Изобретение относится к литейном производству в частности к способам предохранения отливки от пригара, и может быть использовано на машиностроительных предприятиях массового, так и единичного производства, при получении стальных и чугунных отливок. Известен способ защиты, отливок из черных металлов от цригара путем нанесения противопригарных покрытий на литейные формы ll . Однако этот способ не обеспечива ет требуемой чистоты поверхности от ливок и не всегда предохраняет отливки от пригара. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ повышения качества отливок путем пропускания через кристаллизующуюся в форме отливку электрического тока, при котором создаются предпо сылки (сокращение интервала кристал лизации, понижение температуры формы) для улучшения чистоты поверхнос ти отливок 2J. Недостатком указанного способа . является то, что он предназначен, главным образом, для улучшения стру туры металла литой отливки, а имеющиеся в этом способе предпосьшки дл улучшения качества поверхности отли ки недостаточны для получения отлив с высокой чистотой поверхности. Цель изобретения - повышение чис тоты поверхности отливок. ; Поставленная цель достигается тем, что согласно способу защиты ОТЛИВОК из черных металлов от прига ра путем пропускания постоянного электрического тока от заливочного ковша к литейной форме, подключенно к отрицательному полюсу источника . тока, на рабочую поверхность литейной формы наносят электропроводящее покрытие и подключают к нему отрицательный полюс источника тока, а силу тока принимают равной 1,52А на каждые 100 см площади рабоче поверхности литейной формы. Сущность способа поясняется чертежом. Собранная электросхема с соблюде нием полярности, подключается к электроду 1, введенному в ковш 2 и к электроду 3 в литейной форме 4. При заполнении литейной формы 4 металлом из ковша 2 электрическая цепь автоматически замыкается, так как металл, вытекающий из ковша, контактируется с токопроводящим покрытием 5, полости формы. Производится воздействие электрического тока на процесс пригарообразования в месте контакта материала покрытия с металлом, заполняющим литейную форму. Механизм воздействия постоянного электрического тока на величину пригара можно объяснить следующим образом. , Продуктами взаимодействия отливки из черных металлов и покрытия формы являются окислы. Взаимодействие жидкого металла и покрытия формы протекает в условиях теплового удараj что вызывает образо вание окислов нес:техометрического состава. Образовавшаяся пленка окислов в конта1 :тной зоне разделяет металл и покрытие формы и дальнейшее окисление железа возможно только при условии диффузии ионов железа и кислорода через пленку окислов. Однако поток электронов электрического тока нейтрализует ионы железа, уменьшая их количество и диффузию ионов Железа через пленку окислов, а следовательно, возможность физико-химического взаимодействия их с материалом покрытия, т.е. уменьшая величину пригара. Испытания способа проводят на отливках (диаметр 30 мм и длина 00 мм) из стали марки 40Л, котоую заливают в песчано-глинистую итейную форму при 1500 С. Литейые i формы во всех опытах для получеия сопоставимых результатов имеют олость формы, покрытую противоприарным токопроводящим составом, соержащим следующие ингредиенты, ас.%: Графит черный 33,0-33,5 Графит сереб16,5ристыйСульфидноcпиptoвaябарда (плотность 1,25-1,27 г/см) Мочевина 10-15 техническая Окись цинка 0-0,5 Персульфат аммония
(сверх 100%)
2,5 25-30 Вода
Плотность, г/см
1,35-1,4
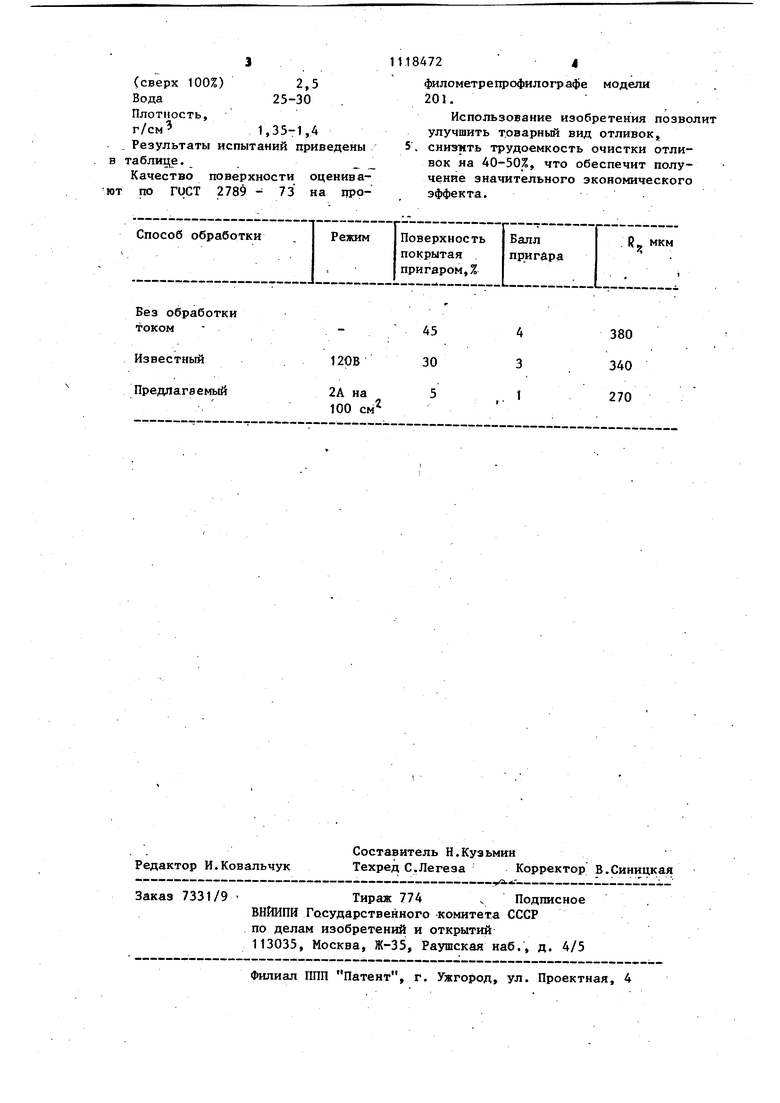
Результаты испытаний приведены таблице.
Качество поверхности оценивапо ГОСТ 2789 - 73 на проП184724
филометрепрофилографе модели 201.
Использование изобретения позволит улучшить товарный вид отливок, 5. снизить трудоемкость очистки отливок на 40-50%, что обеспечит получение значительного экономического эффекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок | 1969 |
|
SU293430A1 |
| Противопригарное покрытие для литейных форм и стержней | 1977 |
|
SU740380A1 |
| СПОСОБ ОБРАБОТКИ ФОРМ ДЛЯ ЖАРОПРОЧНОГО СТАЛЬНОГО ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2285576C2 |
| НАПОЛНИТЕЛЬ ДЛЯ ПРОТИВОПРИГАРНЫХ ПОКРЫТИЙ | 2002 |
|
RU2226445C1 |
| Теплоизоляционное покрытие для литейных форм | 1989 |
|
SU1740094A1 |
| Противопригарное покрытие для литейных форм и стержней | 1982 |
|
SU1076179A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНЫХ ФОРМ | 1992 |
|
RU2043823C1 |
| Противопригарная краска для литейных форм и стержней | 1978 |
|
SU737100A1 |
| Припыл для литейных форм | 1982 |
|
SU1066719A1 |
| Противопригарная краска для литейных форм и стержней | 1980 |
|
SU876259A1 |
СПОСОБ ЗАЩИТЫ ОТЛИВОК ИЗ ЧЕРНЫХ МЕТАЛЛОВ ОТ ПРИГАРА путем пропускания постоянного электрического тока от заливочного ковша к литейной форме, подключенной к отрицательному полюсу источника тока, о тличающийся тем, что, с целью повьшения чистоты поверхности отливок, на рабочую поверхность литейной формы наносят электропроводящее покрытие и подключают к нему отрицательный полюс источника тока, а силу тока принимают равной 1,5-2 А на-каждые100 см площади рабочей поверхности литейной формы. 3 г
120В
2А на 100 см
4 3 1
380 340 270
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварика А.А | |||
| Покрытия литейных форм | |||
| М., Машиностроение, 1977. | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ващенко К.И | |||
| и др | |||
| Влияние воздействия электрического тока при кристаллизации чугуна на свойстаа отливок | |||
| Литейное производство, 1973, № 2, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
