Изобретение относится к области обработки металлов давлением, -а именно, к тех- нологии и оснастке для гибки полуцилиндров из листовых заготовок.
Известны способом штамповки изогнутых деталей с фланцами, включающие
ориентирование заготовки относительно рабочего инструмента, фиксацию ее на оси симметрии, свободную гибку на пуансоне с образованием фланцев и на конечном этапе
-гибку с растяжением.
Недостатком известных способов является то, что они обладают недостаточной производительностью и не могут обеспечить возможность штамповки крупногабаритных изделий полуцилиндрической формы с отогнутыми боковыми краями без использования дополнительной операции предварительной вырубки технологических отверстий для фиксации по ним, Кроме того, данные способы характеризуются большим расходом металла, поскольку предусматривают только гибку с последующей вытяжкой, причем вытяжка осуществляется без растяжения.
Известен способ штамповки изогнутых деталей с фланцами, включающий ориентированные заготовки относительно рабочегр, инструмента, фиксацию ее на оси симметрии, свободную гибку на пуансоне с образованием фланцев и на конечном этапе - гибку с растяжением.
Однако этот способ обладает недостаточной производительностью, поскольку не может быть использован для штамповки крупногабаритных изделий полуцилиндрической формы с отогнутыми краями в периферийной части без использования дополнительной операции предварительной вырубки технологических отверстий для фиксации по ним. Кроме того, данный способ предусматривает только гибку с последующей вытяжкой, причем вытяжка осуществляется без растяжения, что влечёт за собой большой расход металла.
Целью изобретения является повышение производительности за счет исключеЧ|
ния предварительного выполнения технологических отверстий для фиксации на заготовке и экономии металла при изготовлении стальных полуцилиндрических изделий.
Поставленная цель достигается тем, что в способе штамповки изогнутых деталей с фланцами, включающем ориентирование заготовки относительно рабочего инструмента, фик СаТдию ее на оси симметрии, свободную гибку на пуансоне с образованием фланцев й на конечном этапе - гибку с растяжением, фиксацию зйготбвки осуществляют путем местной отгибки краевых участков, свободную гибку осуществляют до образования сегмента высотой h, определяемой из уравнения:
(1-cosTj|),
где R - средний радиус гибки;
а - эмпирический угол,
18000 а (0,35... 0,5) dm + 100
dm - величина равномернбго растяжения материала, %,
а на конечном этапе краевые участки разгибают.
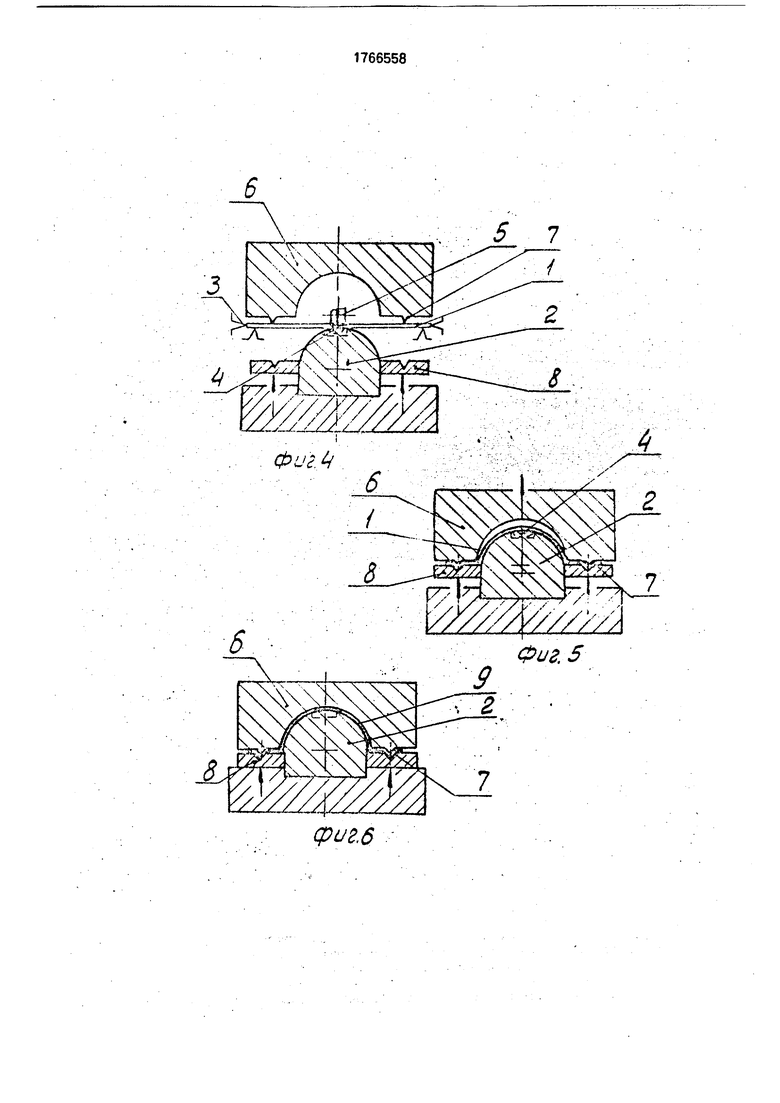
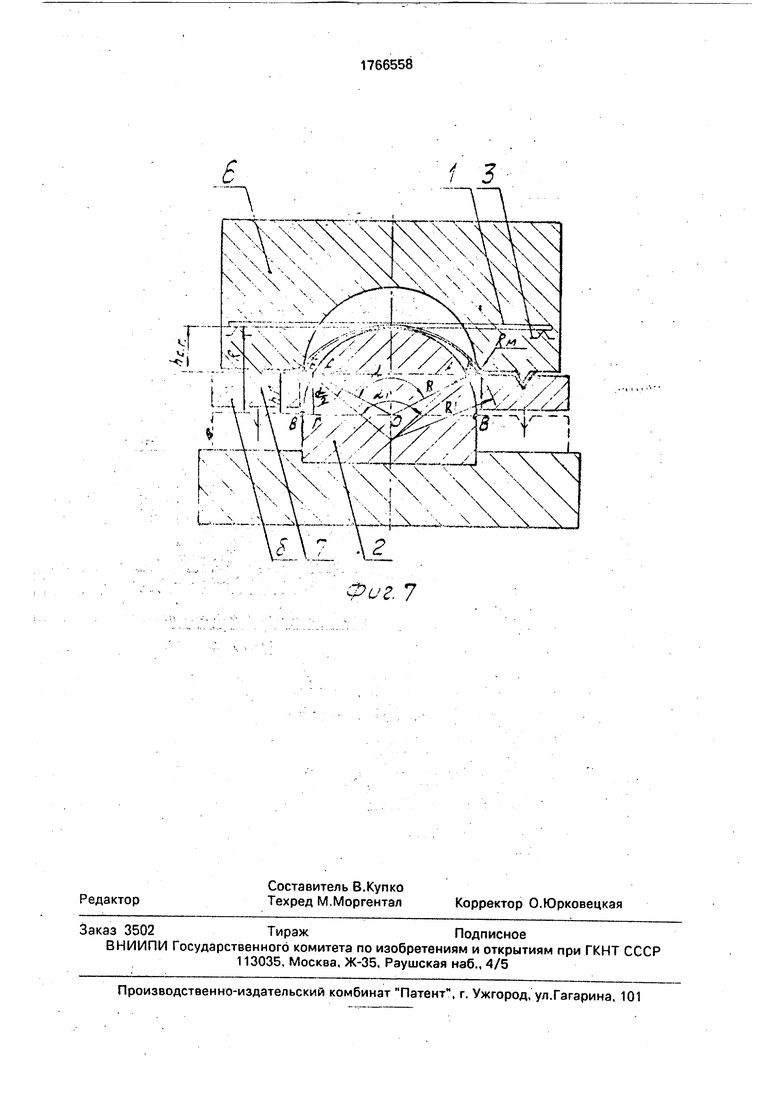
На фиг, 1 приведена схема исходной позиции; фиг. 2 - штамп, вид в плане; фиг. 3 - разрез А-А на фиг. 2; фиг. 4 - схема деформации периферии заготовки; фиг, 5 - схема свободной гибки предварительного профиля заготовки; фиг. 6 - схема вытяжки с растяжением; фиг 7 - схема аналитического определения величины высоты свободной гибки h
П р и м е р. На пресс модели PKZZ800/4000 усилием 800 Т С устанавливали вытяжной штамп, в котором за один рабочий хоД производили Штамповку половинки корпуса топливного бака, имеющей форму полуцилиндра с отогнутыми боковыми краями. Стальную заготовку 1 размерами 1,4 790 х 800 мм укладывали на вытяжной пуансон 2 и четыре подвижные опоры 3, которые в процессе свободной гибки имели возможность по&орачиватбся, освобождая путь для движения заготовки 1 (фиг. 1). Далее производили формовку технологических уклонов 4 (фиг. 3, 4) на продольной оси заготовки 1 по двум ее краям, на глубину 9 мм, ширину 30 мм и длину 30 мм (фиг. 4) при помощи формовочных пуансонов 5, выполненных в виде изогнутых поворотных подпружиненных рычагов, закрепленных при помощи осей на торцах вытяжного пуансона 2, т е фиксировали заготовку 1. За Счет движения вниз подвижной части штампа - вытяжжной матрицы 6 - производили свободную гибку заготовки 1 (фиг. 5), которая была зафиксирована на вытяжном пуансоне 2 при помощи отформованных ранее технологических уклонов 4 (фиг. 3), исключающих явление перетяжки заготовки 1, т. е, ее сползание в одну из
боковых сторон относительно продольной оси вытяжного пуансона 2 в период свободной гибки, когда подвижные опоры 3 не участвуют в работе, В процессе свободной гибки предварительно формуют часть полуцилиндрического профиля, высоту которого, соответствующую величине хода подвижной матрицы 6 при свободной гибке, определяют из уравнения
hc.r. R (1-cos 77).
Это ураврение было определено следующим образом.
Принимаем (фиг. 7), что RM - радиус гибочной матрицы 6, а длины дуг А-А и Б-Б, т. е. и или:
т
где R - средний радиус гибки готового изделия;
« - угол, ограниченный радиусами R и
высотой начала вытяжки с растяжением hp;
RI - средний радиус заготовки в момент
завершения процесса свободной гибки hc г.;
ал - угол, ограничивающий длину заготовки, подвергающейся растяжению на высоте участка hp.
Так как La JL a i, R Ri, то отклоне - ние от равенства (1) будет ничтожно малым. Таким образом, и А-А иБ-Б I
ttRa,ч
- -тяг(2)
где I - длина дуги, соответствующая части полуцилиндрического профиля, полученной свободной гибкой на участке высоты.
Длина дуги В-В при завершении процесса вытяжки с растяжением будет с и В- .(3)
Используя равенства (2) и (3), можно за- писать величину конструктивно допустимого растяжения (удлинения), которая оговаривается ГОСТ 16523-70 на сталь листовую (углеродистую), %:
ttR -
100
jtRa 180
100
(180-«) 100
яНа 180
а
18000-100 «За; 18000 д а+ 100 а: 18000 а (5 + 100); а - Ш (4)
Задаваясь конструктивно необходимой величиной растяжения (%),по равенству (4) определяем Ј а.
Высота свободной гибки hc г определяется (фиг. 7) по формуле
hc r.R - hp; где hp - высота вытяжки с растяжением.
Из треугольника АОГ :cos -n;
hc.r. R - R cos 77 R О - cos 77)(5)
Равенства (4) и (5) дают возможность определить необходимые параметры для проектирования штампов для свободной гибки с последующим растяжением полуцилиндрических деталей любых размеров
hcr.R (1-cosTJf);
л
а i 1ПП для нашег° конкретного случая принимаем 10%, что обеспечивает утонение металла не более 20%, и конструктивно приемлемо для деталей (половин топливного бака), учитывая, что наряду с утонением металла происходит его упрочнение.
„ 18000 18000 1Косо + 100 TfD :: 163 6
hcr. R(1-cos),
где R - радиус топливного бака, равный 260 мм,
hc.r.260{1 -cos16g 6°-260(1 -cos81,3°)
260(1-0,15126)220,6мм.
Жестким защемлением заготовки заканчивался процесс свободной гибки,
При дальнейшем ходе вниз вытяжной матрицы 6, после жесткого зажатия боковых участков заготовки (защемления) неподвижных относительно прижима 8, осуществляют вытяжку с растяжением, т. е. натягивание изогнутой крупногабаритной заготовки 1 на полный полуцилиндр мм вытяжного пуансона 2. за счет ее растяжения и утонения по толщине.
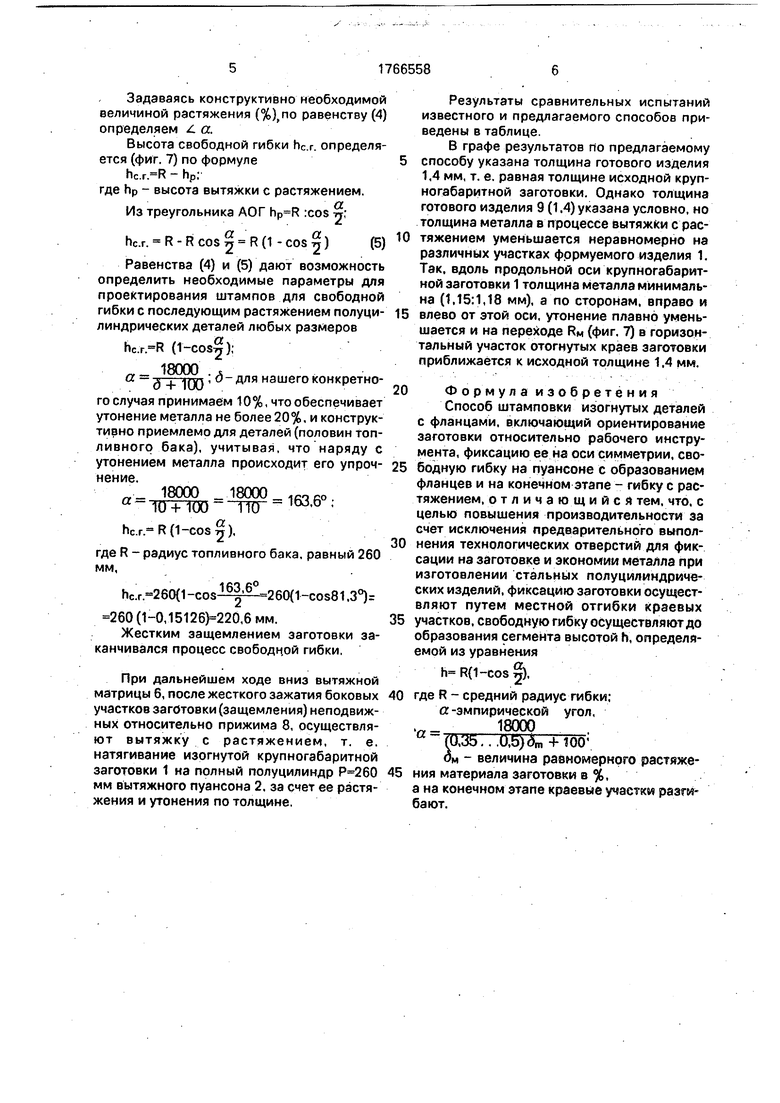
Результаты сравнительных испытаний известного и предлагаемого способов приведены в таблице
В графе результатов по предлагаемому
5 способу указана толщина готового изделия 1,4 мм, т. е. равная толщине исходной крупногабаритной заготовки. Однако толщина готового изделия 9 (1,4) указана условно, но толщина металла в процессе вытяжки с рас0 тяжением уменьшается неравномерно на различных участках формуемого изделия 1. Так. вдоль продольной оси крупногабаритной заготовки 1 толщина металла минимальна (1,15:1,18 мм), а по сторонам, вправо и
5 влево от этой оси, утонение плавно уменьшается и на переходе RM (фиг. 7) в горизонтальный участок отогнутых краев заготовки приближается к исходной толщине 1.4 мм.
0 Формула изобретения
Способ штамповки изогнутых деталей с фланцами, включающий ориентирование заготовки относительно рабочего инструмента, фиксацию ее на оси симметрии, сво5 бодную гибку на пуансоне с образованием фланцев и на конечном этапе - гибку с растяжением, отличающийся тем, что. с целью повышения производительности за счет исключения предварительного выпол0 нения технологических отверстий для фиксации на заготовке и экономии металла при изготовлении стальных полуцилиндрических изделий, фиксацию заготовки осуществляют путем местной отгибки краевых
5 участков, свободную гибку осуществляют до образования сегмента высотой h, определяемой из уравнения
(1-cos7j),
0 где R - средний радиус гибки; а -эмпирической угол,
18000
а (0,35.. ,0,5)dm + 100;
OM - величина равномерного растяже- 5 ния материала заготовки в %,
а на конечном этапе краевые участки разгибают.
- -4P/T2N4 ч-
, . ;, х } t
-% ////.//у/у/
;;; / Ј&Ј&А
- 2./
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОЛУЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2210453C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ВЫТЯЖКЕ СТАКАНА С ФЛАНЦЕМ (ВАРИАНТЫ) | 2010 |
|
RU2460985C2 |
| СПОСОБ НАЛАДКИ И РЕМОНТА ВЫТЯЖНЫХ ШТАМПОВ В МЕЖРЕМОНТНОМ ОБСЛУЖИВАНИИ | 2010 |
|
RU2475323C2 |
| Способ глубокой вытяжки цилиндрических деталей из листовых профилированных по толщине заготовок | 2018 |
|
RU2701437C1 |
Использование: для гибки полуцилиндров из листовых заготовок. Сущность изобретения: способ включает ориентирование заготовки относительно рабочего инструмента, фиксацию ее на оси симметрии, свободную гибку на пуансоне с образованием фланцев и на конечном этапе гибку с растяжением. При фиксации заготовки осуществ- ляют путем местной отгибки краевых участков, свободную гибку осуществляют до образования сегмента высотой h. определяемой из условия допустимости растяжения для данного материала. На конечном этапе краевые участки разгибают. 7 ил.
гг
#«3
L 5
8SS99U
/ 3
Риг.
гч
| Штамп для деформирования листовых заготовок | 1981 |
|
SU1013033A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
