Изобретение относится к автоматизации технологических процессов в машиностроении.
Цель изобретения - повышение надежности устройства путем обеспечения сортировки деталей.
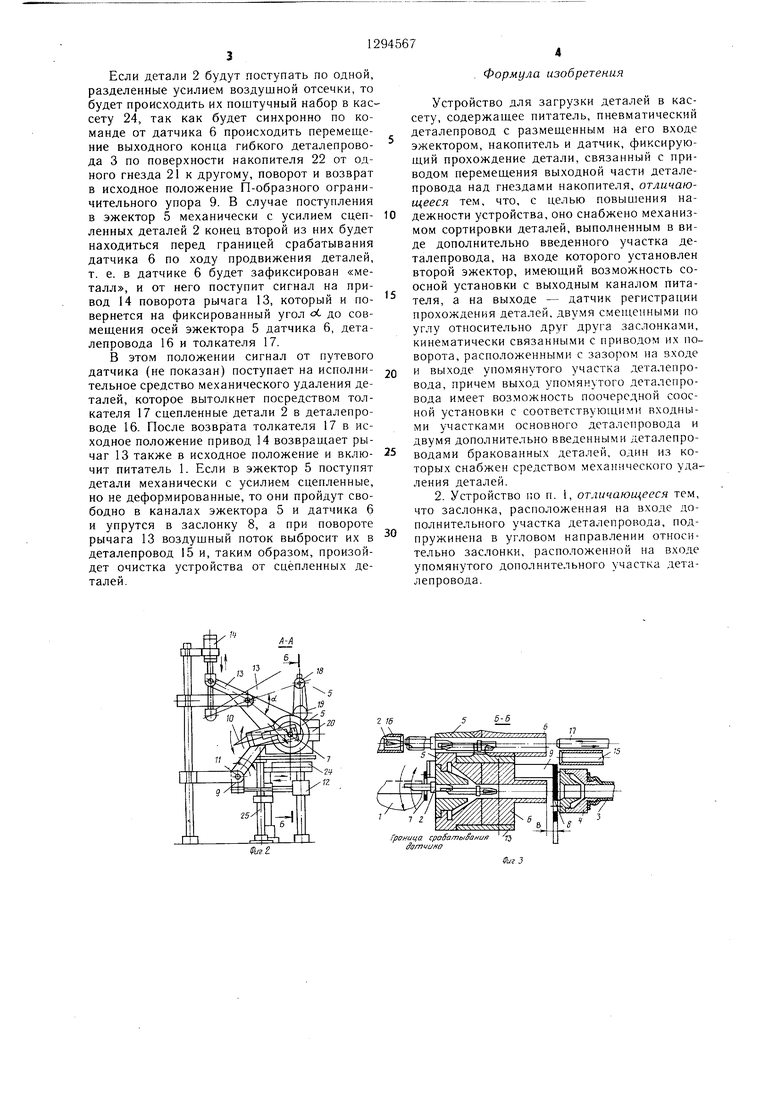
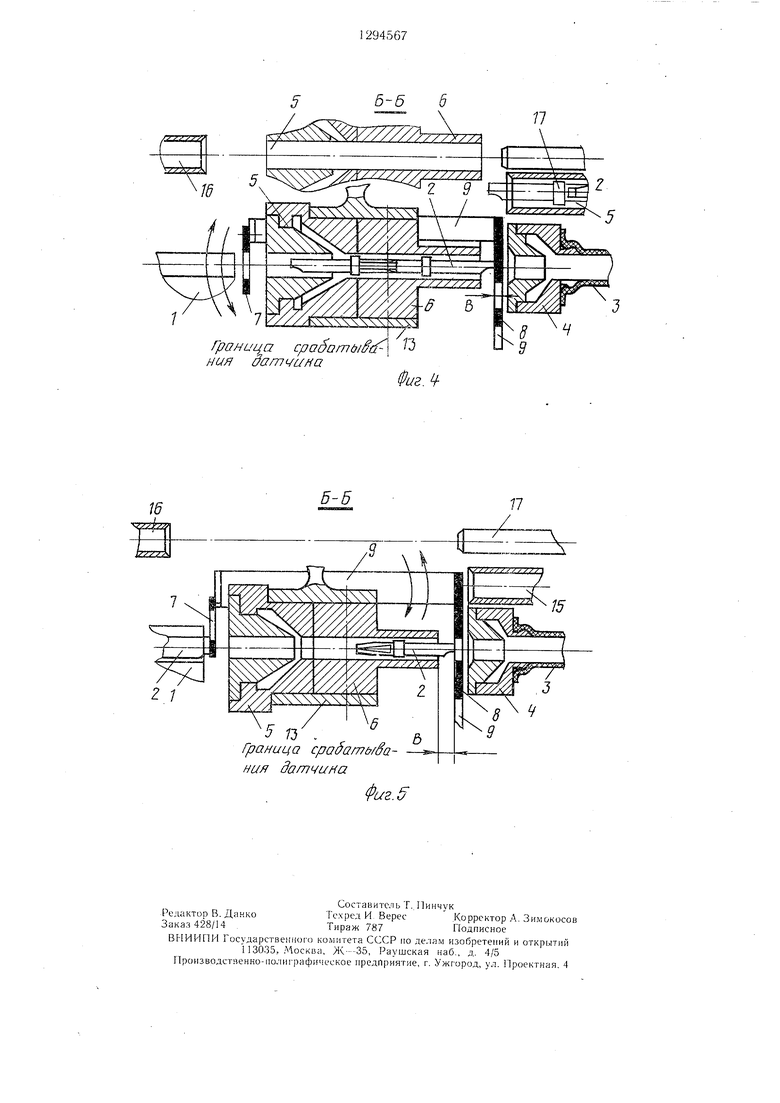
На фиг. 1 изображено предложенное устройство, обш.ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2, для механически сцепленных деталей, которые деформированы и не прохо- дят во входном канале эжектора; на фиг. 4 - то же, для сцепленных деталей, которые не деформированы и проходят во входном канале эжектора; на фиг. 5 - то же, для годных не сцепленных деталей.
Устройство для загрузки деталей в кассе- ту содержит питатель 1, например вибрационного типа, где детали 2 могут ориентироваться в определенном положении. Между питателем 1 и гибким деталепроводом 3 с кольцевым эжектором 4 расположен ме- ханизм сортировки, выполненный в виде дополнительно введенного участка деталепрово да. Он .состоит из дополнительного кольцевого эжектора 5, расположенного на входе указанного деталепровода, а на выходе расположен датчик 6 регистрации прохождения деталей.
На входе и выходе дополнительного участка деталепровода с зазором установлены две заслонки 7 и 8 ограничительного упора 9, связанные между собой в виде П-образной вилки и смеш,енные относитель- но друг друга по углу. Заслонка 7, которая размещена за питателем, установлена с возможностью перемещения относительно упора 9 и подпружинена пружиной 10 в направлении, перпендикулярном оси эжектора и датчика. Это позволяет исключить поломки механизма в том случае, когда к входному отверстию эжектора поступают деформированные детали 2 или «двойники а усилия обратной отсечки недостаточно для их удаления из эжектора. Другая заслонка 8 размещена между эжектором 4, связанным с деталепроводом 3 и датчиком 6 с зазором В относительно него и на расстоянии от границы срабатывания датчика 6, превышающим длину детали 2. Зазор В предназначен для выхода воздуха. Ограничительный упор 9 установлен с возможностью качания на оси 11 посредством привода 12.
Дополнительно введенный участок деталепровода посредством рычага-13 и привода 14 имеет возможность качания в плоскости, перпендикулярной -направлению перемещения деталей, до соосной установки с соответствующими входными участками основного деталепровода 3 и двумя дополнительными деталепроводами 15 и 16 бракованных деталей.
Причем деталепровод 15 предназначен для сцепления недеформированных деталей которые поступают сюда под действием эжек
0 5
5
0
тора 7, а деталепровод 16 - для сцепленных деформированных деталей, которые поступают под действием механического средства удаления деталей, состоящего из толкателя 17, установленного на штоке 18 силового цилиндра 19, связанного с механизмом 20 и приводом 12 ограничительного упора 9.
Механизм 20, например шаговый двигатель или электромагнит с приводом, расположен на выходной части гибкого деталепровода 3 для его перемещения над гнездами 21 накопителя 22. Под накопителем 22 установлена заслонка 23. Кассета 24 установлена на подъемно-опускном столе 25. Механизм 20 синхронно связан с приводом 12.
Устройство работает следующим образом.
Включают питатель 1, к эжектору 5 подводят сжатый воздух и детали 2 из питателя 1 поступают к входному отверстию эжектора 5. Выходной конец гибкого деталепровода 3 находится над одним из гнезд 21 накопителя 22. Деталь 2, поступившая по лотку питателя 1 к входному отверстию эжектора 5, втягивается в него в результате возникновения давления ниже атмосферного. В исходном положении ось подающего лотка питателя 1 и ось эжектора 5 с датчиком 6 совпадают. Так как ограничительный П-образный упор 9 находится в таком положении, при котором его заслонка 8 закрывает выходное отверстие датчика 6, заслонка 7 открывает входное отверстие эжектора 5, то вследствие вакуума на входе в эжектор 5 детали всасываются в него.
Если к эжектору 5 поступают детали, которые разрываются усилием отсечки, то они, проходя границу срабатывания датчика 6, фиксируются как прошедщие через него детали. В это время по команде от датчика 6 начинает работать привод 20 перемещения выходного конца гибкого деталепровода 3 и связанный с ним синхроэлектрически или механически привод 12 ограничительного П- образного упора 9. Так как в начальный момент перемещения выходного конца деталепровода 3 деталь 2 находится на заслонке 8, то она будет перекрывать зазор В и блокировать входное отверстие эжектора 5.
При дальнейщем перемещении выходного конца гибкого деталепровода 3 по поверхности накопителя 22 произойдет проворот ограничительного упора 9 на оси 11 и откроется выходное отверстие датчика 6, а заслонка 7 блокирует при этом входное отверстие эжектора 5.
Деталь 2 поступит через эжектор 4 и гибкий деталепровод 3 в накопитель 22. В процессе перемещения выходного конца гибкого деталепровода 3 по поверхности накопителя 22 от одного гнезда 21 к другому П-образный ограничительный упор 9 с заслонками 7 и 8 вернется в исходное положение, что позволит следующую деталь подавать посредством эжектора 5 в датчик 6.
Если детали 2 будут поступать по одной, разделенные усилием воздушной отсечки, то будет происходить их поштучный набор в кассету 24, так как будет синхронно по команде от датчика 6 происходить перемещение выходного конца гибкого деталепрово- да 3 по поверхности накопителя 22 от одного гнезда 21 к другому, поворот и возврат в исходное положение П-образного ограничительного упора 9. В случае поступления в эжектор 5 механически с усилием сцеп- ленных деталей 2 конец второй из них будет находиться перед границей срабатывания датчика б по ходу продвижения деталей, т. е. в датчике 6 будет зафиксирован «металл, и от него поступит сигнал на привод 14 поворота рычага 13, который и повернется на фиксированный угол сС до совмещения осей эжектора 5 датчика 6, дета- лепровода 16 и толкателя 17.
В этом положении сигнал от путевого датчика (не показан) поступает на исполни- тельное средство механического удаления деталей, которое вытолкнет посредством толкателя 17 сцепленные детали 2 в деталепро- воде 16. После возврата толкателя 17 в исходное положение привод 14 возвращает рычаг 13 также в исходное положение и вклю- чит питатель 1. Если в эжектор 5 поступят детали механически с усилием сцепленные, но не деформированные, то они пройдут свободно в каналах эжектора 5 и датчика 6 и упрутся в заслонку 8, а при повороте рычага 13 воздущный поток выбросит их в деталепровод 15 и, таким образом, произойдет очистка устройства от сцепленных деталей.
5
0
. Формула изобретения
Устройство для загрузки деталей в кассету, содержащее питатель, пневматический деталепровод с размещенным на его входе эжектором, накопитель и датчик, фиксирующий прохождение детали, связанный с приводом перемещения выходной части детале- провода над гнездами накопителя, отличающееся тем, что, с целью повышения надежности устройства, оно снабжено механизмом сортировки деталей, выполненным в виде дополнительно введенного участка де- талепровода, на входе которого установлен второй эжектор, имеющий возможность со- осной установки с выходным каналом питателя, а на выходе - датчик регистрации прохождения деталей, двумя смещенными по углу относительно друг друга заслонками, кинематически связанными с приводом их поворота, расположенными с зазором на входе и выходе упомянутого участка деталепро- вода, причем выход упомянутого деталспро- вода имеет возможность поочередной соос- ной установки с соответствую цими входными участками основного деталепровода и двумя дополнительно введенными деталепро- водами бракованных деталей, один из которых снабжен средством механического удаления деталей.
2. Устройство по п. 1, отличающееся тем, что заслонка, расположенная на входе дополнительного участка деталепровода, подпружинена в угловом направлении относительно заслонки, расположенной на входе упомянутого дополнительного участка деталепровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1986 |
|
SU1445910A1 |
| Устройство для загрузки деталей в кассету | 1978 |
|
SU768600A1 |
| Устройство для загрузки деталей в кассету | 1977 |
|
SU671989A1 |
| Устройство для загрузки деталейВ КАССЕТу | 1978 |
|
SU831520A2 |
| Автомат для сборки | 1985 |
|
SU1329922A1 |
| Устройство для поштучной загрузки деталей | 1979 |
|
SU831521A1 |
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
Изобретение касается автоматизации технологических процессов в машиностроении и позволяет повысить надежность устройства путем установки механизма сортировки деталей между питателем 1 и дета- лепроводом 3, выполненного в виде дополнительно введенного участка деталепровода (ДУД), состоящего из эжектора 5 и датчика 6 контроля пролета деталей. На входе и выходе ДУД установлены заслонки 7 и 8 ограничительного упора 9, связанные между собой. ДУД имеет возможность качения до соосной установки с соответствующими входными участками основного деталепровода 3 и двумя 15 и 16 деталепрово- дами бракованных деталей. Если в ДУД попадают бракованные детали, то после распознавания датчик подает сигнал на привод 14 поворота ДУД, после чего происходит освобождение последнего от бракованных деталей, либо самопроизвольно в деталепровод 15, либо толкателем 17 средства механического удаления деталей, i з. п. ф-лы, 5 и:1. воздух (Л Воздухgffjff, И /« tt to со 4 сл О5 фш.1
Й/г2
Z №
б-В
Граница срабатываний
t OfTTJ ffff
5б б
Грант а cpaSQmd/fffi 3 HUfl oo/77L i/Ha
ФигЛ
5-6
г 7
Граница cpa amdfSa- -s ния дотчина
Фиг.
| Устройство для загрузки деталей в кассету | 1977 |
|
SU671989A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
