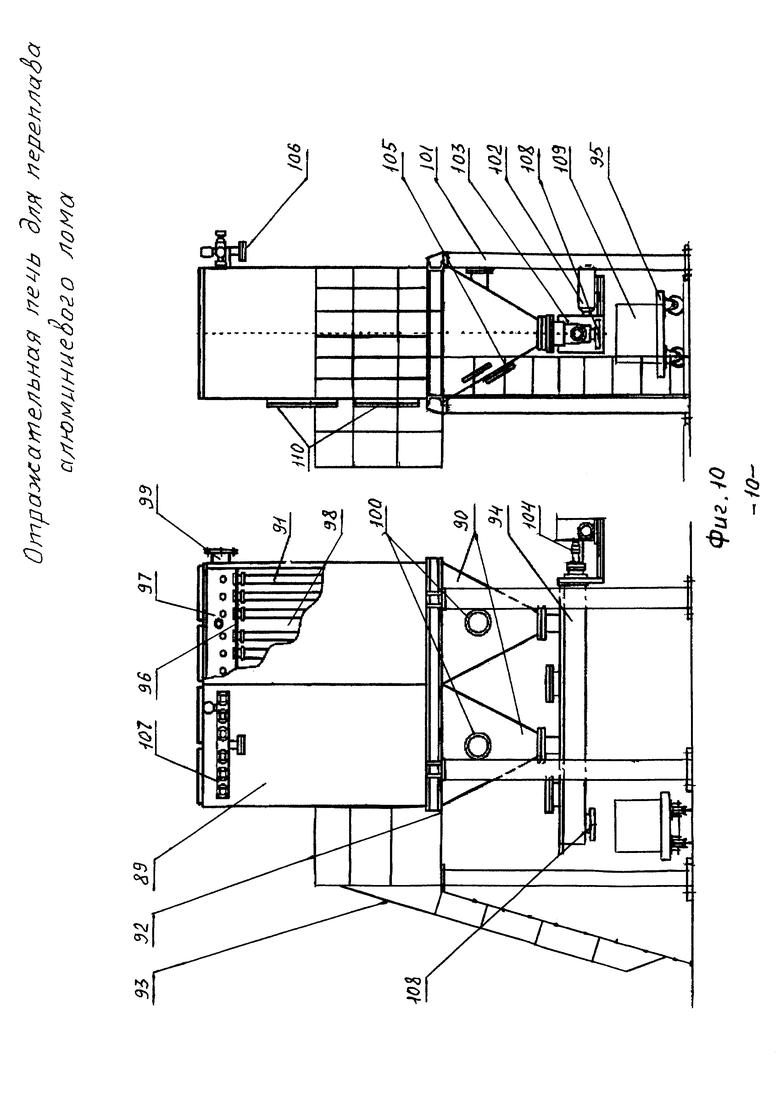
На фиг. 10. Картриджный фильтр.
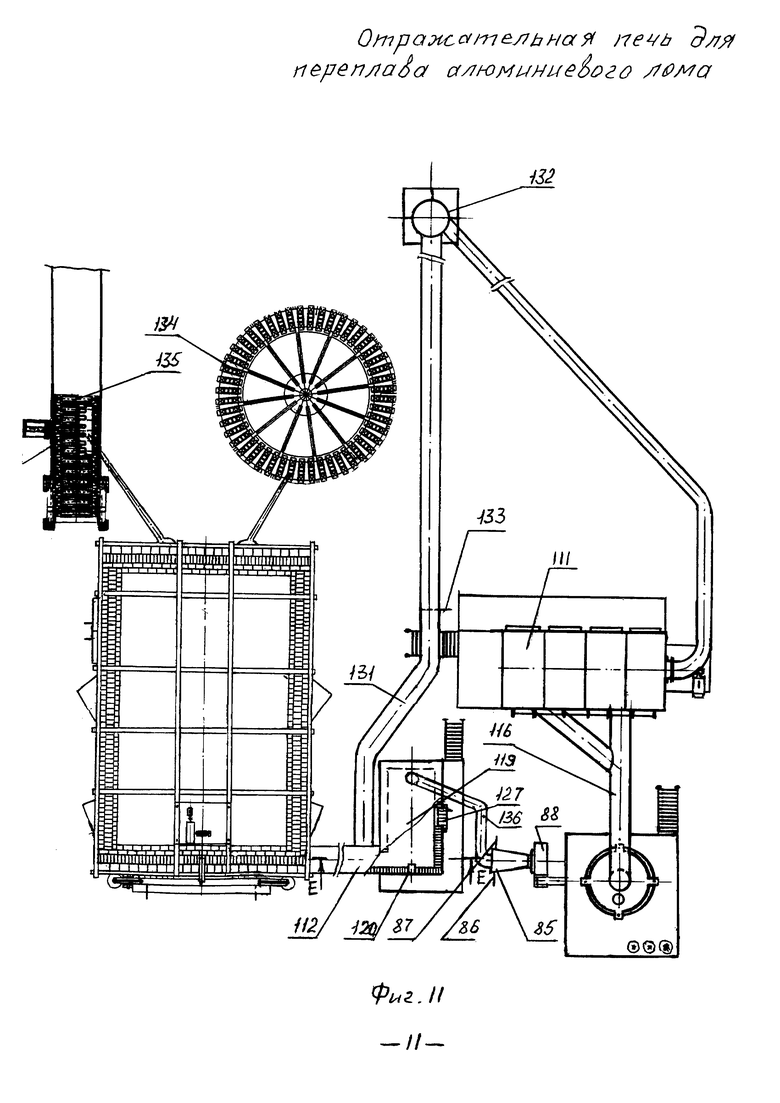
На фиг. 11. Вид печи в плане с двухступенчатой установкой пыле газоочистки и разливочным оборудованием.
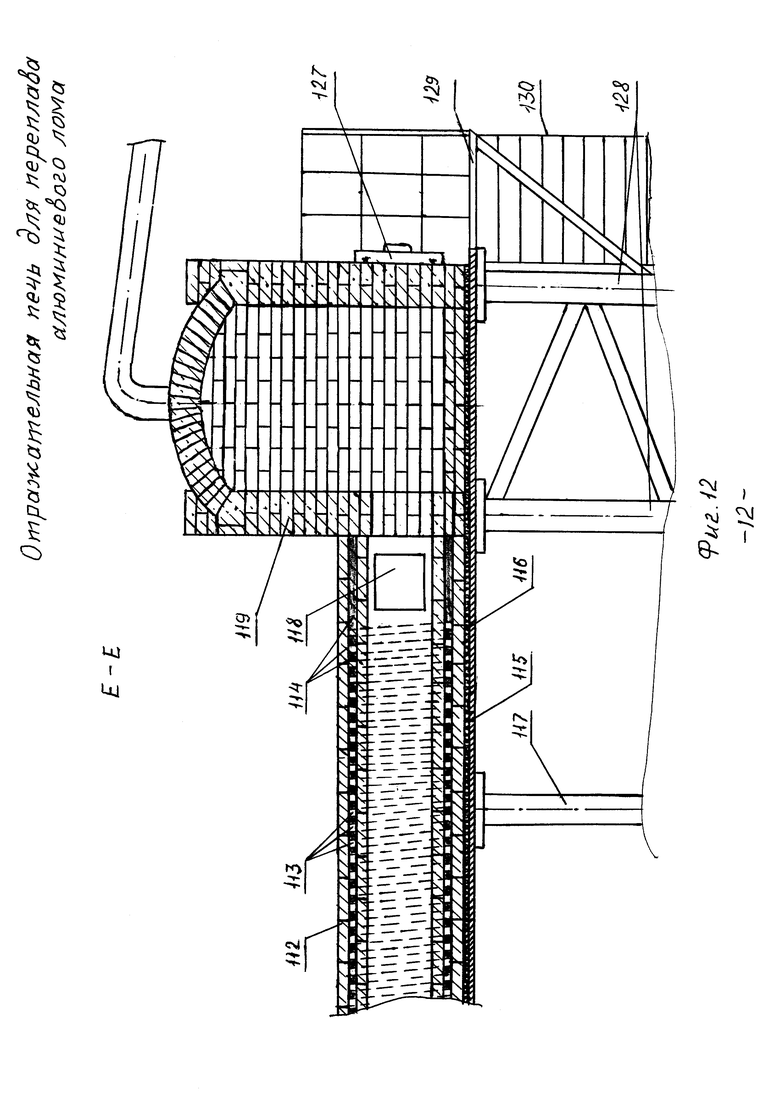
На фиг. 12. Разрез Е-Е борова и камеры дожига.
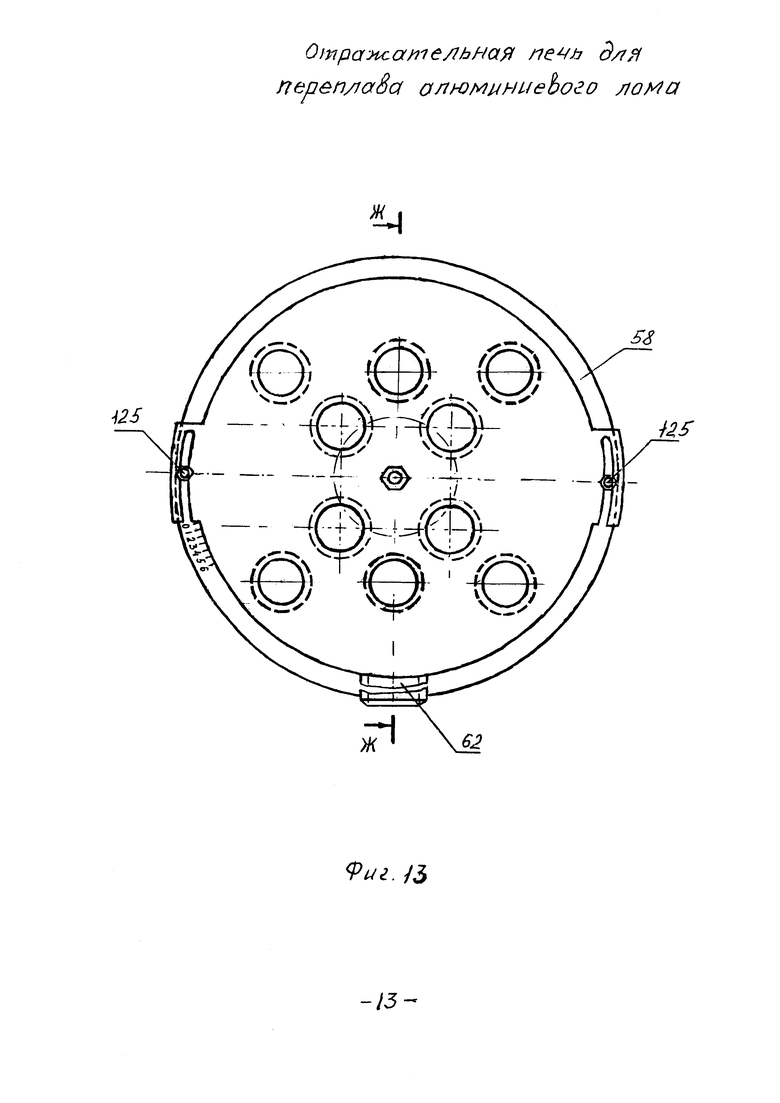
На фиг. 13. Десяти смесительная инжекционная горелка.
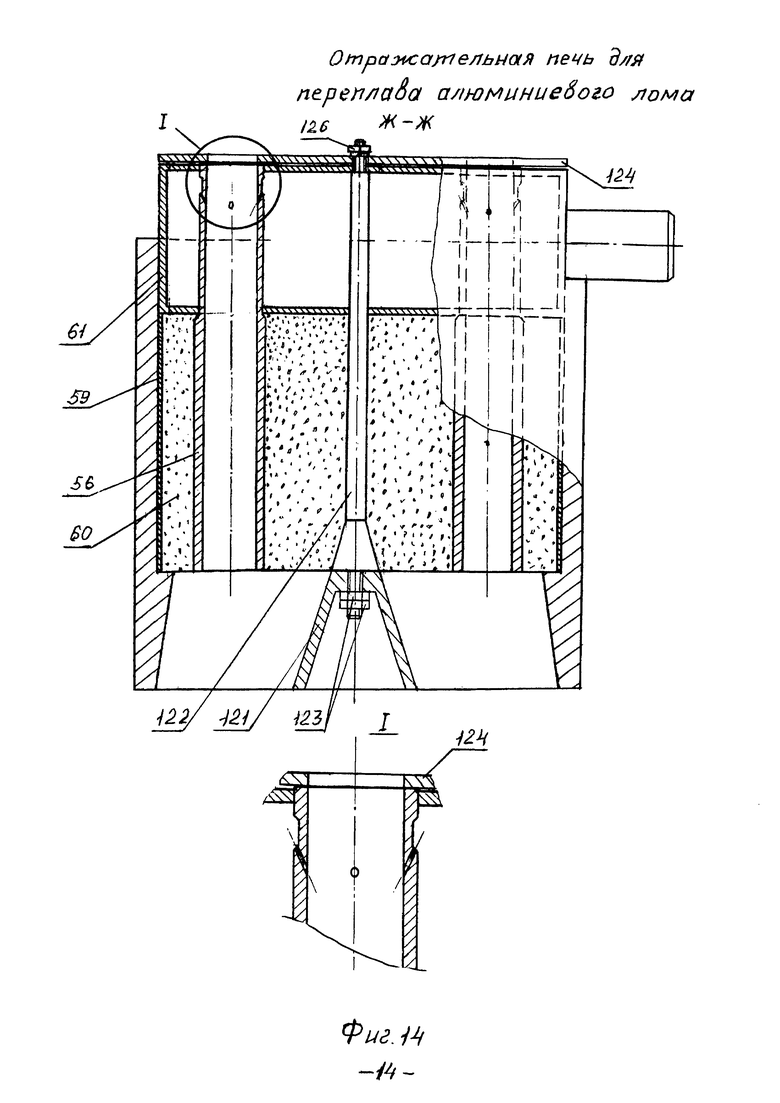
На фиг. 14. Разрез Ж-Ж десяти смесительной инжекционной горелки.
Предлагаемая печь содержит смонтированный на каркасе 1 печи корпус, образованный кирпичной кладкой наружных боковых, передней 2 и задней 3 торцевых стен фиг. 2.
Под 4 печи и наклонная площадка 5 имеют плавный переход и выложены из корундовых блоков поз. 6 КС-90 ТУ 14 - 8 - 556 - 87, уложенных на два слоя асбокартона 7. Каркас 1 выложен внутри двумя рядами легковесных блоков ШЛ-0,9 поз. 8 с двумя слоями между ними асбокартона 7. Кроме того, под наклонной площадкой 5 выложен ряд легковесных блоков ШЛ-0,9 поз. 9. Два слоя асбокартона 7, два ряда легковесных блоков ШЛ-0,9 поз. 8 каркаса 1 и один ряд легковесных блоков ШЛ-0,9 поз. 9 под наклонной площадкой 5 позволяют снизить потери тепла, сохранять температуру металла в ванне и наклонной площадке 5. Срок службы печи увеличивается из-за использования корундовых блоков КС-90 поз.6, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 8-9 лет), (фиг. 2). Применением корундовых блоков КС-90 (больших - длина1000 мм, ширина 400 мм, толщина 300 мм, малых - длина 500 мм, ширина 400 мм, толщина 300 мм) вместо обычных штучных изделий можно уменьшить количество швов, что снижает газопроницаемость и повышает шлако устойчивость футеровки; получить экономию средств, поскольку отпадает процесс предварительного изготовления штучных огнеупоров, выполнить узлы агрегатов практически любой конфигурации, ускорить процесс строительства и снизить долю ручного труда. Корундовые блоки КС-90 (расшифровка марки-КС - корундовый, свыше 90% AI2O3). В прототипе использованы блоки МКРС-50, в которых содержание AI2O3-50%, кроме того, они имеют предел прочности 20 Н/мм2, а температура начала размягчения 1400°С. В предлагаемой печи блоки имеют предел прочности 50 Н/мм2, в них больше % AI2O3, а температура начала размягчения 1660°С, поэтому срок службы блоков КС-90 по практическим данным 8-9 лет. Швы между корундовыми блоками КС-90 заполняют тонкоразмолотым сухим шамотным порошком, а еще более лучший результат был достигнут автором, когда засыпанный в щели блоков подины 4 и наклонной площадки 5 шамотный порошок в верхней части заливался жидким стеклом, а затем замазывался «заподлицо» с верхней плоскостью подины 4 и наклонной площадки 5 огнеупорной клеевой мастикой.
В качестве связующего вещества применялся огнеупорный состав состоящий из огнеупорной глины (22%), шамотного порошка (74%), жидкого стекла (3%) и фоскона (1%).
На металлическом каркасе 1 печи выложены четыре стены, под 4, наклонная площадка 5. Каркас 1 печи сварной, сваренный из двутавров №25, и выложен внутри двумя рядами легковесных блоков ШЛ-0,9 поз.8, причем между ними уложены два слоя асбокартона 7. В качестве связующего применялся огнеупорный состав, приведенный выше. Размер подины 3×1,6 метра. Размер наклонной площадки 3×2,4 метра. Подовые блоки обложены прямым шамотным кирпичом марки ША - 1 изделие №5. Стены печи выложены из шамотного кирпича ША - 1 №5 и №12 в стальном коробе 10. В задней торцевой стене 3 имеется две летки 11, выполненные в быстросменных леточных кирпичах 12. Каждый быстросменный леточный кирпич 12 размещается в металлическом коробе-захвате 13 быстросменного леточного кирпича и при кладке задней торцевой стены 3 укладывается в нишу, при этом короб-захват 13 быстросменного леточного кирпича 12 крепится на стальном коробе 10 печи четырьмя гайками 14, навинченными на четыре приваренные к стальному коробу 10 шпильками 15. Каждый быстросменный леточный кирпич 12 армирован стальным прутком 0 6 мм, изготавливается в стержневом ящике и в задней торцевой стене 3 перекрыт блоком КС-90 поз. 16. Автор ниже предлагает состав быстросменный леточного кирпича 12:
При этом отражательная печь для переплава алюминиевого лома имеет поворотный футерованный желоб 17, который может поворачиваться в процессе разливки жидкого металла и имеет в конструкции футерованную поворотную чашу 18. Передняя торцевая стена 2 печи выложена в три кирпича, задняя торцевая стена 3 в два с половиной, а боковые в два.
К каркасу 1 печи приварен стальной короб 10 печи, имеющий теплоизоляцию между ним и каждой стеной, состоящую из двойного слоя листового асбокартона 19. Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Крепление стального короба 10 печи к каркасу 1 печи производится вертикальными швеллерами №14 поз.20 фиг. 2.
Для предотвращения распора кладки печи вертикальные швеллеры имеют связку из горизонтальных швеллеров №14 поз. 21 фиг. 1, 2. Большой свод 22 выполнен из клина торцевого ША1 №22, №23 и имеет обмазку 23, имеющую следующий состав:
- асбестовая крошка - 86%;
- жидкое стекло - 7%;
- огнеупорная глина - 7%;
- вода.
Сверху обмазки уложен двойной слой огнеупорных теплоизоляционных матов 24, что дополнительно уменьшает теплопотери из печи. Пятовые балки 25 большого свода 22 сварены из швеллеров №24 и опираются на пятовые кирпичи 26 фиг. 3.
Рабочее 27 и шлаковое 28 окна имеют своды 29 и 30 соответственно, выложенные по шаблонам из шамотного торцевого клина ША-1 №22 и №23 фиг. 2, 3. Далее, печь имеет привод подъема и опускания заслонки рабочего 27 окна печи, состоящий из электродвигателя 31, муфты 32, червячного редуктора 33, барабана 34, шкива 35, троса 36, цепей 37, двух противовесов 38, двух блоков 39 и заслонки с двойным теплоизоляционным слоем асбеста 40, футерованной легковесным полуторным огнеупорным кирпичем 41 фиг. 1, 2. Рама 42 заслонки сварена из швеллера №12, причем футеровка выступает за плоскость рамы 42 на 35 мм. К раме 42 заслонки по бокам приварены два ползуна 43, которые скользят по копирам 44 и при закрытии заслонкой рабочего окна 27 образуется «Г-образный замок» фиг. 1, 2, 4. Заслонка рабочего 27 окна печи в нижнем положении опирается на подоконник 45, который футерован шамотным кирпичем 46 и поддерживается тремя укосинами 47. Особенность привода подъема и опускания заслонки рабочего 27 окна состоит в том, что в случае отключения электрической энергии или вообще ее отсутствия, подъем и опускание заслонки рабочего 27 окна можно производить вручную, при этом нужно отсоединить трос 36 от рамы 42 заслонки и, взявшись за ручки 48 противовесов 38, тянуть вверх или вниз. Дверка шлакового окна печи имеет двух створчатую конструкцию. Рамы створок 49 дверки шлакового окна сварены из швеллера №12, футерованы легковесным полуторным кирпичом, причем, футеровка рамы одной створки 49 выступает за плоскость рамы на 30 мм, а футеровка рамы другой створки выступает за плоскость рамы на 70 мм с «Г-образным» выступом, поэтому при закрытии шлакового окна образуется надежный «Г-образный замок». Каждая створка дверки шлакового окна имеет ручки 50 для закрытия и открытия шлакового окна, а также накидной засов 51 для фиксации створок в закрытом состоянии дверки. «Г-образные замки», образующиеся при закрытии рабочего 27 и шлакового 28 окон, способствует уменьшению угара и теплопотерь из печи фиг. 1.
Существенно отметить, что задняя торцевая стена 3 имеет футерованный «козырек» 52, а дымоход 53 выполнен в передней торцевой стене 2. Такое конструктивное решение обеспечивает плавное обтекание дымовыми газами свода печи, его дополнительный нагрев раскаленными дымовыми газами и отражение тепла сводом на подину и наклонную площадку, кроме того, по практическим данным, расход природного газа на 1 тонну годного металла уменьшается.
Кроме того, отражательная печь для переплава алюминиевого лома имеет в двух боковых стенах две инжекционные двадцати одно смесительные 54 горелки среднего давления, направленные под углом 25° на наклонную площадку, а также две инжекционные восемнадцати смесительные 55 горелки, направленные под углом 18° на подину печи, при этом две инжекционные двадцати одно смесительные 54 горелки среднего давления имеют смесители без насадок с факелом при горении 1,6 метра, а две инжекционные восемнадцати смесительные 55 горелки имеют смесители, изготовленные с насадками, которые позволяют получить факел длиной 2,9 метра. Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковое окно и быстро ее переплавлять за счет тепла, выделяющегося при горении факелов восемнадцати смесительных 55 горелок. Тепловая мощность всех инжекционных горелок составляет 8900 кВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки, при этом металл не успевает окисляться и, в конечном счете, угар получается небольшим. Восемнадцати смесительные 55 горелки имеют два ряда смесителей 56 с насадками 57, которые позволяют получить факел длиной 2,9 метра (горелка исследовалась в лаборатории ООО «Пенаплав» на исследовательском стенде) фиг. 5, 6. Горелка имеет горелочный туннель 58 для устойчивого горения факела, а также кожух 59 для набивки промежутков между смесителями огнеупорной набивной массой 60. Газ поступает в газораспределительную коробку 61 по штуцеру 62. Двадцати одно смесительные 54 горелки среднего давления имеют три ряда смесителей, которые имеют такие же размеры (кроме длины), как и смесители восемнадцати смесительной 55 горелки только не имеют насадок фиг. 7. Номинальное рабочее давление горелок 0,08 МПа. При футеровке печи четыре инжекционные горелки перекрываются блоками КС-90 и обмуровываются огнеупорным составом таким же, как состав быстросменного леточного кирпича. При этом смесители, насадки к смесителям и стабилизирующий пламя туннель горелок изготавливают из коррозионно-стойкой жаропрочной стали 12Х18Н9Т, причем смесители всех горелок имеют: внутренний диаметр 42 мм, внешний 65 мм, четыре сопла диаметром 1,6 мм. Расшифровка марки коррозионно-стойкой жаропрочной стали 12Х18Н9Т : 0,12% углерода; 18 - среднее процентное содержание хрома; 9 - среднее процентное содержание никеля и до 1,5% титана. Коррозионно-стойкая жаропрочная сталь 12Х18Н9Т позволяет увеличить срок службы горелок и печи.
Очистка дымовых газов от вредных происходит в блоке газоочистки, разработанным автором и изображенным на фиг. 8, 9, который имеет широкий спектр очищаемых вредных веществ, находящихся в дымовых газах. Блок газоочистки представляет собой сборный стальной цилиндрической формы корпус, состоящий из четырех секций 63, соединенных между собой с помощью болтов 64 и гаек 65. В верхней секции 63 цилиндрического корпуса имеется стальная крышка 66, в которой закреплены: выходной патрубок 67 и загрузочный патрубок 68 для загрузки адсорбента. Стальная крышка 66 крепится к четырем приваренным к верхней секции 63 кронштейнам 69 четырьмя болтами 70 и четырьмя гайками 71. В верхней части цилиндрического корпуса закреплена обслуживающая площадка 72, которая опирается на четыре опоры 73 и имеет слева лестницу 74. На обслуживающей площадке 72 хранятся мешки 75 с адсорбентом. Внутреннее устройство и работа блока газоочистки поясняется схемой, приведенной на фиг. 9, которая выполнена с небольшим нарушением правила оформления эскизов (для ясности стрелками показано движение дымовых газов). Отработанный адсорбент и пыль высыпается через патрубок выгрузки 76, который, как и входной патрубок 77, закреплен на нижней крышке 78, причем нижняя крышка 78 закреплена снизу нижней секции 63. Между секциями 63 закреплены три тарелки 79 в виде усеченного конуса, обращенного вершиной вниз, над тарелками 79 находится контактный патрубок 80, в верхней части которого установлено сепарационное устройство 81. К тарелкам 79 приварены переточные трубки 82 для перемещения адсорбента с тарелки 79 на тарелку 79. Для уменьшения гидравлического сопротивления блока газоочистки нижняя часть каждой тарелки 79 заканчивается расширяющимся книзу соплом 83. Между нижним торцом контактного патрубка 80 и конической поверхностью тарелки 79 предусмотрен зазор, предназначенный для выхода адсорбента с конусной части тарелки 79 в пространство контактного патрубка 80. Причем диаметр сопла 83 меньше чем диаметр контактного патрубка 80, благодаря чему в условиях высокой скорости газового потока в области кольцевой щели создается разряжение, способствующее выходу адсорбента из тарелки 79 в пространство контактного патрубка 80. Адсорбент загружается в загрузочный патрубок 68 и по трубе 84 поступает на верхнюю тарелку 79 и движется самотеком по конической поверхности тарелки 79 к ее центру. Затем адсорбент через кольцевой зазор попадает в нижнюю эжекционную часть контактного патрубка 80, где подхватываются газовым потоком и со скоростью 10-18 м/с движется снизу вверх. Пройдя зону контактного патрубка 80, адсорбент с дымовыми газами попадает в сепарационное устройство 81 для центробежного разделения фаз, после чего вновь оказывается на поверхности тарелки 79 и по мере его накопления по переточным трубкам поступает на нижележащую тарелку 79, где процесс взаимодействия фаз повторяется. Перемещаясь сверху вниз, отработанный адсорбент выходит из блока газоочистки через патрубок выгрузки 76. Очищаемые газы из печи подаются в блок газоочистки через входной патрубок 77, пройдя последовательно все контактные ступени, очищается и выходит из блока через выходной патрубок 67. Так как дымовые газы, выходя из печи имеют высокую температуру, то ее необходимо снизить до 140-170°С, чтобы обеспечить нормальную работу блока газоочистки и картриджного фильтра. Итак, перед блоком установлена камера смешения 85, в которой шибер 86 предназначен для регулирования подачи дымовых газов в блок газоочистки, а шибер 87 для процесса смешивания дымовых газов с воздухом цеха. Для нагнетания дымовых газов в блок газоочистки служит дымосос ДН-10 поз. 88, причем камера смешения 85, дымосос 88 и блок газоочистки входят в первую ступень установки пыле газоочистки фиг. 11.
Картриджный фильтр, входящий во вторую ступень установки пыле газоочистки состоит из следующих основных сборочных единиц: стального сварного корпуса 89 фильтра, приваренных к стальному корпусу 89 двух бункеров 90, фильтровальных элементов-картриджей 91, обслуживающей площадки 92 с лестницей 93, шнекового транспортера 94 с приводом, электрофицированной тележки 95 фиг. 10. Стальной корпус 89 картриджного фильтра служит для размещения 76 фильтровальных элементов-картриджей 91 и представляет собой камеру прямоугольной формы. В верхней части стального корпуса 89 фильтра размещена плита 96, разделяющая картриджный фильтр на камеры «чистого» 97 и «запыленного» 98 воздуха. К плите 96 крепятся фильтровальные элементы - картриджи 91. В «чистой» камере 97 имеется патрубок 99 для выхода чистого воздуха. Бункеры 90 пирамидальной формы предназначены для сбора пыли, а для выгрузки пыли в нижней части предусмотрен шнековый транспортер 94. Картриджный фильтр имеет два входных патрубка 100, опирается на четыре опоры 101 и имеет обслуживающую площадку 92 с лестницей 93. Шнековый транспортер 94 имеет привод, состоящий из: электродвигателя 102, червячного редуктора 103, муфты 104. В каждом бункере 90 имеются лючок 105. Пыль с фильтровальных элементов - картриджей 91 удаляется импульсом сжатого воздуха давлением 6 ати, подаваемого от компрессорной станции по трубе через два патрубка 106 в двенадцать клапанов продувки 107. Пыль удаляется через патрубок выгрузки 108 в технологическую тару 109. Для обслуживания фильтровальных элементов - картриджей оператором имеются четыре люка 110. Производительность картриджного фильтра 111 составляет 18000 м3/час, степень очистки от пыли 97. Основные технические характеристики установки пылегазоочистки: производительность по очищаемому газу 18000 м3/час, количество фильтровальных элементов 76 шт, степень очистки по фтористому водороду 70%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 94%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 82%, степень очистки по пыли 97%, уровень звука не более 76 дБА.
Важно отметить, что предлагаемая печь имеет экономайзер, который размещается в борове 112 фиг. 11, 12. Экономайзер представляет собой спираль 113 коробчатой формы с внутренними размерами 25×25 мм и с количеством витков - 25 шт. Спираль 113 сварная, сварена из стали 12Х18Н9Т, которая имеет жаростойкость до 900°С. Спираль 113 за футерована в кладке борова 112 и обмурована (футерована) муллитокорундовой набивной массой 114. Кладка борова 112 выложена на стальном листе 115 толщиной 8 мм, причем между кладкой борова 112 и стальным листом 115 уложен теплоизоляционный слой 116 из асбокартона. Боров 112 опирается на стальную опору 117. В борове 112 имеется проем 118, по которому движутся дымовые газы к дымовой трубе при работе печи на естественной тяге.
Кроме того, печь снабжена футерованной огнеупорным кирпичом камерой дожига 119, в которой установлена газовая десяти смесительная инжекционная горелка 120 фиг. 11, 12. Десяти смесительная инжекционная горелка 120 имеет цилиндрическую форму имеет десять смесителей 56 без насадок, которая позволяет получить факел длиной 1,6 метра (горелка исследовалась в лаборатории ООО «Пенаплав» на исследовательском стенде) фиг. 13, 14. Горелка имеет горелочный туннель 58 для устойчивого горения факела, а также кожух 59 для набивки промежутков между смесителями огнеупорной набивной массой 60. Газ поступает в газораспределительную коробку 61 по штуцеру 62. Следует отметить, что в центре газораспределительной коробки 61 приварено направляющее устройство, состоящее из конуса 121, оси 122, двух гаек 123 для крепления конуса 121. Ось 122 вварена в цилиндрическую газораспределительную коробку 61. В горелку введено устройство для регулирования расхода воздуха, состоящее из: двух стальных кронштейнов (не показаны), регулятора 124, двух болтов 125, двух гаек (не показаны), двух пружинных шайб (не показаны). При этом смесители 56, стабилизирующий пламя туннель горелки изготавливают из коррозионно-стойкой жаропрочной стали 12X18H9T. Коррозионно-стойкая жаропрочная сталь 12X18H9T позволяет увеличить срок службы горелки 120 и печи. Устройство для регулирования расхода воздуха позволяет регулировать расход воздуха, подаваемого в горелку 120. В процессе регулировки ослабляют регулятор 124 с помощью двух болтов 125 и болта 126, регулятор 124 поворачивают вокруг оси 122 устанавливают на каком-то делении, при котором обеспечивается полное сгорание газа. Горелка 120 устанавливается и обмуровывается горизонтально в камере дожига 119. Камера дожига 119 имеет в боковой стенке дверку 127 для чистки ее от пыли, сажи. Дверка 127 открывается и закрывается вручную. Камера дожига 119 установлена на четырех стальных опорах 128 и имеет обслуживающую площадку 129 с лестницей 130. На трубе 131, по которой дымовые газы движутся к дымовой трубе 132, установлен шибер 133.
Печь работает на естественной тяге следующим образом. Плавильщик металла и сплавов открывает шибер 133, шибер 86 закрыт, при этом тяга в печи должна составлять 2-20 даПа. Подается газ, включаются горелки 54, 55 и прокаливается печь по технологическому графику прокалки в зависимости от вида проведенного ремонта. После прокалки включается механизм подъема заслонки рабочего окна 27 и в прокаленную печь на наклонную площадку 5 через рабочее окно 27 загружается погрузчиком неразделанный алюминиевый лом. Пламя двух газовых инжекционных двадцати одно смесительных горелок 54 нагревают лом до температуры плавления. Металл плавится и стекает по наклонной площадке 5 на под 4 печи. По мере накопления расплавленного металла на подине 4 печи, загружают в шлаковое окно 28 лом, который плавится факелами двух горелок 55. Раскаленные дымовые газы плавно движутся по задней стенке 3 печи, «козырьку» 52, далее, поднимаются и входят в дымоход 53, проходят боров 112, нагревая при этом воду в спирали 113 экономайзера. Холодную воду в спираль экономайзера подают насосом (не показан), нагретая в экономайзере вода используется для технологических нужд предприятия. Далее дымовые газы движутся по трубе 131 удаляются в атмосферу через дымовую трубу 132. В процессе работы тепло аккумулируется в большом своде 22, откуда отражается на металл. В процессе плавки лом расплавляется, а на наклонной площадке 5 остаются все включения, температура плавления которых выше алюминиевого сплава. Эти отходы (переделки: чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, так как в конце плавки их удаляют с наклонной площадке скребком, закрепленным на погрузчике. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла, тщательного перемешивания металла в ванне и подтверждении лабораторией спектрального анализа марки получаемого сплава, заливщики металла открывают летки 11 и производят разливку жидкого металла в изложницы разливочной карусели 134 и конвейера 135. После разливки из печи жидкого металла, затыкаются летки 11, погрузчик, оснащенный скребком, чистит наклонную площадку 5 и подину 4. Далее, плавильщик металла открывает створки 49 дверки шлакового окна 28 и чистит приямки подины 4 на входе в летки 11 от шлака и случайно попавших на них переделок.
Работа печи на искусственной тяге происходит следующим образом.
Плавильщик металла и сплавов закрывает шибер 133 на трубе 131, а шиберы 86, 87 при этом открыты. Операции выполняются такие же, как и при плавке на естественной тяге. Разница в том, что перед загрузкой шихты в печь загружается адсорбент в блок газоочистки и производится включение дымососа 88 и привода картриджного фильтра 111, кроме того, под выходной патрубок 67 блока газоочистки и под патрубок выгрузки 108 картриджного фильтра подставляется технологическая тара. От компрессорной станции производится подача сжатого воздуха давлением 6 ати в картриджный фильтр, чтобы импульсы сжатого воздуха стряхивали с фильтровальных элементов-картриджей 91 осевшую на них пыль. Дымовые газы движутся по борову 112, нагревают воду в спирали 113 экономайзера дожигаются в камере дожига 119. Далее дымовые газы движутся по трубе 136, пройдя камеру смешения 85, разбавляются в ней воздухом цеха, нагнетаются дымососом 88 в блок газоочистки, проходят очистку от вредных соединений в блоке газоочистки, далее по металлической трубе 137 попадают в картриджный фильтр 111. В 76 - ти фильтровальных элементов - картриджах 91 происходит очистка дымовых газов от пыли. Отработанный адсорбент и пыль выгружается и увозится в отвал. Итак, разработанная печь является герметичной, с малыми потерями тепла в окружающую среду за счет теплоизоляции, имеющей большой срок эксплуатации, высокопроизводительной, имеющей экономайзер и камеру дожига позволяющей: использовать несортированный от инородных включений лом, вести процесс переплава на естественной и искусственной тяге с установкой пыле газоочистки, что делает его экологически чистым.
Изобретение относится к отражательной печи для переплава алюминиевых ломов. Печь содержит корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, две летки, газоход, выполненный в торцевой передней стене, и сварной каркас, на котором все размещено. В печи имеется внешняя теплоизоляция стен, состоящая из двойного слоя листового асбокартона. Накопительная ванна и наклонная площадка выполнены из корундовых блоков КС-90, уложенных на два слоя асбокартона, а под наклонной площадкой выложен ряд легковесных блоков. Каркас печи выложен внутри двумя рядами легковесных блоков с двумя слоями между ними асбокартона. Свод над наклонной площадкой и ванной печи имеет теплоизоляционную обмазку, сверху которой уложен двойной слой из огнеупорных теплоизоляционных матов, что дополнительно уменьшает тепловые потери из плавильного пространства печи. Печь имеет в двух боковых стенах две инжекционные двадцати одно смесительные горелки среднего давления, направленные под углом на наклонную площадку, а также две инжекционные восемнадцати смесительные горелки, направленные под углом на подину. Печь имеет две летки в торцевой задней стене, выполненные в быстросменных армированных леточных кирпичах. Леточный кирпич легко может быть заменен на новый в случае его износа без разборки задней торцевой и двух боковых стен. Печь снабжена двухступенчатой системой пылегазоочистки, имеет экономайзер и камеру дожига. Заслонка рабочего и дверка шлакового окон обеспечивают надежную герметичность, что способствует уменьшению угара и снижению теплопотерь из печи. Тепловая мощность горелок составляет 8900 кВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки. Обеспечиваются высокая производительность печи, уменьшение потерь тепла и угара и возможность экологически чистого переплава алюминиевых ломов. 7 з.п. ф-лы, 14 ил.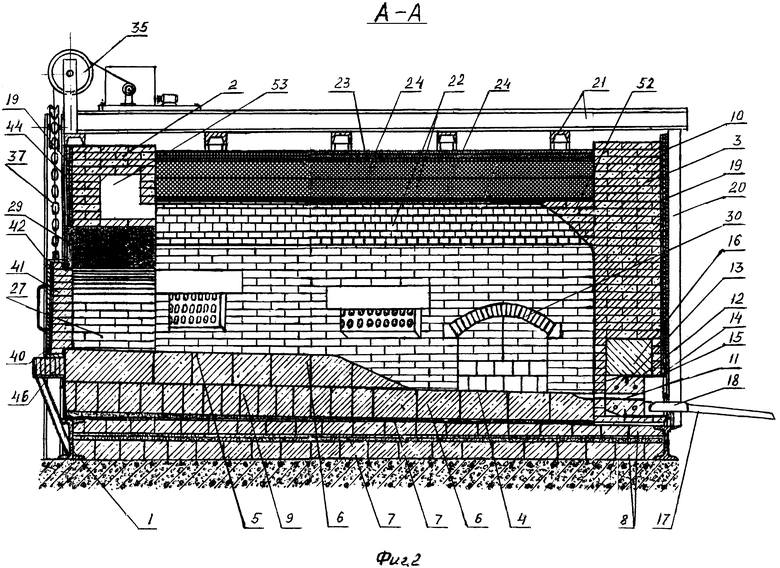
1. Отражательная печь для переплава алюминиевых ломов, содержащая корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, ограниченную подом и стенками накопительную ванну, свод с огнеупорной теплоизоляционной обмазкой, сливную летку, дымоход, каркас с приваренным к нему стальным коробом, имеющий теплоизоляцию между ним и каждой стеной, состоящую из двойного слоя листового асбокартона, причем корпус печи размещен на каркасе, две футерованные поворотные чаши с приваренными к ним футерованными поворотными желобами, выполненные с возможностью поворота в процессе разливки жидкого металла, и двухступенчатую установку пылегазоочистки, отличающаяся тем, что каркас выложен внутри двумя рядами легковесных блоков с двумя слоями между ними асбокартона, накопительная ванна и наклонная площадка выполнены из корундовых блоков КС-90, уложенных на два слоя асбокартона, а под наклонной площадкой выложен ряд легковесных блоков, сверху свода печи уложен двойной слой огнеупорных теплоизоляционных матов, задняя торцевая стена выполнена с футерованным козырком, дымоход выполнен в передней стене, в двух боковых стенах печи размещены две инжекционные двадцати одно смесительные горелки среднего давления, направленные под углом 25° на наклонную площадку, и две инжекционные восемнадцати смесительные горелки, направленные под углом 18° на подину печи, при этом две инжекционные двадцати одно смесительные горелки среднего давления имеют смесители без насадок с факелом при горении 1,6 м, а две инжекционные восемнадцати смесительные горелки имеют смесители, изготовленные с насадками, обеспечивающими получение факела длиной 2,9 м, в передней торцевой стене печи выполнено рабочее окно, оснащенное электрическим приводом подъема и опускания рабочей заслонки печи, в одной боковой стене выполнено шлаковое окно и две летки выполнены в быстросменных леточных кирпичах в задней торцевой стене, а в борове печи зафутерован экономайзер, при этом печь снабжена футерованной огнеупорным кирпичом камерой дожига.
2. Печь по п. 1, отличающаяся тем, что привод подъема и опускания рабочей заслонки печи состоит из электродвигателя, муфты, червячного редуктора, барабана, шкива, троса, цепей, двух противовесов, двух блоков, при этом ползуны, приваренные к раме заслонки, скользят по копирам с образованием при закрытии рабочего окна Г-образного замка, причем заслонка выполнена с двойным теплоизоляционным слоем асбокартона, футерованной легковесным полуторным огнеупорным кирпичем.
3. Печь по п. 1, отличающаяся тем, что дверка шлакового окна печи имеет двухстворчатую конструкцию, рамы створок дверки шлакового окна сварены из швеллера №12, футерованы легковесным полуторным, причем футеровка рамы одной створки выступает за плоскость рамы на 30 мм, а футеровка рамы другой створки выступает за плоскость рамы на 70 мм в виде Г-образного выступа с образованием при закрытии шлакового окна Г-образного замка.
4. Печь по п. 1, отличающаяся тем, что она содержит быстросменные леточные кирпичи двух леток в торцевой стене, выполненные армированными, причем каждый быстросменный леточный кирпич размещен в металлическом коробе-захвате быстросменного леточного кирпича, при этом короб-захват быстросменного леточного кирпича закреплен на стальном коробе печи четырьмя гайками, навинченными на четыре приваренные к стальному коробу шпильки.
5. Печь по п. 1, отличающаяся тем, что первая ступень установки пылегазоочистки содержит камеру смешения, дымосос, блок газоочистки, а вторая - картриджный фильтр, причем блок газоочистки оснащен тремя конусами, тремя сепарационными устройствами для центробежного разделения фаз, в картриджном фильтре размещено 76 фильтровальных элементов-картриджей, при этом установка пылегазоочистки выполнена с возможностью обеспечения производительности по очищаемому газу 18000 м3/ч, степени очистки по фтористому водороду 70%, степени очистки по окиси меди 86%, степени очистки по окиси углерода 94%, степени очистки по окиси азота 86%, степени очистки по окиси алюминия 82%, степени очистки по пыли 97% и уровня звука не более 76 дБА.
6. Печь по п.1, отличающаяся тем, что смесители, насадки к смесителям и стабилизирующий пламя туннель горелок изготовлены из коррозионно-стойкой жаропрочной стали 12Х18Н9Т, причем смесители всех горелок выполнены с внутренним диаметром 42 мм, внешним диаметром 65 мм и четырьмя соплами диаметром 1,6 мм.
7. Печь по п. 1, отличающаяся тем, что размещенный в борове экономайзер выполнен в виде спирали коробчатой формы с внутренними размерами 25×25 мм и с количеством витков - 25 шт., при этом спираль выполнена сварной из стали 12Х18Н9Т.
8. Печь по п. 1, отличающаяся тем, что в камере дожига установлена газовая десяти смесительная инжекционная горелка с устройством регулирования расхода воздуха, при этом смесители и стабилизирующий пламя туннель горелки изготовлены из коррозионно-стойкой жаропрочной стали 12Х18Н9Т.
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2557190C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОЛОВОСОДЕРЖАЩИХ СУЛЬФИДНЫХ ХВОСТОВ И АППАРАТ ОБЖИГА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2529349C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
| US 3973076 A, 03.08.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ЭПОКСИДНЫХ КОМПАУНДОВ | 0 |
|
SU240998A1 |

