Изобретение относится к кузнечно-прессо- вому оборудованию, а именно к конструкциям роторно-конвейерных .
Целью изобретения является расширение технологических возможностей машины нутем обеспечения выполнения не только кратковременных, но и длительных операций, например термических.
На фиг. 1 изображена принципиальная схема роторно-конвейерной машины, вид в
НИИ подпружиненные втулки 22. Каждая из них снабжена захватом 23 для инструментов и выступом 24, взаимодействуюпаим с выступом 25 ползуна 18. Ползуны ,18 и 19 получают необходимое для обработки заготовок 4 возвратно-поступательное движение от поршневых приводов 26 и 27, рабочая и обратная полости каждого гидравлического цилиндра 16 и 17 соединены каналами с распределительным устройством
плане; на фиг. 2 - многооперационный JQ 28. В средней части технологического ро1
20
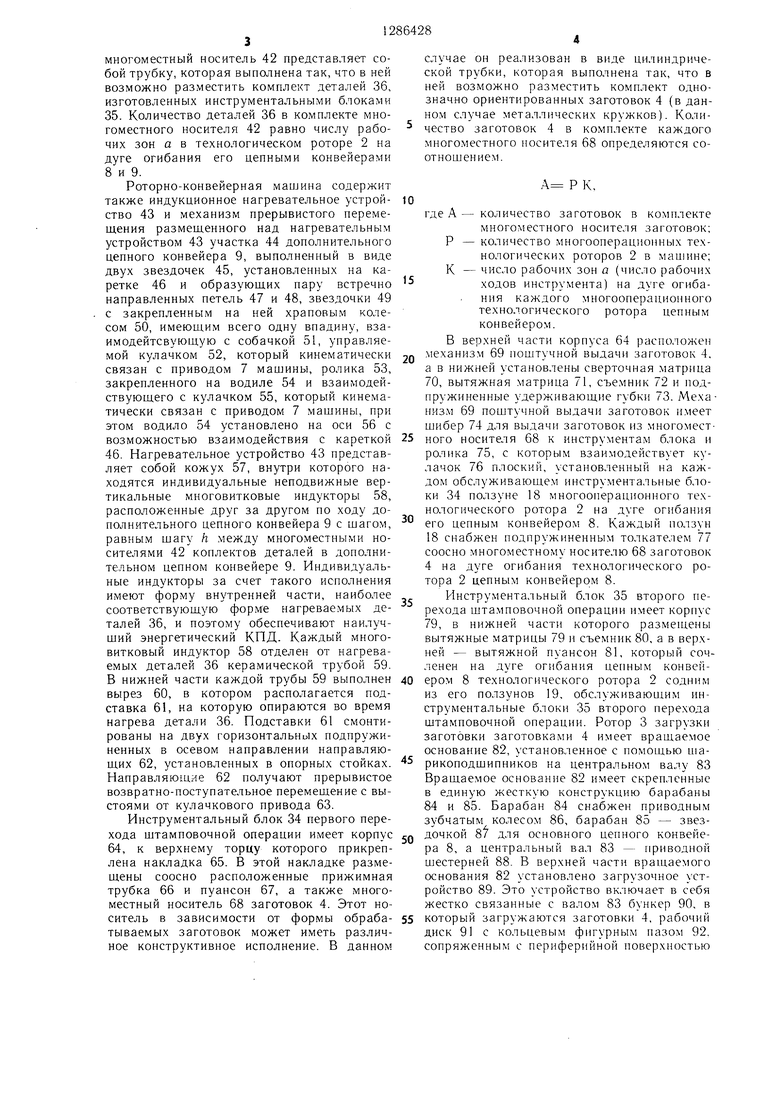
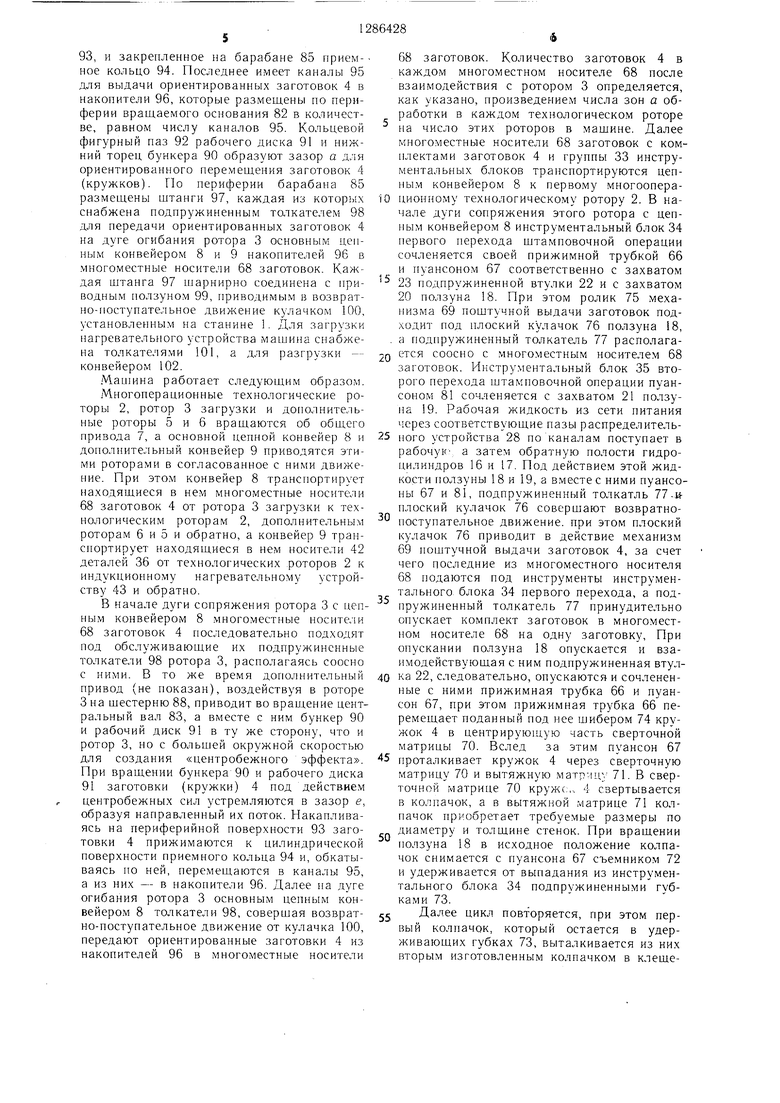
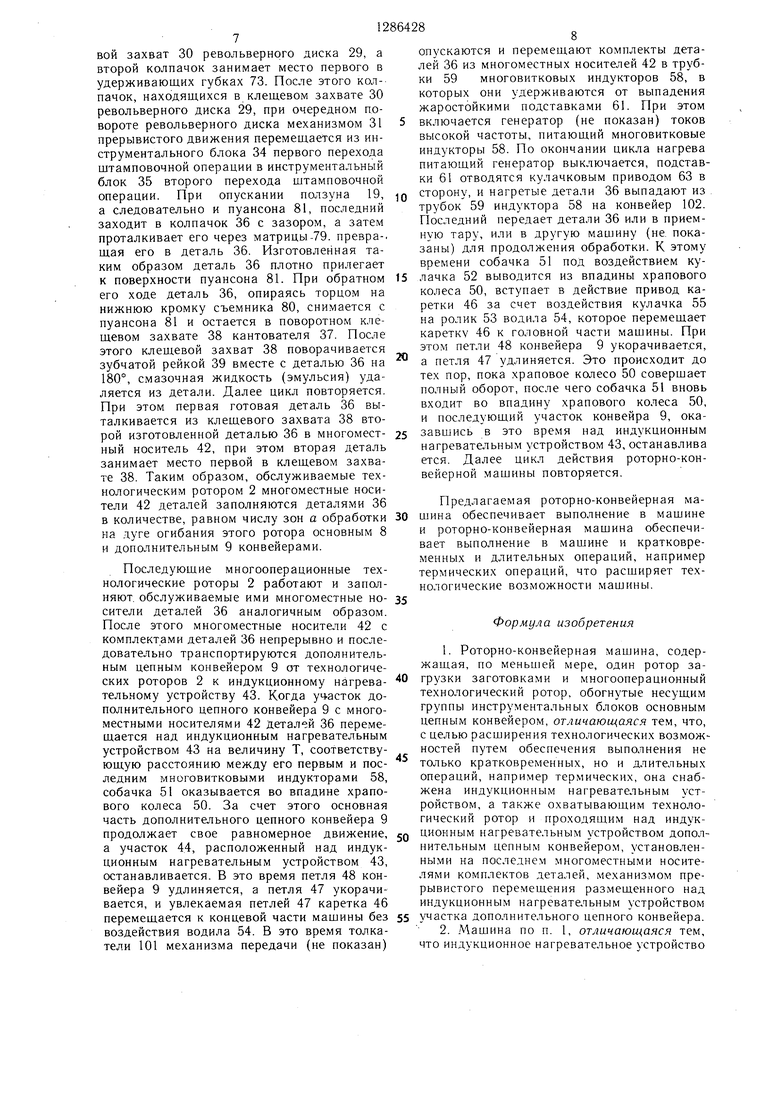
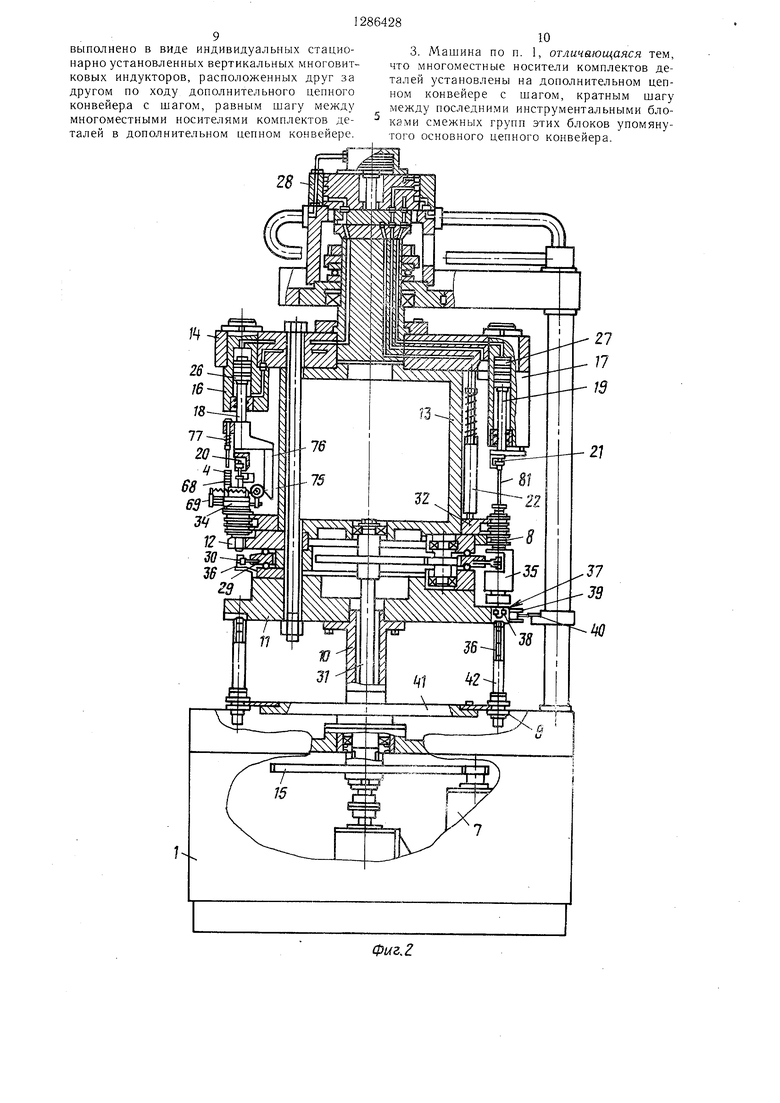
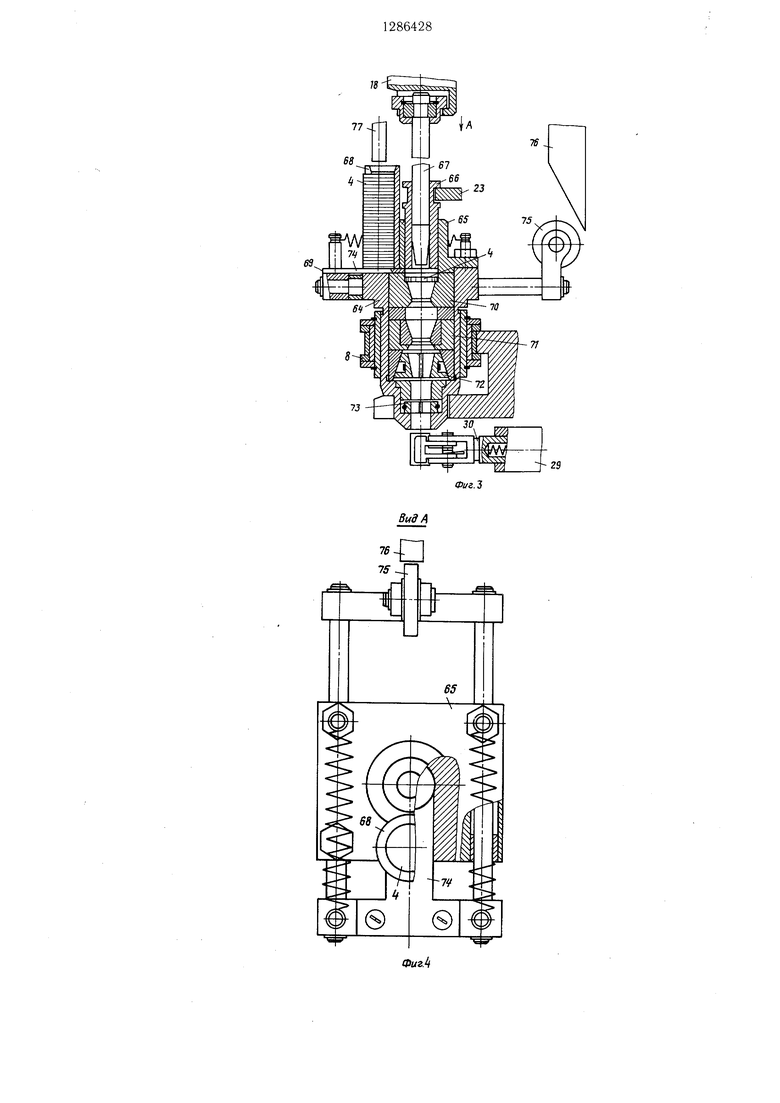
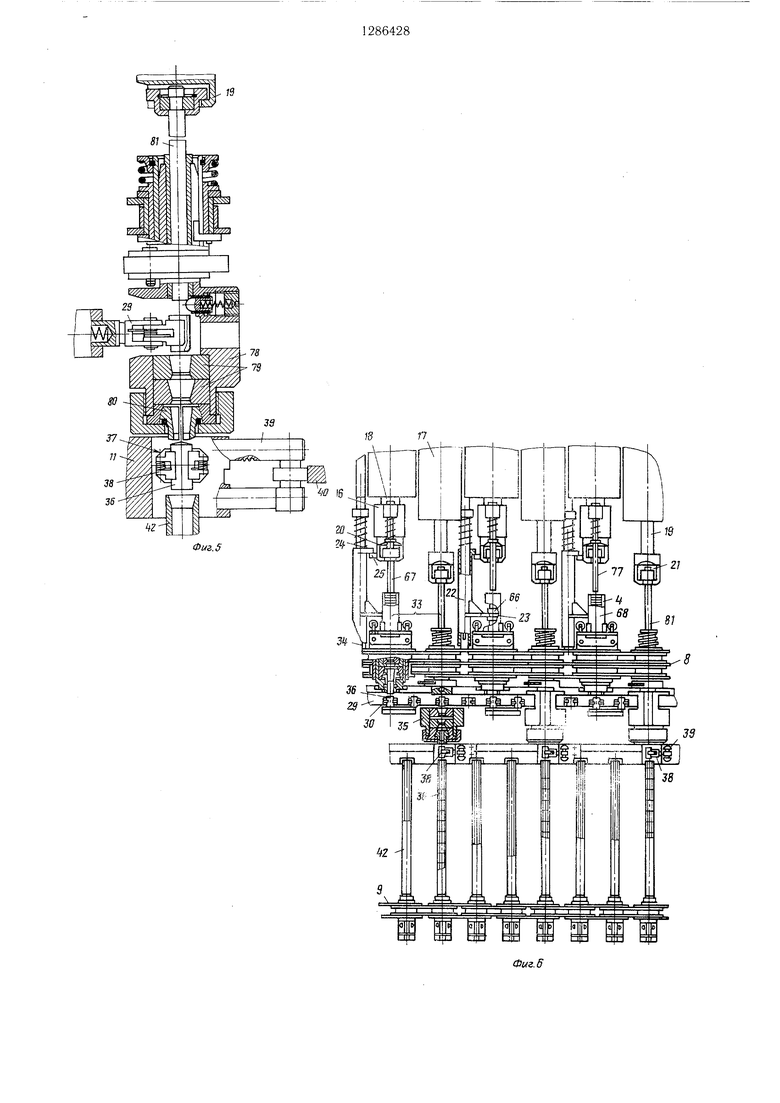
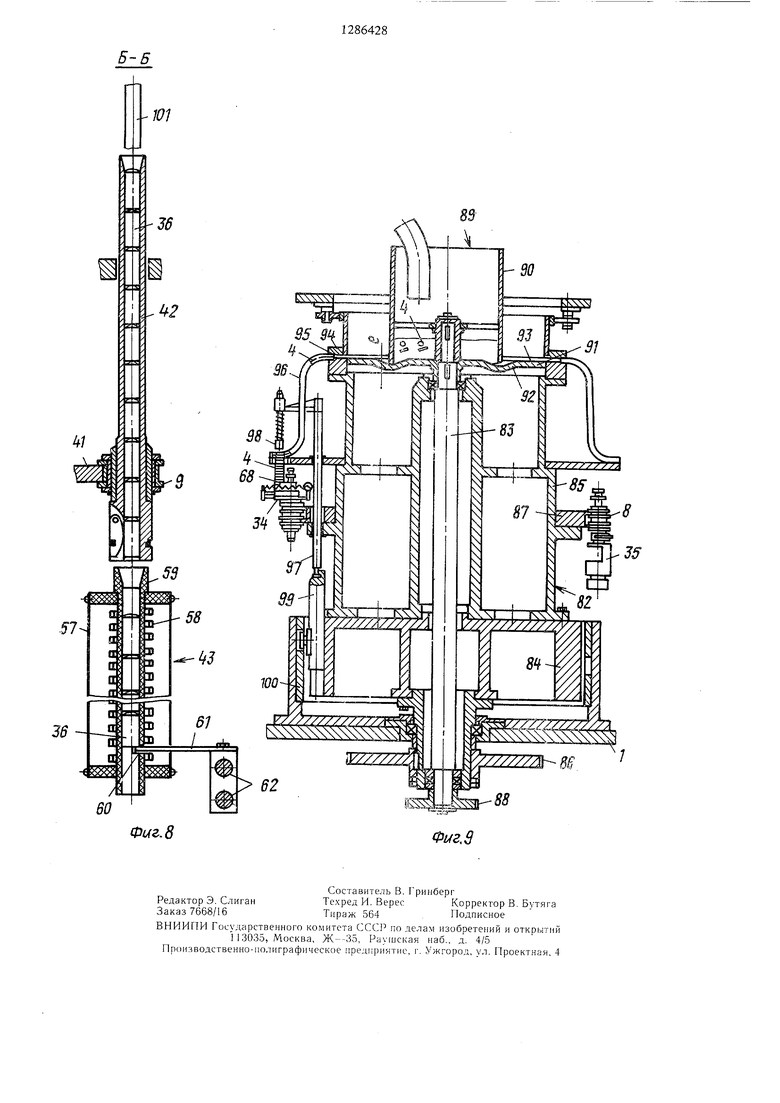
технологический ротор, в разрезе; на фиг. 3- инструментальный блок первого перехода штамповочной операции, в разрезе; на фмг. 4 - вид А на фиг. 3; на фиг. 5 - инструментальный блок второго перехода штамповочной операции, в разрезе; на фиг. 6 -- взаимное расположение групп разноопера- ционных инструментальных блоков в основном цепном конвейере на дуге огибания им многооперационного технологического ротора; на фиг. 7 - взаимное расположение многооперационных технологических роторов, основного цепного конвейера, несущего группы разнооперационных инструментальных блоков, дополнительного цепного конвейера с многоместными носителями комплектов деталей и индукционного нагрева- 25 тельного устройства; на фиг. 8 - разрез Б-Б на фиг. 7; на фиг. 9 - ротор загрузки заготовками, в разрезе.
Роторно-конвейерная машина содержит установленные на станине 1 один или несколько многооперационных технологиче- 30 ских роторов 2, по меньшей мере один ротор 3 загрузки заготовками 4, дополнительные роторы 5 и 6. В зависимости от вида предмета обработки и выполняемых технологических операций дополнительные ротора 2 размещен револьверный диск 29, по окружности которого равномерно расположены подпружиненные в осевом направлении клещевые захваты 30. Револьверный диск 29 взаимодействует с механизмом 31 прерывистого движения, который в процессе непрерывного вращения технологического ротора 2 периодически поворачивает револьверный диск 29 на заданный шаг. Над револьверным диском 29 на опорном диске 12 установлена звездочка 32 для основного цепного конвейера 8. В шарнирах этого конвейера расположены группы 33 разно- операционных инструментальных блоков для выполнения определенных технологических операций.
В изобретении каждая группа 33 имеет два инструментальных блока, а именно: инструментальный блок 34 для выполнения первого перехода штамповочной операции и инструментальный блок 35 для выполнения второго перехода штамповочной операции. Инструментальный блок 34 предназначен для свертки плоской заготовки 4 (в данном случае металлического кружка) в колпачок, а щтамгювочный блок 35 - для последующей, вытяжки и превращения его в деталь 36.
торы 5 и 6 могут выполнять различные 35 Каждый многооперационный технологиче- функции, например промывку, чистку и смаз- ский ротор 2 на дуге огибания их цепку инструмента, контроль состояния инстру- ным конвейером 8 имеет несколько рабочих мента, автоматическую замену неиснравного инструмента и прочее. Все роторы 2, 3, 5 и 6
зон а. В каждой из этих зон каждый рабочий инструмент совершает один рабочий
машины связаны между собой общим нриво- ход. По окружности опорного диска
дом 7 для их синхронного вращения и обогнуты основным горизонтальны.м цепным конвей ером 8. Многооперационные технологические роторы 2 обогнуты кроме того дополнительным горизонтальным цепным конвейером
установлены кантовали 37 деталей 36. Каждый кантователь 37 имеет поворотный клещевой захват 38, который приводится в возвратно-поступательное движение зубчатой рейкой 39, взаимодействующей с уста9. Многооперационные технологические рото-45 новленным на станине I кулачком 40. В нижры 2 имеют одинаковую конструкцию, каждый из которых имеет скрепленные в единую жесткую конструкцию центральный вал 10, опорные диски 11 и 12, барабан 13 и блок 14 гидроцилиндров. Центральный вал 10 снабжен приводным зубчатым колесом 15, находящимся в зацеплении с щестерней привода 7. Блок 14 гидроцилиндров имеет расположенные по его окружности гидроцилиндры 16 и 17, в которых размещены ползуны 18 и 19, имеющие захваты 20 и 21 для инструмента. По окружности барабана 13 установлень подвижные в осевом направленей части технологического ротооа 2 на валу 10 установлена звездочка 41 для дополнительного цепного конвейера 9. В шарнирах этого конвейера установлены многоместные носители 42 деталей 36, изготовленных ин- 50 струментальными блоками 35 второго перехода штамповочной операции в технологиче ских роторах 2. Многоместные носители 42 установлены на дополнительном цепном конвейере 9 с шагом /г, который кратен щагу Н между последними инструментальными
55
блоками 35 смежных гругщ 33 этих блоков в основном цепном конвейере 8. Каждый
НИИ подпружиненные втулки 22. Каждая из них снабжена захватом 23 для инструментов и выступом 24, взаимодействуюпаим с выступом 25 ползуна 18. Ползуны ,18 и 19 получают необходимое для обработки заготовок 4 возвратно-поступательное движение от поршневых приводов 26 и 27, рабочая и обратная полости каждого гидравлического цилиндра 16 и 17 соединены каналами с распределительным устройством
28. В средней части технологического роQ 28. В средней части технологического ро
0
5
0
тора 2 размещен револьверный диск 29, по окружности которого равномерно расположены подпружиненные в осевом направлении клещевые захваты 30. Револьверный диск 29 взаимодействует с механизмом 31 прерывистого движения, который в процессе непрерывного вращения технологического ротора 2 периодически поворачивает револьверный диск 29 на заданный шаг. Над револьверным диском 29 на опорном диске 12 установлена звездочка 32 для основного цепного конвейера 8. В шарнирах этого конвейера расположены группы 33 разно- операционных инструментальных блоков для выполнения определенных технологических операций.
В изобретении каждая группа 33 имеет два инструментальных блока, а именно: инструментальный блок 34 для выполнения первого перехода штамповочной операции и инструментальный блок 35 для выполнения второго перехода штамповочной операции. Инструментальный блок 34 предназначен для свертки плоской заготовки 4 (в данном случае металлического кружка) в колпачок, а щтамгювочный блок 35 - для последующей, вытяжки и превращения его в деталь 36.
5 Каждый многооперационный технологиче- ский ротор 2 на дуге огибания их цепным конвейером 8 имеет несколько рабочих
Каждый многооперационный технологиче- ский ротор 2 на дуге огибания их цепным конвейером 8 имеет несколько рабочих
зон а. В каждой из этих зон каждый рабочий инструмент совершает один рабочий
ход. По окружности опорного диска
ход. По окружности опорного диска
установлены кантовали 37 деталей 36. Каждый кантователь 37 имеет поворотный клещевой захват 38, который приводится в возвратно-поступательное движение зубчатой рейкой 39, взаимодействующей с установленным на станине I кулачком 40. В нижней части технологического ротооа 2 на валу 10 установлена звездочка 41 для дополнительного цепного конвейера 9. В шарнирах этого конвейера установлены многоместные носители 42 деталей 36, изготовленных ин- 50 струментальными блоками 35 второго перехода штамповочной операции в технологиче ских роторах 2. Многоместные носители 42 установлены на дополнительном цепном конвейере 9 с шагом /г, который кратен щагу Н между последними инструментальными
55
блоками 35 смежных гругщ 33 этих блоков в основном цепном конвейере 8. Каждый
многоместный носитель 42 представляет собой трубку, которая выполнена так, что в ней возможно разместить комплект деталей 36, изготовленных инструментальными блоками 35. Количество деталей 36 в комплекте многоместного носителя 42 равно числу рабо- чих зон а в технологическом роторе 2 на дуге огибания его цепными конвейерами 8 и 9.
Роторно-конвейерная машина содержит также индукционное нагревательное устрой- ю ство 43 и механизм прерывистого перемещения размещенного над нагревательным устройством 43 участка 44 дополнительного цепного конвейера 9, выполненный в виде двух звездочек 45, установленных на каретке 46 и образующих пару встречно направленных петель 47 и 48, звездочки 49 с закрепленным на ней храповым колесом 50, имеющим всего одну впадину, вза- имодейтсвующую с собачкой 51, управляемой кулачком 52, который кинематически 20 связан с приводом 7 машины, ролика 53, закрепленного на водиле 54 и взаимодействующего с кулачком 55, который кинематически связан с приводом 7 машины, при этом водило 54 установлено на оси 56 с
случае он реализован в виде цилиндрической трубки, которая выполнена так, что в ней возможно разместить комплект однозначно ориентированных заготовок 4 (в данном случае металлических кружков). Количество заготовок 4 в комплекте каждого многоместного носителя 68 определяются соотношением.
А Р К,
где А - количество заготовок в комплекте многоместного носителя заготовок; Р - количество многооперационных технологических роторов 2 в машине; К - число рабочих зон а (число рабочих ходов инструмента) на дуге огибания каждого многооперационного технологического ротора цепным конвейером.
В верхней части корпуса 64 расположен механизм 69 поштучной выдачи заготовок 4, а в нижней установлены сверточная матрица 70, вытяжная матрица 71, съемник 72 и подпружиненные удерживающие губки 73. Механизм 69 ПОШТУЧНОЙ выдачи заготовок имеет
шибер 74 для выдачи заготовок из многомествозможностью взаимодействия с кареткой 25 ного носителя 68 к инструментам блока и 46. Нагревательное устройство 43 представ- ролика 75, с которым взаимодействует кулачок 76 плоский, установленный на каждом обслуживающем инструментальные блоки 34 ползуне 18 многооперационного технологического ротора 2 на дуге огибания его цепным конвейером 8. Каждый ползун 18 снабжен подпружиненным толкателем 77 соосно многоместному носителю 68 заготовок 4 на дуге огибания технологического ротора 2 цепным конвейером 8.
Инструментальный блок 35 второго перехода штамповочной операции имеет корпус 79, в нижней части которого размещены вытяжные матрицы 79 и съемник 80, а в верхней - вытяжной пуансон 81, который сочленен на дуге огибания цепным конвейВ нижней части каждой трубы 59 выполнен 40 ером 8 технологического ротора 2 содним вырез 60, в котором располагается под- из его ползунов 19, обслуживающим ин- ставка 61, на которую опираются во время струментальные блоки 35 второго перехода нагрева детали 36. Подставки 61 смонти- штамповочной операции. Ротор 3 загрузки
ляет собой кожух 57, внутри которого находятся индивидуальные неподвижные вертикальные многовитковые индукторы 58, расположенные друг за другом по ходу дополнительного цепного конвейера 9 с шагом, равным шагу h между многоместными носителями 42 коплектов деталей в дополнительном цепном конвейере 9. Индивидуальные индукторы за счет такого исполнения имеют форму внутренней части, наиболее соответствующую форме нагреваемых деталей 36, и поэтому обеспечивают наилучший энергетический КПД. Каждый много- витковый индуктор 58 отделен от нагреваемых деталей 36 керамической трубой 59.
рованы на двух горизонтальных подпружиненных в осевом направлении направляющих 62, установленных в опорных стойках. Направляющие 62 получают прерывистое возвратно-поступательное перемещение с вы- стоями от кулачкового привода 63.
Инструментальный блок 34 первого перехода штамповочной операции имеет корпус JQ дочкой о/ для основного цепного конвеиезаготовки заготовками 4 имеет вращаемое основание 82, установленное с помощью шарикоподшипников на центральном валу 83 Вращаемое основание 82 имеет скрепленные в единую жесткую конструкцию барабаны 84 и 85. Барабан 84 снабжен приводным зубчатым колесом 86, барабан 85 - звез- 8
64, к верхнему торцу которого прикреплена накладка 65. В этой накладке размещены соосно расположенные прижимная трубка 66 и пуансон 67, а также многоместный носитель 68 заготовок 4. Этот нора 8, а центральный вал 83 - приводной щестерней 88. В верхней части вращаемого основания 82 установлено загрузочное устройство 89. Это устройство включает в себя жестко связанные с валом 83 бункер 90, в
ситель в зависимости от формы обраба- 55 который загружаются заготовки 4, рабочий тываемых заготовок может иметь различ- диск 91 с кольцевым фигурным пазом 92. ное конструктивное исполнение. В данном сопряженным с периферийной поверхностью
случае он реализован в виде цилиндрической трубки, которая выполнена так, что в ней возможно разместить комплект однозначно ориентированных заготовок 4 (в данном случае металлических кружков). Количество заготовок 4 в комплекте каждого многоместного носителя 68 определяются соотношением.
А Р К,
где А - количество заготовок в комплекте многоместного носителя заготовок; Р - количество многооперационных технологических роторов 2 в машине; К - число рабочих зон а (число рабочих ходов инструмента) на дуге огибания каждого многооперационного технологического ротора цепным конвейером.
В верхней части корпуса 64 расположен механизм 69 поштучной выдачи заготовок 4, а в нижней установлены сверточная матрица 70, вытяжная матрица 71, съемник 72 и подпружиненные удерживающие губки 73. Механизм 69 ПОШТУЧНОЙ выдачи заготовок имеет
дочкой о/ для основного цепного конвеиезаготовки заготовками 4 имеет вращаемое основание 82, установленное с помощью шарикоподшипников на центральном валу 83 Вращаемое основание 82 имеет скрепленные в единую жесткую конструкцию барабаны 84 и 85. Барабан 84 снабжен приводным зубчатым колесом 86, барабан 85 - звез- 8
дочкой о/ для основного цепного конвеиера 8, а центральный вал 83 - приводной щестерней 88. В верхней части вращаемого основания 82 установлено загрузочное устройство 89. Это устройство включает в себя жестко связанные с валом 83 бункер 90, в
93, и закрепленное на барабане 85 нрием-- ное кольцо 94. Последнее имеет каналы 95 для выдачи ориентированнЕзГх заготовок 4 в накопители 96, которые размещены по периферии вращаемого основания 82 в количестве, равном числу каналов 95. Кольцевой фигурный паз 92 рабочего диска 91 и нижний торец бункера 90 образуют зазор а для ориентированного перемещения заготовок 4 (кружков). По периферии барабана 85 размещены штанги 97, каждая из которых снабжена подпружиненным толкателем 98 для передачи ориентированных заготовок 4 на дуге огибания ротора 3 основным цеп- нЕз1м конвейером 8 и 9 накопителей 96 в .многоместные носители 68 заготовок. Каждая ujTaHra 97 шарнирно соединена с приводным ползуном 99, приводимым в возвратно-поступательное движение кулачком 100, установленным на станине 1. Для загрузки нагревательного устройства машина снабжена толкателя.ми 101, а для разгрузки - конвейером 102.
Машина работает следующим образом.
Многоперационные технологические роторы 2, ротор 3 загрузки и донолнитель- ные роторы 5 и 6 вращаются об общего привода 7, а основной цепной конвейер 8 и дополнительный конвейер 9 приводятся этими роторами в согласованное с ними движение. При этом конвейер 8 транспортирует находящиеся в нем многоместные носители 68 заготовок 4 от ротора 3 загрузки к технологическим роторам 2, дополнительным роторам 6 и 5 и обратно, а конвейер 9 транспортирует находящиеся в нем носители 42 деталей 36 от технологических роторов 2 к индукционному нагревательному устройству 43 и обратно.
В начале дуги сопряжения ротора 3 с цепным конвейером 8 .многоместные носители 68 заготовок 4 последовательно подходят под обслуживающие их подпружипенные толкатели 98 ротора 3, располагаясь соосно с ними. В то же время дополнительный привод (не показан), воздействуя в роторе 3 на шестерню 88, приводит во врацдение центральный вал 83, а вместе с ним бункер 90 и рабочий диск 91 в ту же сторону, что и ротор 3, но с большей окружной скоростью
68заготовок. Количество заготовок 4 в каждом многоместном носителе 68 после взаимодействия с ротором 3 определяется, как указано, произведение.м числа зон а обработки в каждом технологическо.м роторе на число этих роторов в машине. Далее многоместные носители 68 заготовок с комплектами заготовок 4 и группы 33 инструментальных блоков транспортируются цепным конвейером 8 к первому многоопера10 ционно.му технологическому ротору 2. В начале дуги сопряжения этого ротора с цепным конвейером 8 инструментальный блок 34 первого перехода щтамповочной операции сочленяется своей прижимной трубкой 66 и пуансоном 67 соответственно с захватом
23 подпружиненной втулки 22 и с захватом 20 ползуна 18. При этом ролик 75 механизма 69 пощтучной выдачи заготовок подходит под плоский кулачок 76 ползуна 18, . а подпружиненный толкатель 77 располага20 ется соосно с многоместным носителем 68 заготовок, Инстру.ментальный блок 35 второго перехода штамповочной операции пуансоном 81 сочленяется с захватом 21 ползу- па 19. Рабочая жидкость из сети питания через соответствующие пазы распределитель25 иого устройства 28 по каналам поступает в рабочук- а затем обратную полости гидроцилиндров 16 и 17. Под действием этой жидкости ползуны 18 и 19, а вместе с ними пуансоны 67 и 81, подпружиненный толкатль 77-н- плоский кулачок 76 совершают возвратно- поступательное движение, при этом плоский кулачок 76 приводит в действие механизм
69поштучной выдачи заготовок 4, за счет чего последние из многоместного носителя 68 подаются под инструменты инструментального блока 34 первого перехода, а подпружиненный толкатель 77 принудительно опускает комплект заготовок в многомест- пом носителе 68 на одну заготовку. При опускании ползуна 18 опускается и взаимодействующая с ним подпружиненная втул40 ка 22, следовательно, опускаются и сочлененные с ними прижимная трубка 66 и пуансон 67, при этом прижимная трубка 66 перемещает поданный под нее шибером 74 кружок 4 в центрирующую часть сверточной матрицы 70. Вслед за этим пуансон 67
30
35
для создания «центробежного эффекта. 45 нроталкивает кружок 4 через сверточную
При вращении бункера 90 и рабочего диска 91 заготовки (кружки) 4 под действием центробежных сил устремляются в зазор е, образуя направленный их поток. Накапливаясь на периферийной поверхности 93 заготовки 4 прижимаются к цилиндрической поверхности приемного кольца 94 и, обкатываясь по ней, перемешаются в капалы 95, а из них - в накопители 96. Далее на дуге огибания ротора 3 основным цепным конвейером 8 толкатели 98, совершая возвратно-поступательное движение от кулачка 100, передают ориентированные заготовки 4 из накопителей 96 в многоместные носители
50
55
матрицу 70 и вытяжную матрицу 71. В сверточной матрице 70 кружс,,.. 4 свертывается в колпачок, а в вытяжной матрице 71 колпачок приобретает требуемые размеры по диаметру и толщине стенок. При вращении ползуна 18 в исходное положение колпачок снимается с пуансона 67 съемником 72 и удерживается от выпадания из инструментального блока 34 подпружиненными губками 73.
Далее цикл повторяется, при этом первый колпачок, который остается в удерживающих губках 73, выталкивается из них вторым изготовленным колпачком в клеше68заготовок. Количество заготовок 4 в каждом многоместном носителе 68 после взаимодействия с ротором 3 определяется, как указано, произведение.м числа зон а обработки в каждом технологическо.м роторе на число этих роторов в машине. Далее многоместные носители 68 заготовок с комплектами заготовок 4 и группы 33 инструментальных блоков транспортируются цепным конвейером 8 к первому многооперационно.му технологическому ротору 2. В начале дуги сопряжения этого ротора с цепным конвейером 8 инструментальный блок 34 первого перехода щтамповочной операции сочленяется своей прижимной трубкой 66 и пуансоном 67 соответственно с захватом
23 подпружиненной втулки 22 и с захватом 20 ползуна 18. При этом ролик 75 механизма 69 пощтучной выдачи заготовок подходит под плоский кулачок 76 ползуна 18, . а подпружиненный толкатель 77 располага0 ется соосно с многоместным носителем 68 заготовок, Инстру.ментальный блок 35 второго перехода штамповочной операции пуансоном 81 сочленяется с захватом 21 ползу- па 19. Рабочая жидкость из сети питания через соответствующие пазы распределитель5 иого устройства 28 по каналам поступает в рабочук- а затем обратную полости гидроцилиндров 16 и 17. Под действием этой жидкости ползуны 18 и 19, а вместе с ними пуансоны 67 и 81, подпружиненный толкатль 77-н- плоский кулачок 76 совершают возвратно- поступательное движение, при этом плоский кулачок 76 приводит в действие механизм
69поштучной выдачи заготовок 4, за счет чего последние из многоместного носителя 68 подаются под инструменты инструментального блока 34 первого перехода, а подпружиненный толкатель 77 принудительно опускает комплект заготовок в многомест- пом носителе 68 на одну заготовку. При опускании ползуна 18 опускается и взаимодействующая с ним подпружиненная втул0 ка 22, следовательно, опускаются и сочлененные с ними прижимная трубка 66 и пуансон 67, при этом прижимная трубка 66 перемещает поданный под нее шибером 74 кружок 4 в центрирующую часть сверточной матрицы 70. Вслед за этим пуансон 67
0
5
5 нроталкивает кружок 4 через сверточную
45 нроталкивает кружок 4 через сверточную
50
55
матрицу 70 и вытяжную матрицу 71. В сверточной матрице 70 кружс,,.. 4 свертывается в колпачок, а в вытяжной матрице 71 колпачок приобретает требуемые размеры по диаметру и толщине стенок. При вращении ползуна 18 в исходное положение колпачок снимается с пуансона 67 съемником 72 и удерживается от выпадания из инструментального блока 34 подпружиненными губками 73.
Далее цикл повторяется, при этом первый колпачок, который остается в удерживающих губках 73, выталкивается из них вторым изготовленным колпачком в клешевой захват 30 револьверного диска 29, а второй колпачок занимает место первого в удерживающих губках 73. После этого колпачок, находящихся в клещевом захвате 30 револьверного диска 29, при очередном повороте револьверного диска механизмом 31 прерывистого движения перемещается из инструментального блока 34 первого перехода штамповочной операции в инструментальный блок 35 второго перехода штамповочной операции. При опускании ползуна 19, а следовательно и пуансона 81, последний заходит в колпачок 36 с зазором, а затем проталкивает его через матрицы-79. превращая его в деталь 36. Изготовленная таким образом деталь 36 плотно прилегает
опускаются и перемещают комплекты деталей 36 из многоместных носителей 42 в трубки 59 многовитковых индукторов 58, в которых они удерживаются от выпадения жаростойкими подставками 61. При этом
5 включается генератор (не показан) токов высокой частоты, питающий многовитковые индукторы 58. По окончании цикла нагрева питающий генератор выключается, подставки 61 отводятся кулачковым приводом 63 в
«Q сторону, и нагретые детали 36 выпадают из трубок 59 индуктора 58 на конвейер 102. Последний передает детали 36 или в приемную тару, или в другую машину (не. показаны) для продолжения обработки. К этому времени собачка 51 под воздействием кук поверхности пуансона 81. При обратном 15 лачка 52 выводится из впадины храпового его ходе деталь 36, опираясь торцом наколеса 50, вступает в действие привод каретки 46 за счет воздействия кулачка 55 на ролик 53 водила 54, которое перемещает каретку 46 к головной части машины. При этом петли 48 конвейера 9 укорачивается.
нижнюю кромку съемника 80, снимается с пуансона 81 и остается в поворотном клещевом захвате 38 кантователя 37. После этого клещевой захват 38 поворачивается зубчатой рейкой 39 вместе с деталью 36 на 180°, смазочная жидкость (эмульсия) удаляется из детали. Далее цикл повторяется. При этом первая готовая деталь 36 выталкивается из клещевого захвата 38 вто20
а петля 47 удлиняется. Это происходит до тех пор, пока храповое колесо 50 соверщает полный оборот, после чего собачка 51 вновь входит во впадину храпового колеса 50, и последующий участок конвейра 9, окарой изготовленной деталью 36 в многомест- 25 завшись в это время над индукционным
ный носитель 42, при этом вторая деталь
занимает место первой в клещевом захвате 38. Таким образом, обслуживаемые технологическим ротором 2 многоместные носители 42 деталей заполняются деталями 36
нагревательным устройством 43, останавлива ется. Далее цикл действия роторно-кон- вейерной мащины повторяется.
Предлагаемая роторно-конвейерная мав количестве, равном числу зон а обработки 30 шина обеспечивает выполнение в машине на дуге огибания этого ротора основным 8 и роторно-конвейерная машина обеспечи- и дополнительным 9 конвейерами.
Последующие многооперационные технологические роторы 2 работают и заполняют, обслуживаемые ими многоместные но- 35 сители деталей 36 аналогичным образом. После этого многоместные носители 42 с комплектами деталей 36 непрерывно и последовательно транспортируются дополнительным цепным конвейером 9 от технологичевает выполнение в машине и кратковременных и длительных операций, например термических операций, что расщиряет технологические возможности мащины.
Формула изобретения
1. Роторно-конвейерная мащина, содержащая, по меньшей мере, один ротор заских роторов 2 к индукционному нагрева- грузки заготовками и многооперационный тельному устройству 43. Когда уч-асток до-
полнительного цепного конвейера 9 с многоместными носителями 42 деталей 36 перемещается над индукционным нагревательным устройством 43 на величину Т, соответствующую расстоянию между его первым и последним многовитковыми индукторами 58, собачка 51 оказывается во впадине храпового колеса 50. За счет этого основная часть дополнительного цепного конвейера 9
45
технологический ротор, обогнутые несущим группы инструментальных блоков основным цепным конвейером, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения выполнения не только кратковременных, но и длительных операций, например термических, она снабжена индукционным нагревательным устройством, а также охватывающим технологический ротор и проходящим над индукпродолжает свое равномерное движение, сп ционным нагревательным устройством дополJ 1чJV
а участок 44, расположенный над индукционным нагревательным устройством 43, останавливается. В это время петля 48 конвейера 9 удлиняется, а петля 47 укорачивается, и увлекаемая петлей 47 каретка 46
нительным цепным конвейером, установленными на последнем многоместными носителями комплектов деталей, механизмом прерывистого перемещения размещенного над индукционным нагревательным устройством
перемещается к концевой части мащины без 55 участка дополнительного цепного конвейера, воздействия водила 54. В это время толка- 2. . Чашина по п. 1, отличающаяся тем, тели 101 механизма передачи (не показан) что индукционное нагревательное устройство
опускаются и перемещают комплекты деталей 36 из многоместных носителей 42 в трубки 59 многовитковых индукторов 58, в которых они удерживаются от выпадения жаростойкими подставками 61. При этом
5 включается генератор (не показан) токов высокой частоты, питающий многовитковые индукторы 58. По окончании цикла нагрева питающий генератор выключается, подставки 61 отводятся кулачковым приводом 63 в
Q сторону, и нагретые детали 36 выпадают из . трубок 59 индуктора 58 на конвейер 102. Последний передает детали 36 или в приемную тару, или в другую машину (не. показаны) для продолжения обработки. К этому времени собачка 51 под воздействием ку5 лачка 52 выводится из впадины храпового колеса 50, вступает в действие привод каретки 46 за счет воздействия кулачка 55 на ролик 53 водила 54, которое перемещает каретку 46 к головной части машины. При этом петли 48 конвейера 9 укорачивается.
а петля 47 удлиняется. Это происходит до тех пор, пока храповое колесо 50 соверщает полный оборот, после чего собачка 51 вновь входит во впадину храпового колеса 50, и последующий участок конвейра 9, оказавшись в это время над индукционным
нагревательным устройством 43, останавлива ется. Далее цикл действия роторно-кон- вейерной мащины повторяется.
Предлагаемая роторно-конвейерная машина обеспечивает выполнение в машине и роторно-конвейерная машина обеспечи-
вает выполнение в машине и кратковременных и длительных операций, например термических операций, что расщиряет технологические возможности мащины.
Формула изобретения
1. Роторно-конвейерная мащина, содержащая, по меньшей мере, один ротор за грузки заготовками и многооперационный
грузки заготовками и многооперационный
технологический ротор, обогнутые несущим группы инструментальных блоков основным цепным конвейером, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения выполнения не только кратковременных, но и длительных операций, например термических, она снабжена индукционным нагревательным устройством, а также охватывающим технологический ротор и проходящим над индук
нительным цепным конвейером, установленными на последнем многоместными носителями комплектов деталей, механизмом прерывистого перемещения размещенного над индукционным нагревательным устройством
участка дополнительного цепного конвейера, 2. . Чашина по п. 1, отличающаяся тем, что индукционное нагревательное устройство
выполнено в виде индивидуальных стационарно установленных вертикальных многовит- ковых индукторов, расположенных друг за другом по ходу дополнительного цепного конвейер.а с шагом, равным шагу между многоместными носителями комплектов деталей Б дополнительном цепном конвейере.
28
3. Машина по п. 1, отличающаяся тем, что многоместные носители комплектов деталей установлены на дополнительном цепном конвейере с шагом, кратным шагу между последними инструментальными бло- ками смежных групп этих блоков упомянутого основного цепного конвейера.
фиг. 2
29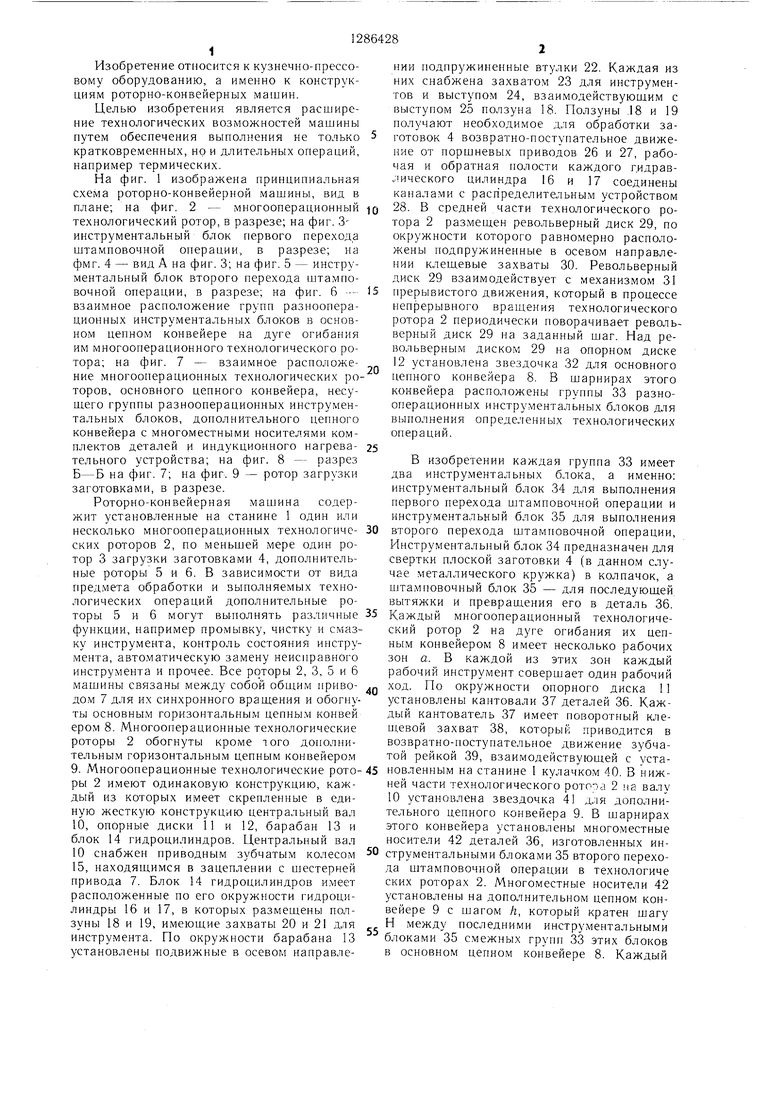
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1180318A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1217741A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1084203A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Роторно-конвейерная машина | 1977 |
|
SU686808A1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |

Изобретение относится к кузнечно- прессовому оборудованию, а именно к конструкциям роторно-конвейерных машин. Цель изобретения - расширение технологических возможностей машины путем обеспечения не только кратковременных, но и длительных операций, например термических. На станине I установлены один или несколько многооперационных технологических роторов (ТР) 2, ротор загрузки 3 заготовками, дополнительные роторы 5 и 6, основной цепной конвейер 8, индукционное нагревательное устройство (НУ) 43, а также охватывающий ТР и проходящий над НУ дополнительный цепной конвейер 9, многоместные носители 42 комплектов деталей, механизм прерывистого перемещения, размещенный над НУ 43, дополнительного конвейера 9. Конвейер 8 транспортирует заготовки от ротора 3 к ТР, дополнительным роторам и обратно, а ротор 9 -транспортирует находящиеся в нем носители 42 деталей от ТР к НУ и обратно. Механизм прерывистого перемещения дополнительного ротора 9 обеспечивает остановку участка 44 при непрерывном движении остальной части ротора 9. Во время этой остановки производится перемещение деталей из носителей 42 в НУ. 2 з.п.ф-лы, 9 ил. (С (Л фие. 1 to 00 о: ьо 00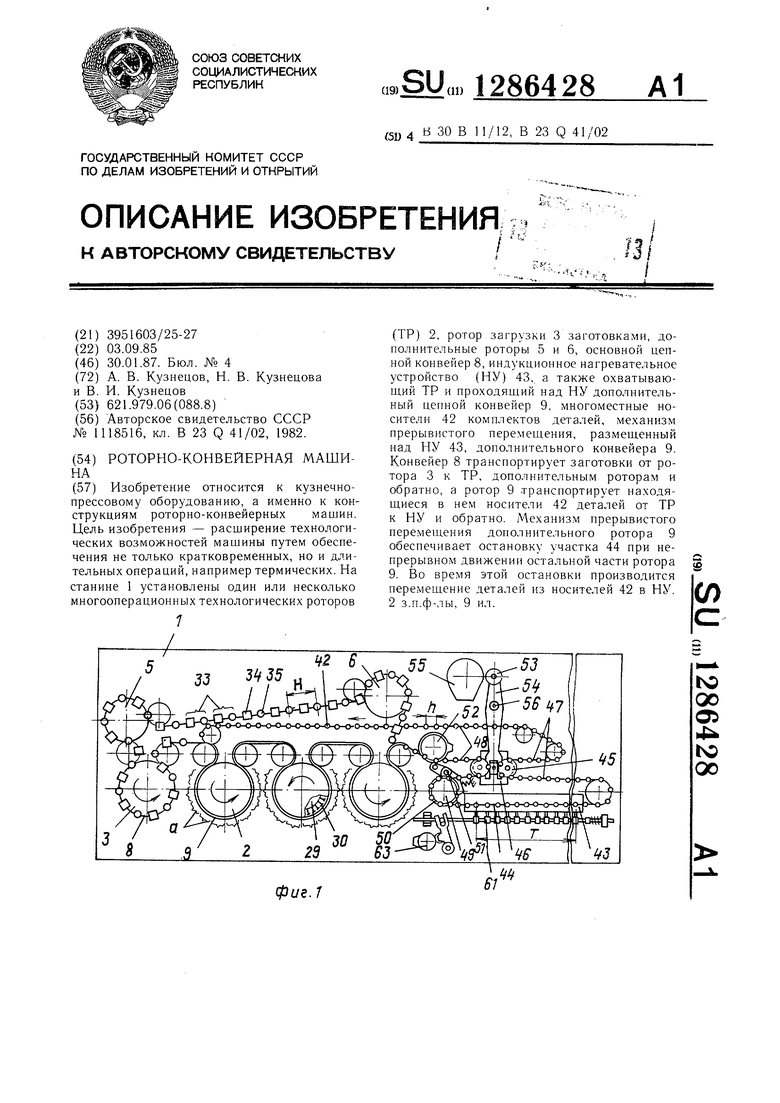
Фиг. 8
Редактор Э. Слиган Заказ 7668/16
Составитель В. Гринберг- Техред И. ВересКорректор В. Бутяга Тираж 564 Подписное ВНИИПИ Государствеиного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-- 35, Ра-.чиская иаб., д. 4/5 Производственио-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг, В
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
