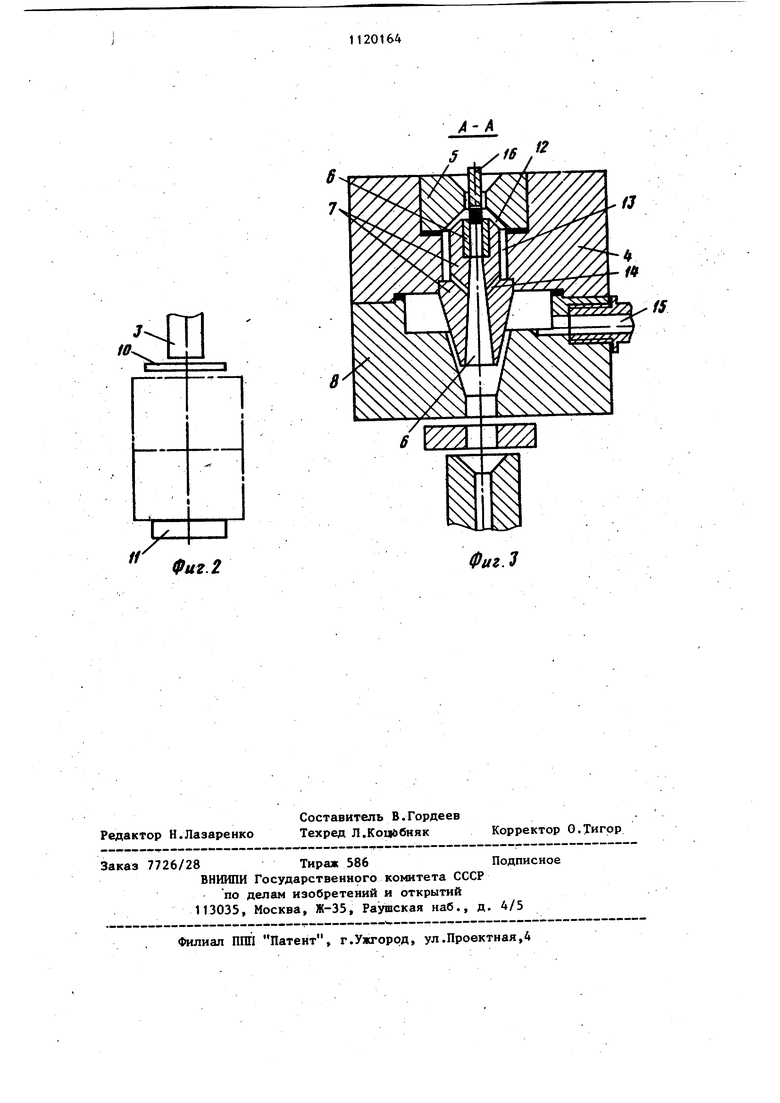
фиг. 1 Изобретение относится к измерител ной технике и может быть использован для контроля и сортировки мелких дет лей. Известно устройство для контроля и сортировки деталей по линейным раз мерам, содержащее корпус, расположен ные в корпусе последовательно вдоль общей оси входное сопло, калибр, выходное сопло и питакядее сопло, охйатьгоающее выходное сопло и образующее с ним эжектор. 6 помощью эжектора контролируемое изделие подсасывается к калибру. Часть изделий проходит ка либр, а часть нет, что обеспечивает сортировку деталей по диаметру поперечного сечения СООднако при диаметре менее 0,5 мм усилие втягивания детали в калибр незначительно, что пpивoдиt к некачес« твенной сортировке деталей. Цель изобретения - повышение надежности контроля и сортировки деталей. Эта цепь достигается тем, что в устройстве дпя контроля и сортировки деталей, содержащем корпус, расположенные в корпусе последовательно вдо общей оси входное сопло, калибр, выходное сопло и питающее сопло, охватывающее выходное сопло и образующее с ним эжектор, полость между входным соплом и калибром сообщена периферийными каналами с эжектором. На фиг, 1 представлено описываемое устройство на позиции выдачи годных деталей; на фиг. 2 - устройство на позиции вьщачи тугих деталей; на фиг. 3 - сечение А-А на фиг.1. Устройство содержит загрузочный лоток 1, ловитель 2 годньрс деталей, ловитель 3 тугих деталей, корпус 4, расположенные в корпусе последовател но вдоль общей оси входное сопло 5, калибр 6, выходное сопло 7, питающее сопло, 8, охватывающее выходное сопло 7 и образующее с ним эжектор, датчики 9 и 10, заслонку 11. Полость 12 между входным соплом 5 и калибром 6 сообщена периферийными каналами 13 и отверстиями 14 в выходном сопле 7 с зоной б разрежения эжектора. Сопло 8 сообщено каналом 15 с источником сжатого воздуха (не показан). Устройство работает следукщим образом. В исходном положении корпус 4 расположен соо.сно загрузочному лотку 1, датчику 9 и ловителю 2 годных деталей. В канал 15 непрерывно подается сжатый воздух, и по загрузочному лотку 1 поступают контролируемые детали 16, представляющие собой жгуты из нескольких проволочек. .При этом в зоне Б создается разрежение, что обеспечивает поступление воздуха в сопло 7 как через калибр 6, так и через периферийные каналы 13 и отверстия 14. Поток воздуха, поступающий в сопло 7, увлекает с собой очередную контролируемую деталь 16 и подсасывает ее к калибру 6. В момент поступления детали на вход калибра на нее действуют две силы, стремящиеся втянуть деталь в калибр: разность давлений на Topi и сила трения о боковую поверхность. Подбором расходов воздуха через питающее сопло 8 и отверстия 14 добиваются необходимого усилия втягивания контролируемой детали в калибр 6. Если деталь 16 годная, то она, пройдя через калибр 6, перемещается к ловителю 2 годных деталей. Датчик 9после ,пролета через него детали 16 дает разрешение на подачу по лотку 1 очередной детали. Если деталь 16 оказалась тугой, то она в отверстие калибра 6 не проходит и остается прижатой потоком воздуха к нему. Датчик 9, не зафиксировав пролет детали 16, дает Команду на перемещение корпуса 4 к ловителю 3 тугих деталей, где заслонка 11 срабатывает, перекрьгаая отверстие сопла 8. Сжатый воздух, подаваемый через канал 15, действуя в обратном направлении, проходит через выходное сопло 7, отверстия 14 и входное сопло 5., выбрасывает тугую деталь 16 через датчик 10в ловитель 3 тугих деталей. Затем по команде датчика 10 заслонка 11 отводится, корпус 4 перемещается к загрузочному лотку 1 и цикл повторяется. Введение периферийной связи полости между входным соплом и калибром с эжектором позволяет увеличить силу, втягивающую контролируемые детали в калибр и, как следствие, повысить надежность контроля и сортировки деталей.
W
/
11
Фиг. 2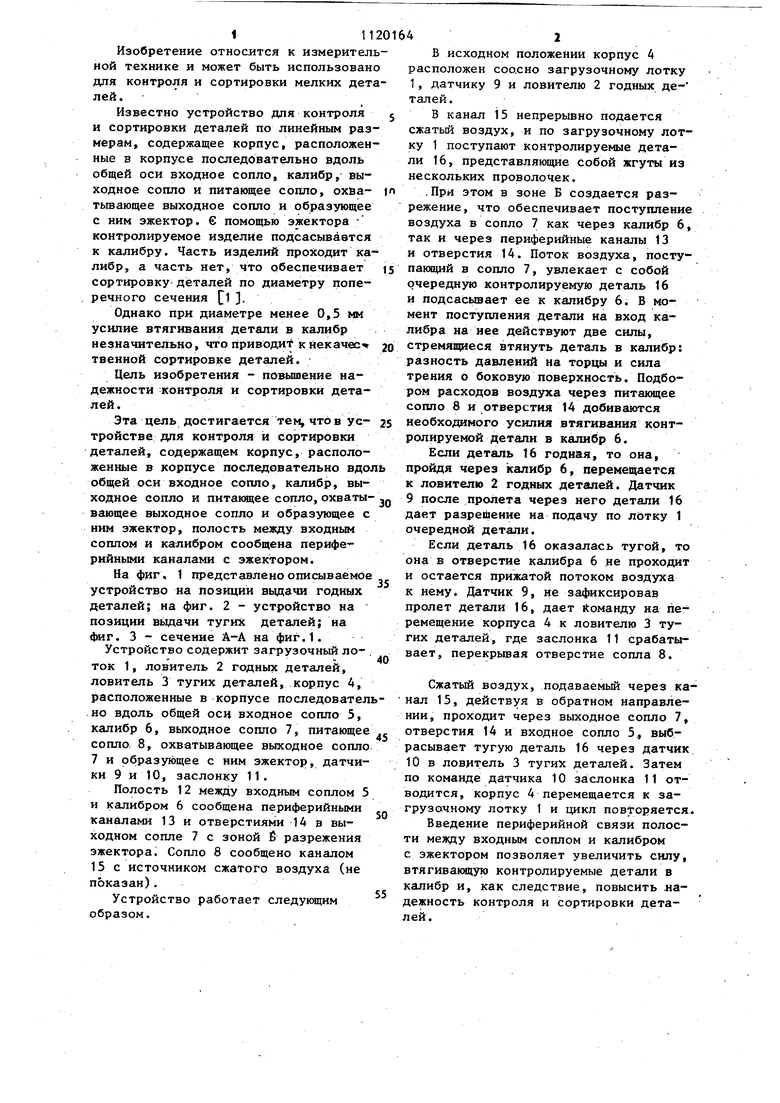
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки деталей по линейным размерам | 1977 |
|
SU655892A1 |
| Устройство для загрузки деталей в кассету | 1985 |
|
SU1294567A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1976 |
|
SU698684A1 |
| Пневматическое устройство для контроля линейных размеров | 1974 |
|
SU502215A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Устройство для сортировки по линейным размерам стержневых изделий ступенчатой формы | 1986 |
|
SU1395388A1 |
| Устройство для контроля и сортировки сопл | 1988 |
|
SU1623799A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| Автомат для контроля деталей | 1984 |
|
SU1235556A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ, содержащее корпус, расположенные в корпусе последовательно вдоль общей оси входное сопло, калибр, выходное сопло и питающее сопло, охватывающее выходное сопло и образующее с ним эжектор, отличающееся тем, что, с целью повышения надежности, полость между входным соплом и калибром сообщена периферийньо4И каналами с эжектором.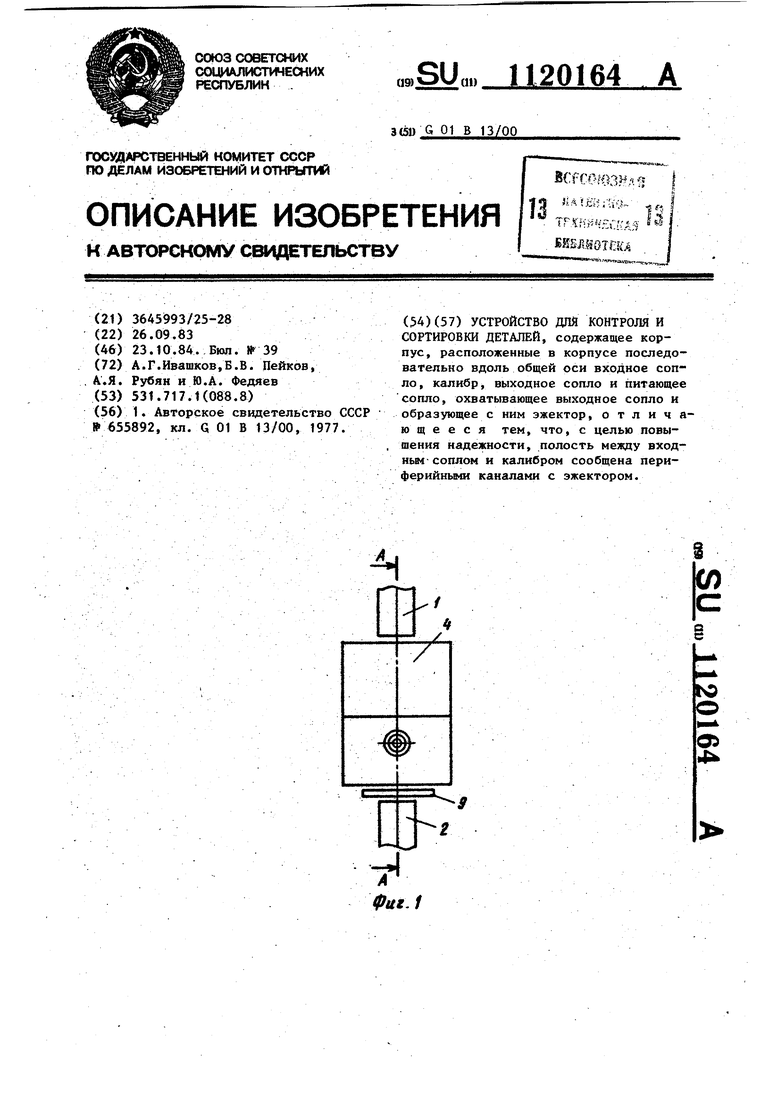
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля и сортировки деталей по линейным размерам | 1977 |
|
SU655892A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
