(Л
с
со со
О1
со
оо
00
ljDUZ,-f
Изобретение относится к области контрольно-измерительной техники и может быть использовано для сортировки но линейным размерам стержневых изделий ступенчатой формы.Целью изобретения является расширение функциональных возможностей устройства и повышение производительности сортировки путем обеспечения выгрузки бракованных изделий из кассеты.
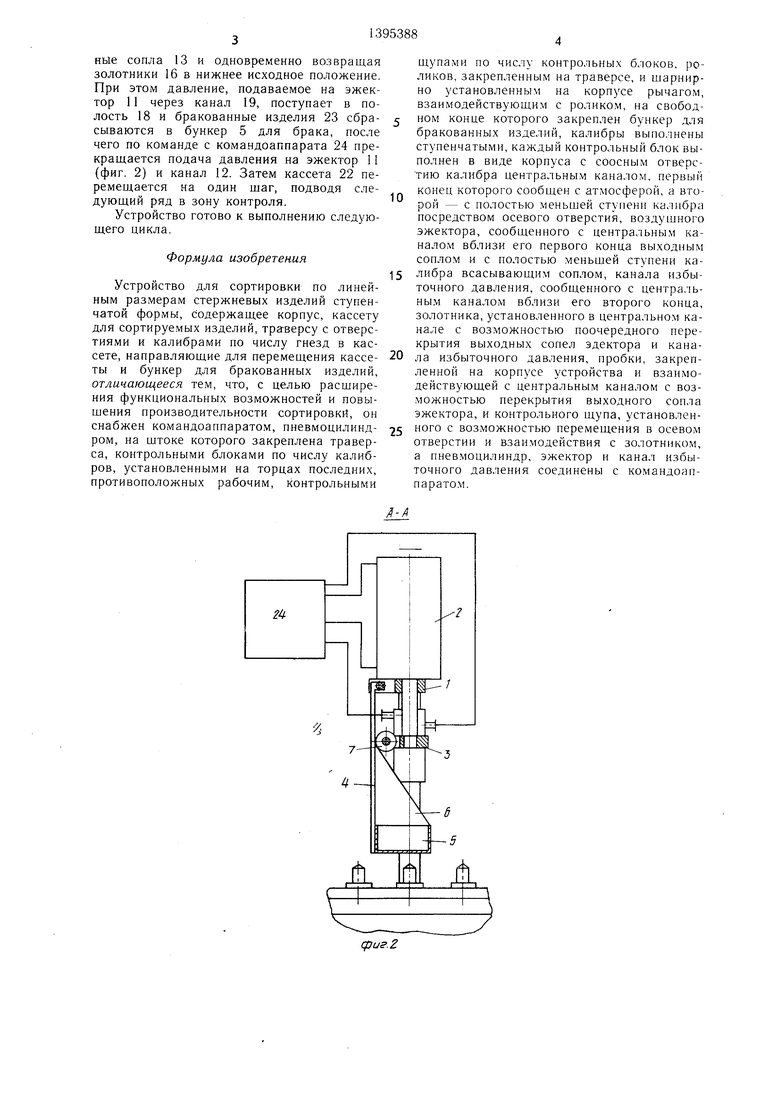
На фиг. 1 изображено устройство для сортировки по линейным размерам стерж- цевых изделий ступенчатой формы; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - контрольный инструмент при крайнем ниж- йем положении траверсы; на фиг. 4 - fo же, с годными изделиями; на фиг. 5 - fo же, с годными изделиями при подаче Избыточного давления; на фиг. б - то же, ({: бракованными изделиями; на фиг. 7 - fo же, при крайнем верхнем положении траверсы.
I Устройство содержит корпус i, на котором установлен пневмоцилиндр 2 с закрепленной на его штоке траверсой 3, а также одноплечий рычаг 4 с закрепленным в нижней его части бункером 5 для брака и кулачком 6, установленным с возможностью взаимодействия с закрепленным на fpaBepce 3 роликом 7.
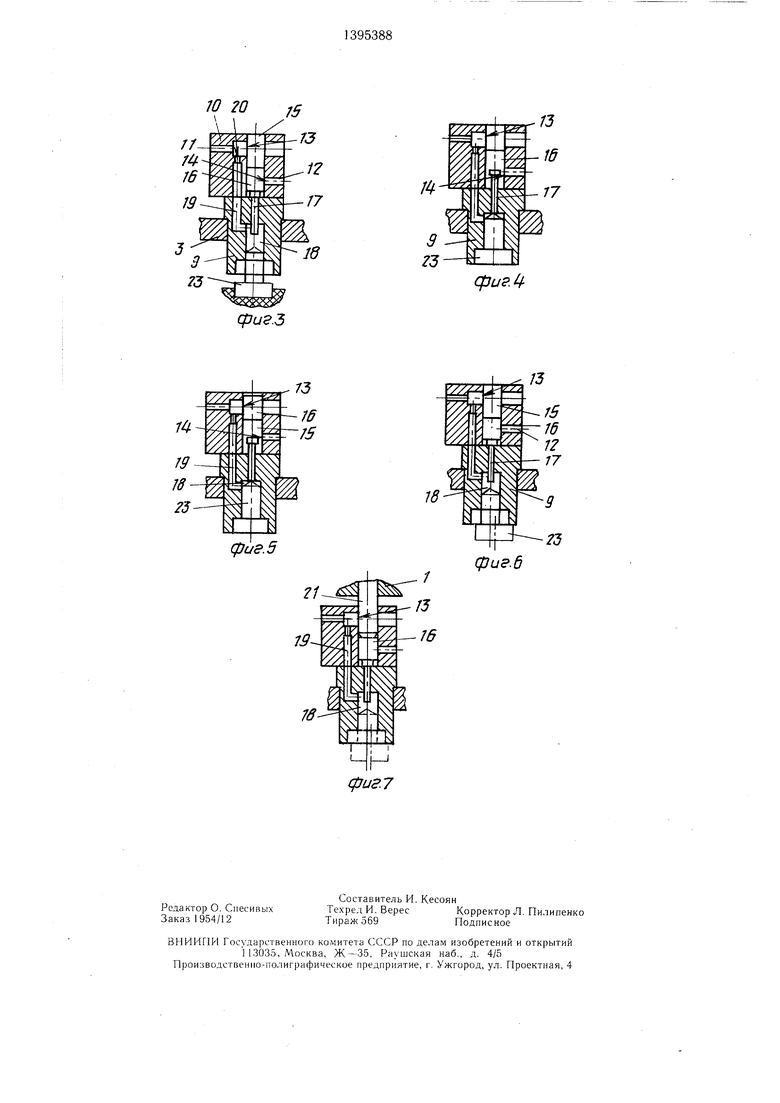
i Контрольный инструмент 8 установлен в Отверстиях траверсы 3 и состоит из двухступенчатого калибра 9 для контроля соосности, на верхнем торце которого закреплен контрольный блок 10, выполненный в виде воздушного эжектора 11 и какала 12 избыточного давления, выходные сопла 13 и 14 которых расположены в тенке канала 15, выполненного в корпусе контрольного блока 10. В канале 15 расположен золотник 16 с возможностью поочередного перекрытия выходных сопел 13 и 14 И взаимодействия с контрольным цупом 17, размепденным в отверстии между верхним торцом и полостью 18 меньшей ступени калибра 9. Полость 18 соединена каналом 19 со всасывающим соплом 20 эжектора 11. В корпусе 1 установлены пробки 21 (фиг. 1) с возможностью захода в крайнем верхнем положении траверсы 3 в каналы 15 и перекрытия сопел 13 (фиг. 7).
Кассета 22 с контролируемыми изделиями 23 расположена таким образом, чтобы оси калибров 9 и контролируемых изделий 23 совпадали.
Управление устройством осуществляется командоаппаратом 24.
Устройство для сортировки по линейным размерам стержневых изделий ступенчатой формы работает следующим образом.
В исходно.м положении траверса 3 поднята, бункер 5 для брака подведен под контрольный калибр 9 (фиг. 2). Кассета 22 с контролируемыми изделиями 23 расположена на позиции контроля. Давление на
.5
5
i
0
0
5
0
5
5
0
входах в эжектор 11 и канал 12 отсутствует.
По команде с командоаппарата 24 шток пневмоцилиндра 2 опускается вместе с траверсой 3. При этом ролик 7, взаимодействуя с кулачком 6, отводит закрепленный на рычаге 4 бункер 5 для брака из зоны контроля. При опускании траверсы 3 в крайнее нижнее положение контролируемые изделия 23 меньшим диаметром заходят в отверстие меньшего диаметра калибра 9 (фиг. 3). Больший диаметр контролируемого изделия 23 при этом расположен ниже торца калибра 9.
Затем с командоаппарата 24 подается давление на эжектор 11, в результате чего в полости 18 создается разрежение и контролируемое изделие 23 захватывается калибром 9.
Если соосность контролируемого изделия 23 (фиг. 4) не выходит за пределы допуска, то его больший диаметр также входит в большую ступень калибра 9. При этом контролируемое изделие поднимает контрольный шуп 17, а тот в свою очередь поднимает золотник 16 до положения, при котором открывается выходное сопло 14 канала 12 избыточного давления, а выходное сопло 13 эжектора 11 не закрывается.
Затем с командоаппарата 24 подается давление в канал 12 (фиг. 5) избыточного давления и проникает через сопло 14 в канал 15 под золотник 16, в результате чего золотник поднимается, перекрывая входное сопло 13 эжектора 11. Давление, подаваемое на вход эжектора, через каийл 19 попадает в полость 18, и контролируемое изделие 23 сбрасывается обратно в гнездо кассеты. Золотник 16 остается в верхнем положении, перекрывая сопло 13 за счет силового воздействия давления на нижний торец золотника.
Если соосность контролируемого изделия 23 выходит за пределы допуска, то его больший диаметр не входит в большую ступень калибра 9. Контролируемое изделие не поднимает контрольный ш,уп 17, а тот не поднимает золотник 16, в результате чего последний остается в нижнем положении, перекрывая выход канала 12 избыточного давления в канал 15. Поэтому при подаче с командоаппарата 24 в канал 12 избыточного давления золотник 16 не поднимается и не перекрывает выходное сопло 13 эжектора 11, в результате чего в полости 18 продолжает оставаться разрежение.
После захвата бракованных и сброса в кассету 22 годных изделий контрольный инструмент 8 вместе с траверсой 3 по команде с командоаппарата 24 поднимается. При этом бункер 5 для брака подводится под контрольный инструмент 8. В крайнем верхнем положении траверсы 3 пробки 21 заходят в каналы 15, перекрывая выходные сопла 13 и одновременно возвращая золотники 16 в нижнее исходное положение. При этом давление, подаваемое на эжектор 11 через канал 19, поступает в полость 18 и бракованные изделия 23 сбра- сываются в бункер 5 для брака, после чего по команде с командоаппарата 24 прекращается подача давления на эжектор 11 (фиг. 2) и канал 12. Затем кассета 22 перемещается на один щаг, подводя следующий ряд в зону контроля.
Устройство готово к выполнению следующего цикла.
Формула изобретения
Устройство для сортировки по линейным размерам стержневых изделий ступенчатой формы, содержащее корпус, кассету для сортируемых изделий, траверсу с отверстиями и калибрами по числу гнезд в кассете, направляющие для перемещения кассе- ты и бункер для бракованных изделий, отличающееся тем, что, с целью расширения функциональных возможностей и повы- щения производительности сортировки, он снабжен командоаппаратом, пневмоцилинд- ром, на штоке которого закреплена траверса, контрольными блоками по числу калибров, установленными на торцах последних, противоположных рабочим, контрольными
5
0 5
щупами по числу контрольных блоков, роликов, закрепленным на траверсе, и шарнир- но установленным на корпусе рычагом, взаимодействующим с роликом, на свободном конце которого закреплен бункер для бракованных изделий, калибры выполнены ступенчатыми, каждый контрольный блок выполнен в виде корпуса с соосным отверстию калибра центральным каналом, первый конец которого сообщен с атмосферой, а второй - с полостью .меньшей ступени калибра посредством осевого отверстия, воздушного эжектора, сообщенного с центральным каналом вблизи его первого конца выходным соплом и с полостью меньщей ступени калибра всасывающим соплом, канала избыточного давления, сообщенного с центральным каналом вблизи его второго конца, золотника,установленного в центральном канале с возможностью поочередного перекрытия выходных сопел эдектора и канала избыточного давления, пробки, закрепленной на корпусе устройства и взаимодействующей с центральным каналом с возможностью перекрытия выходного сопла эжектора, и контрольного щупа, установленного с возможностью перемещения в осевом отверстии и взаи.модействия с золотником, а пневмоцилиндр, эжектор и канал избыточного давления соединены с командоаппаратом.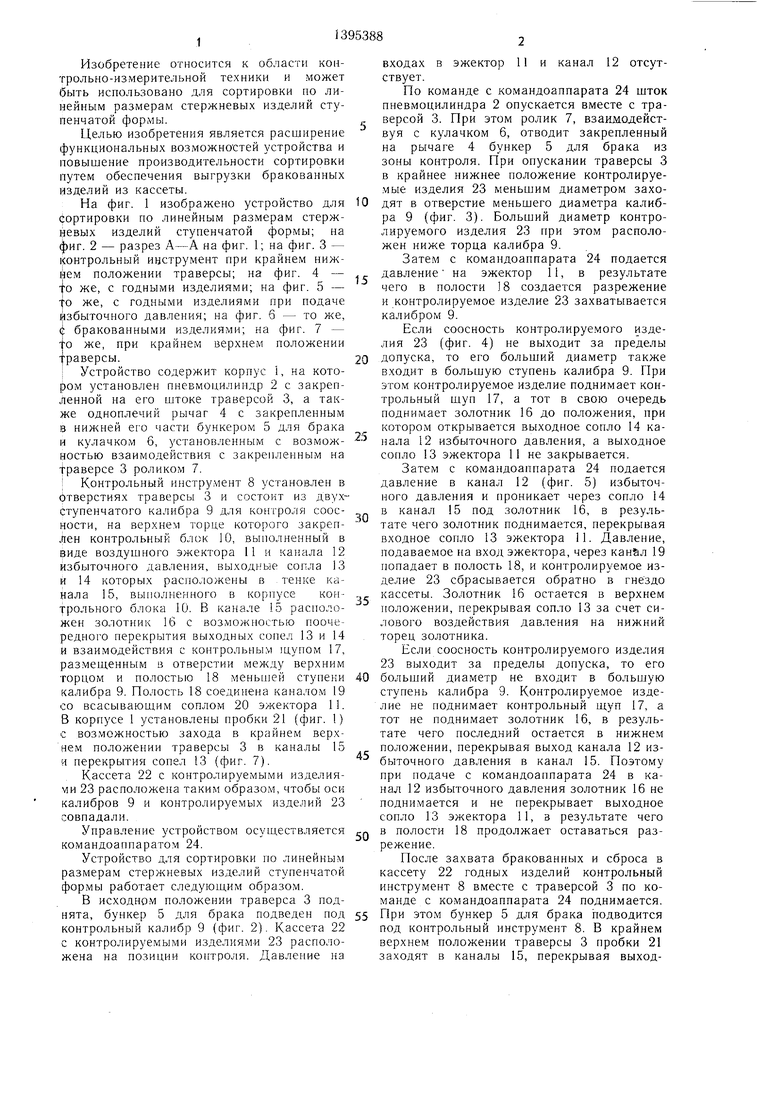
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки стержневых изделий ступенчатой формы | 1987 |
|
SU1480897A1 |
| Устройство для контроля линейных размеров изделий в кассетах | 1985 |
|
SU1296360A1 |
| Устройство для контроля и сортировки деталей | 1983 |
|
SU1120164A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| УСТРОЙСТВО ДЛЯ КЛИМАТИЧЕСКИХ ИСПЫТАНИЙ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1991 |
|
RU2042295C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2024335C1 |
| Автомат контроля параметров тормозной втулки дорожного велосипеда | 1989 |
|
SU1652837A1 |
| Пневматическое устройство для контроля внутреннего диаметра кольца | 1983 |
|
SU1096495A1 |
| СПОСОБ КОНТРОЛЯ БАНКНОТ | 1970 |
|
SU284468A1 |
Изобретение относится к области контрольно-измерительной техники и может использоваться для сортировки по линейным размерам стержневых изделий ступенчатой формы. Цель изобретения - расширение функциональных возможностей и повышение производительности сортировки за счет обеспечения изъятия бракованных изделий из кассеты. Для этого траверса 3 опускается вместе с калибрами. Контролируемые изделия 23 при этом частично входят в калибры. После подачи давления на вход эжектора в полости калибра создается разрежение, в результате чего контролируемые изделия захватываются, при этом годные изделия взаимодействуют с контрольным ш,упом и золотником, а бракованные не взаимодействуют. При подаче давления в канал годные изделия сбрасываются обратно в кассету, а бракованные остаются в калибре. После подъема траверсы 3 бракованные изделия сбрасываются в специальный лоток для брака. 7 ил. с со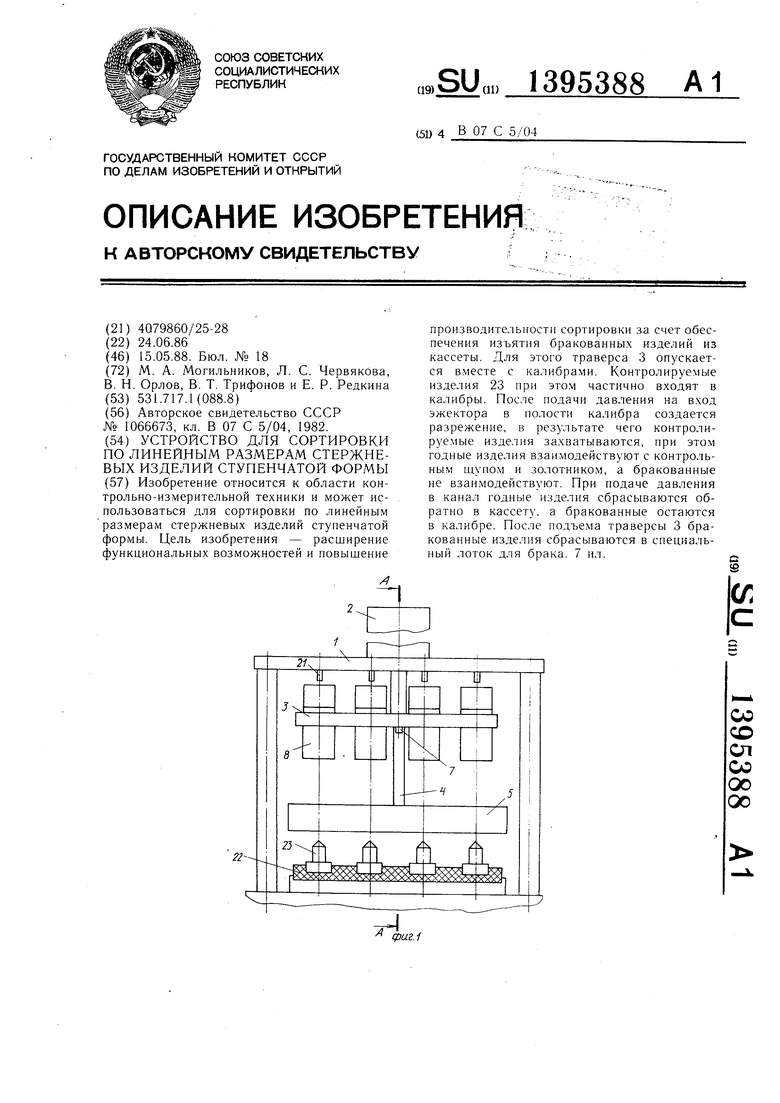
Ю 20
//
сриЭ.З
73
23
фае. 5
21
фие.6
| Устройство для сортировки стержневых деталей ступенчатой формы | 1982 |
|
SU1066673A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
