Изобретение относится к односторонней автоматической и полуавтоматической сварке стыковых соединений из углеродистых и низколегированных сталей и может быть использовано для качественного формирования сварного шва на керамических подкладках.
Известна магнитная скоба для крепления керамических подкладок.при сварке стыковых соединений, содержащая установленные на расстоянии друг от друга и связанные между собой перемычкой основные магнитные блоки в виде постоянных магнитов с магнитопроводами из ферромагнитного материала, а также установленныйна перемычке с.возможностью осевого перемещения стержень для удержания подкладки Cl,.
Недостатком, известного устройства является высокая трудоемкость его онтажа при креплении подкладки. Кроме того, не всегда обеспечивается надежность сцепления устройства с изделием из-за того, что сцепление его происходит с торцовыми поверхнос.тями магяитных блоков, имеющих большую площадь соприкосновения. В результате контактирующие поверхности соприкасаются неполностью в результате местных изгибов и возможных металлических включений.
Цель изобретения - снижение трудоемкости монтажа подкладки на изделии с одновременным повышением равноме.рности прижима подкладки.
Поставленная цель достигается тем, что магнитная скоба для крепления керамических подкладок при сварке стыковых соединений, содержащая установленные на расстоянии друг от друга и связанные между собой перемычкой основные магнитные блоки в виде постоянных магнитов с магнитопроводами из ферромагнитного материала, а также установленный на перемычке с возможностью осевого перемещения стержень для удержания подкладки, снабжена упругой профильной пластиной, на концах которой смонтированы дополнительные магнитные блоки, а сама пластина шарнирно установлена на упомянутом стержне, который подпружинен относительно перемычки, при этом магнитопроводы как основных, так и дополнительных магнитных блоков выполнены выступающими над телом магнитов.
. Основные магнитные блоки могут быть установлены с-возможностью взаимного смещения.
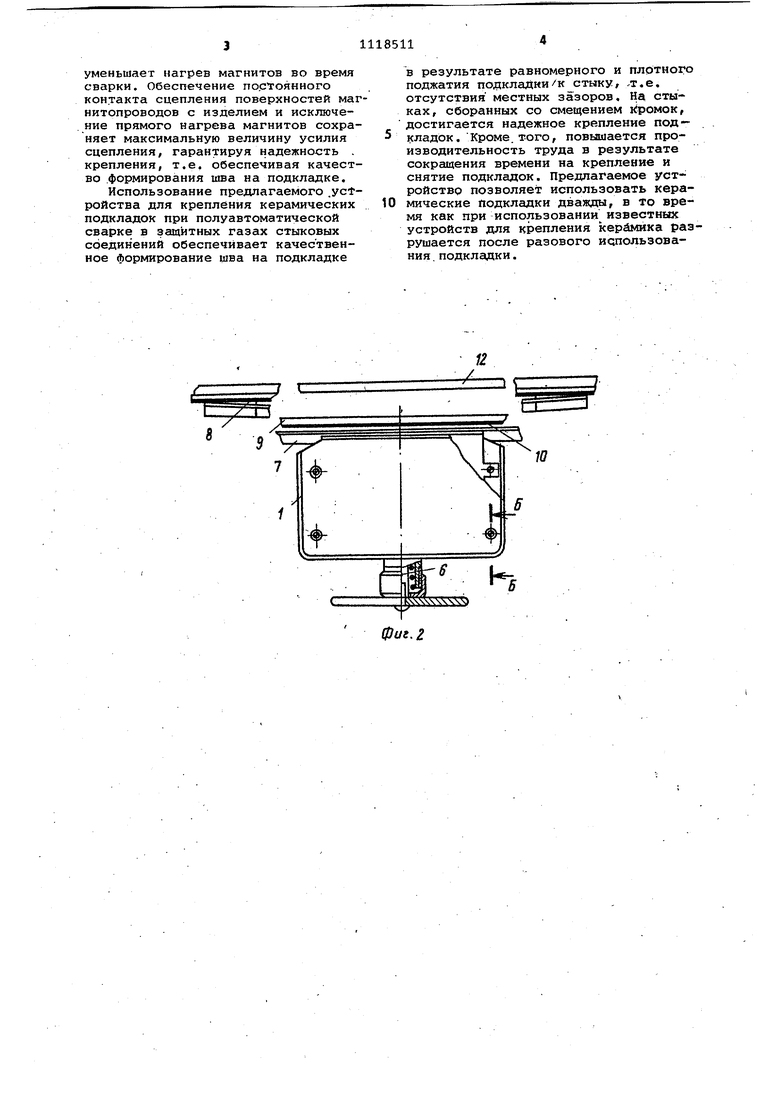
Нафиг.1 показано устройство, поперечный разрез, с керамической подкладкой; на фиг.2 - устройство с изделием стыкового соединения,вид сбоку; на фиг.З - то же, вид сверху; на Фиг,4 - разрез А-А на фиг.З (поперечное сечение узла крепления постоянного магнита с основанием, пйложение сцепляющей поверхности маг нита по отношению к подкладке к сты.ку изделия ; на фиг.З - разрез Б-Б 5 на фиг.2 (узел крепления магнитов с магнитопроводами, обеспечивающий относительное перемещение блоков в . корпусе ).
Магнитная скоба для крепления кед.фамических подкладок содержит немагнитный корпус 1, в котором расположены основные магнитные блоки в виде постоянных магнитов 2 с магнитопроводами пластинчатой формы 3 и 4., с края которых выступают над поверхностью магнитов. Магнитные блоки установлены в корпусе, являкндемся перемычкой между ними, с помощью ВИН7
тов 5, на которых они размещены свободно с возможностью ограниченных
0 свободных перемещений всех степеней свободы. Между магнитнЕлми блоками размещен стержень 6, подпружиненный относительно корпуса. На стержне шарнирно укреплена упругая профиль
5 ная пластина 7, на концах которой размещены дополнительные магнитные блоки 8, выполненные по аналогии с основными.
Устройство работает следующим об0 разом.
Керамическая подкладка 9 уклады- . ; Бается металлическим каркасом 10 на пластину 7 со сцеплением за счет контакта концевых частей поверхности
5 металлического каркаса подкладки с дополнительными магнитными блоками 8. Затем устройство вместе с подкладкой 9 визуально ориентируется относительно стыка 11 и накладыва0 ется .керамической поверхностью под: кладки на стык. После этого усилием на корпус 1 в направлении к стыку 11 производится сцепление торцовых по.верхностей магнитопроводов 3 и 4 с
5 поверхностью изделия 12. Благодаря действию реакции от подпружиненного стержня б на упругую пластину 7 происходит ее упругая деформация, облегание по всей поверхности подкладки 9 и плотное -и равномерное поджатие подкладки к стыку. Установка подкладки со смещением к краю основания позволяет использовать подкладку дважды.
Возможность ограниченных свободных перемещений магнитных блоков в корпусе позволяет достигнуть на стыках, собранных со смещением кромок и местными.изгибами, полного соприкосновения поверхности изделия с
0 торцовыми поверхностями магнитопро; водов, которое сохраняется при изменении положения изделия от нагрева в. процессе сварки. Кроме того, отсутствие прямого контакта между
5 магнитами и поверхностью изделия
уменьшает нагрев магнитов во время сварки. Обеспечение постоянного контакта сцепления поверхностей магнитопроводов с изделием и исключение прямого нагрева магнитов сохраняет максимальную величину усилия сцепления, гарантируя надежность . крепления, т.е. обеспечивая качество формирования шва на подкладке.
Использование предлагаемого .устройства для крепления керамических подкладок при полуавтоматической сварке в защитных газах стыковых соединений обеспечивает качественное формирование шва на подкладке
в результате равномерного и плотного поджатия подкладни/к стыку, .т.е. отсутствия местных зазоров. На стыках, сборанных со смещением kpoMOK, достигается надежное крепление подкладок. Кроме, того, повышается производительность труда в результате сокращения времени на крепление и снятие подкладок. Предлагаемое устройство позволяет использовать керамические подкладки дважды, в то время как при использовании известных устройств для крепления керамика разрушается после разового использования, подкладки.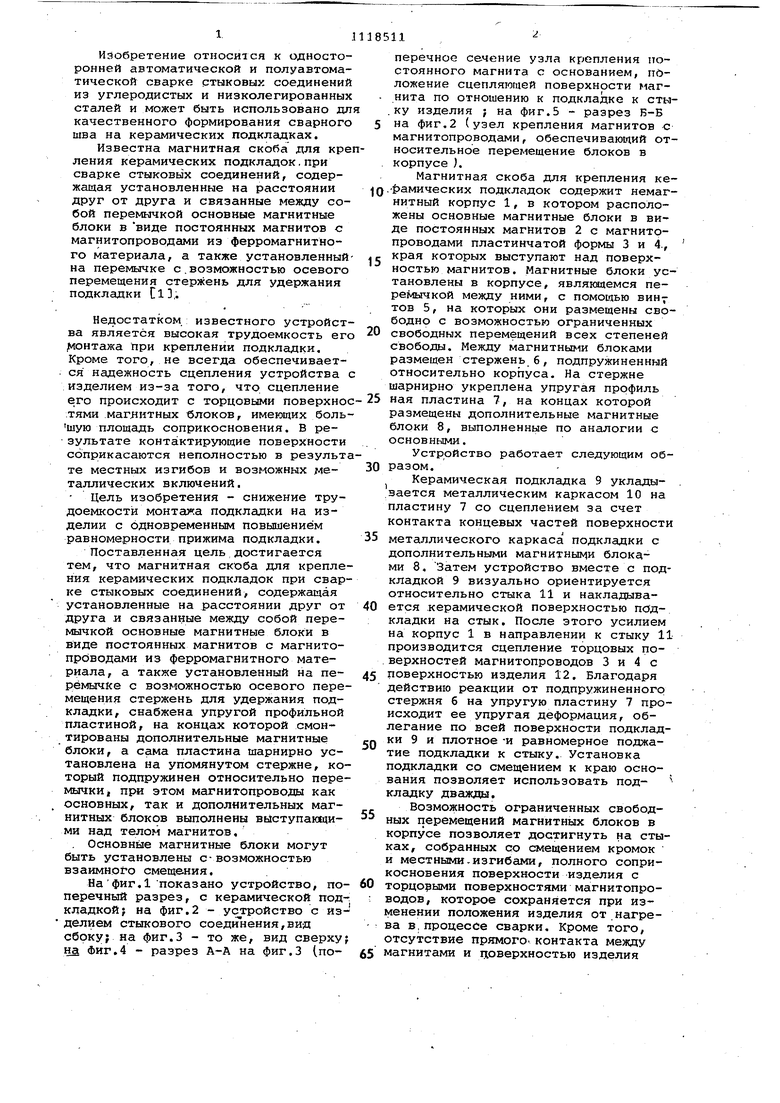
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1988 |
|
SU1574424A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Устройство для формирования обратной стороны сварного шва | 1984 |
|
SU1136919A1 |
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| СПОСОБ СВАРКИ ТОНКОСТЕННЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПОД ФЛЮСОМ | 2024 |
|
RU2834666C1 |
| Ходовой магнитный ролик | 1976 |
|
SU647089A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТАЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2557041C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
1. МАГНИТНАЯ СКОБА ДЛЯ КРЕП ЛЕНИЯ КЕРАМИЧЕСКИХ ПОДКЛАДОК ПРИ СВАРКЕ СТЫКОВЫХ СОЕДИНЕНИЙ, содержа.щая установленные на расстоянии друг от друга и связанные между собой перемычкой основные магнитные блоки в виде постоянных магнитов с магнитопроводами из ферромагнитного материала, а также установленный на пере мычке с возможностью осевого перемещения стержень для удержания подкладки, отличающаяся тем, что, с целью снижения трудоемкости монтажа подкладки на изделии с одновременным повышением равномерности прижима подкладки, скоба дополнительно снабжена упругой.профильной пластиной, на концах которой смонтированы дополнительные магнитные блоки, а сама пластина шарнирно установлена на упомянутом стержне, который подпружинен относительно перемычки, при этом магнитопроводы как основных, так и дополнительных магнитных блоков выполнены выступающими над телом магнитов. 2. Скоба ПОП.1, отличающаяся тем, что основные магнитные блоки установлень с возможностью взаимного смещения.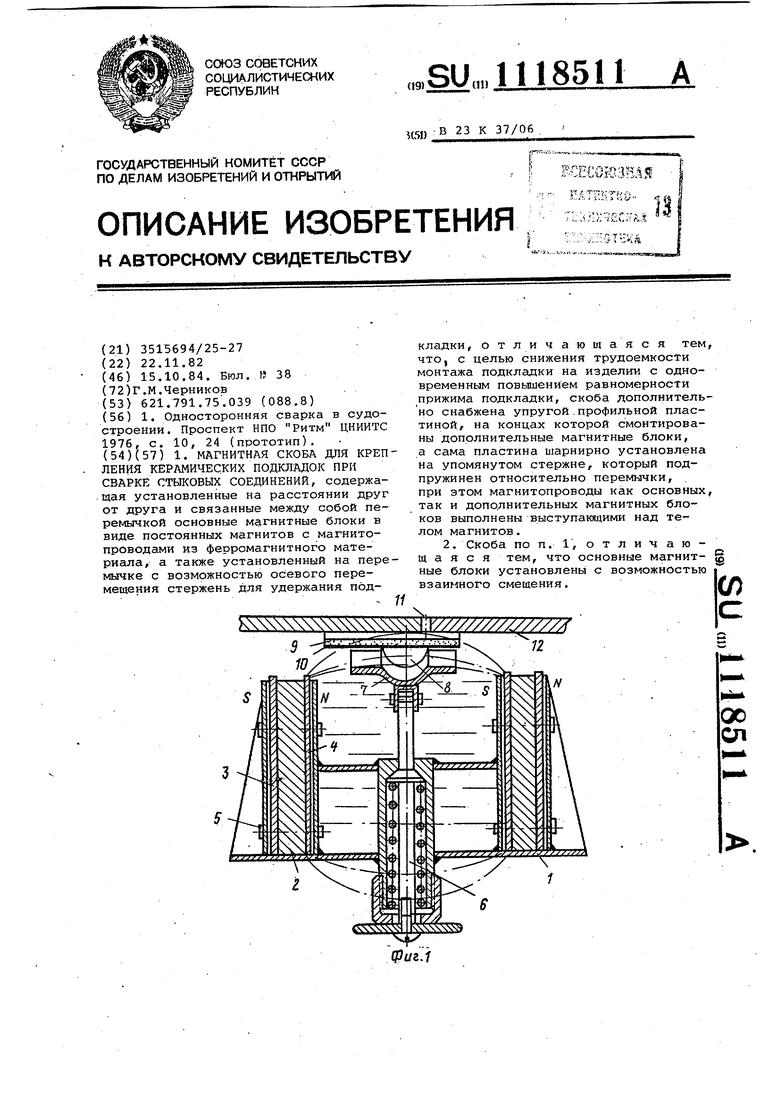
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Односторонняя сварка в судостроении | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
