I
Изобретение относится к производству штепсельных разъемов, а именно к контролю и сортировке гнезд штепсельных разъемов.
Известен автомат для контроля и сортировки деталей по внутреннему диаметру, например, заготовок колец подшипников качения, содержащий вращающийся от привода стоп, расположенные по его окружности измерительные устройства, снабженные шпинделями, несущими калибр - пробку, и сортировочное устройство для отделения годных деталей от бракованных. Шпиндели измерительных устройств под действием копира вводят в измеряемую деталь и выводят из нее калибры - пробки. В зависимости от полного или частичного прохождения калибром отверстия подшипника последние сортируются на годные и бракованные 1.1 .
Недостатком известной конструкции является невозможность контролирования разрезных полых цилиндрических деталей,, например, гнезд щтепсчльных разъемов.
так как необходимо измерение усилия расчленения гнезда и калибра.
Наиболее близким по технической сущности и достигаемому результату является автомат для сортировки гнезд штепсельных разъемов, содержащий смонтированные на станине поворотный стол, загрузочное устройство, приемники для слабых, тугих и годных, гнезд, контрольные устройства со штырями - калибрами и доработочные устройства. Контрольные устройства расположены на вращающемся сепараторе, который установлен соосно с поворотным столом. Штыри - калибры контрольных устройств соединены с грузами, величина которых соответствует заданному усилию расчленения гнезда со штырем.
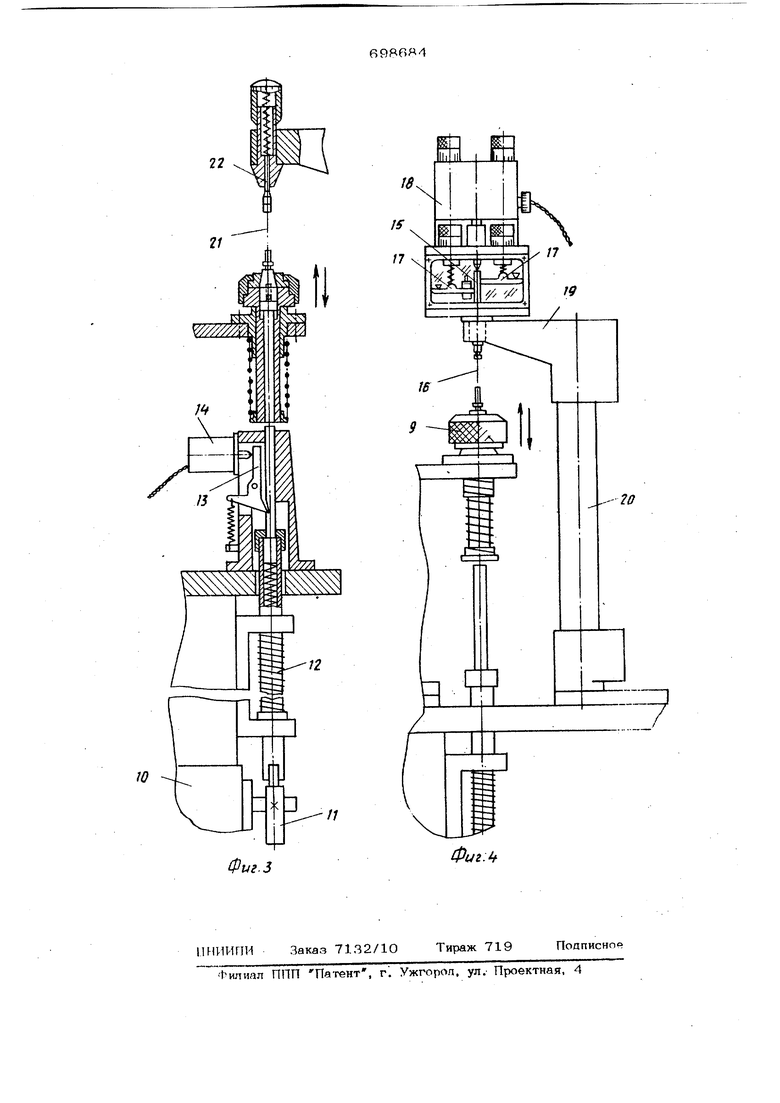
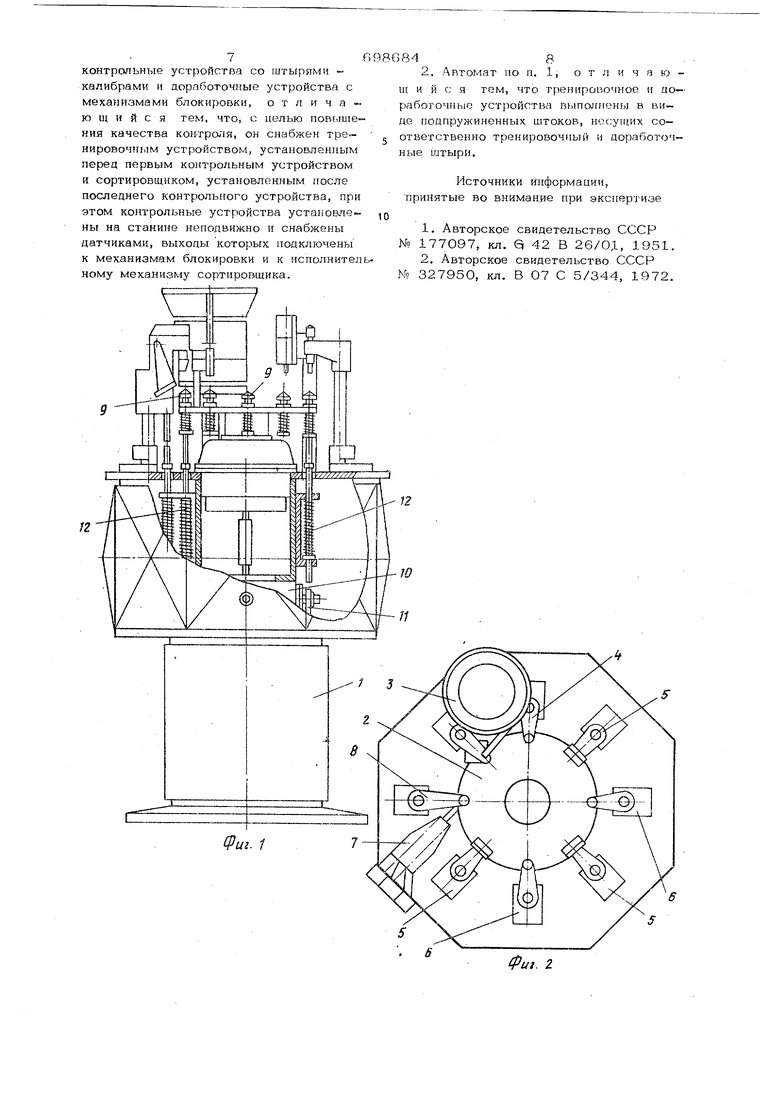
Сортировка гнезд происходит следующим образом. После обжатия до усилия расчленения, равного или незначительно превышающего заданное, гнезда под действием копира сочленяются со штырямикалибрами, связа;1ными с грузами, величина которых незначительно превышает нижний предел заданного усилия расчленения. Груз воздействует на штырь калибр и пытается расчленить его с гнездом. Если величина усилия расчленения обжатого гнезда окажется меньше ниж него предела заданного, то груз расчленит штырь « калибр с гнездом и последнее поступает в приемник для слабых гнезд. Если же под действием этого груза расчленения не происходит, то к шты- рю - калибру автоматически добавляется дополнительный груз. Суммарная величина обоих грузов соответствует верхнему пределу заданного усилия расчленения. Годное гнездо под действием суммы грузов расчленяется со штырем и поступает Э приемник для годных гнезд. Таким образом производят контроль усилия расчленения и сортировку гнезд. Если же под действием суммы грузов не происхо- дит расчленения, то гнездо дополнительйо прокатывают на доработочных устройствах, в результате чего уменьшают усилие расчленения до заданного. После про катки производят измерение усилия расчл нения аналогично вышеописанному з. Недостатком известного автомата является низкое качество контроля, а соот- ветственно и сортировки гнезд. Этот недостаток возникает по следующим причинам. Во-первых, -в известном автомате кон роль осуществляется одноразовый и не . посредственно после гальванической ofeработки гнезда. Сочленяемая поверхность гнезда не приработана и усилие расчленения, определяемое после разового со членения, не всегда соответствует задан ному. Уже после нескольких сочленений коэффициент трения пары гнездо - штырь изменяется в результате приработки сочленяемой поверхности и не соответствуе первоначальному коэффициенту трения. Вонвторых, доработка тугих гнезд «утем прокатки производится в момент, когда гнездо сочленено со штырем - калибром, и, таким образом, сам штырь - калибр подвергается деформации. Целью изобретения является повышение качества контроля. Поставленная цель достигается тем, что автомат для контроля и сортировки гнезд штепсельных разъемов; содержащий смонтированные на станине поворотный стол, загрузочное устройство, приемники для слабых, тугих и годных гнезд, контрольные устройства со штырями - калибрами и доработочные устройства с механизмами блокировки, снабжен тренировочным устройством, устагювленным перед первым контрольным устройством, и сортировщиком, установленным после последнего контрольного устройства, при этом контрольною устройства установлены на станине неподвижно и снабжены датчиками, выходы которых подключены к механизмам блокировки и к исполнительному механизму сортировщика. Тренировочное и доработочные устройства выполнены в виде подпружиненных штоков, несущих, соответственно, тренировочный и доработочные щтыри. Такое конструктивное выполнение автомата для контроля и сортировки гнезд штепсельных разъемов позволяет предварительно перед контролем приработать контактную поверхность гнезда и осуществить дублирующий контроль гнезда несколькими контрольными устройствами, что повышает качество контроля и сортировки гнезд. На фиг. 1 изображен оёщий вид авто- . мата; на фиг, 2 - то же, вид сверху; на фиг. 3 - разрез по позиции доработки; на фиг. 4 - раЬрез по позиции контроля. Автомат состоит из станины 1, на которой установлен поворотный позицион.ный стол 2. На станине, вдоль поворотного стола последовательно установлены загрузочное устройство 3, тренировочное устройство 4, контрольные устройства 5, между которыми установлены доработочные устройства 6. После последнего контрольного устройства установлен сортировщик 7 и механизм сброса 8. На каждой позиции поворотного стола установлены транспортные приспособления 9, подвижные в осевом направлении. Транспортные приспособления снабжены самозаклинивающимися цангами. Привод 10 сообщает транспортным приспособлениям вертикальное перемещение при помощи кулачков 11 и толкателей 12. На позициях доработки гнезд установлены механизмы блокировки, выполненные в виде подпружиненных рычагов 13, управляемых электромагнитами 14. Контрольное устройство состоит из силопередающего штока 15, несущего штырь - калибр 16, упругих элементов 17 и двухпредельного электроконтактного датчика 18. Контрольные устройства установлены неподвижно на станине при помощи кронштейнов 19 и стоек 20. Доработочные и тренировочные устройства по конструкции одинаковы и отличаются только диаметрами штырей 21, установленных на подпружиненных штоках 22. Тренировочное и доработочные устройства установлены на станине 1 при прмощи кронштейнов и стоек, аналогичных позициям 19 и 20, Автомат работает следующим образом. Привод 10 сообщает поворотному столу 2 прерывистое движение, осуществляя поворот стола от позиции к позиции. На позиции загрузки загрузочное устройство 3 выдает по одному гнезду в транспортные приспособления 9 с самозаклинивающимися цангами; При дальнейщем повороте стола 2 закрепленное в приспособлении 9 гнездо поступает на позицию тренировки. На позиции тренировки стол останавливается и под действием кулачка 11 и толкателя 12 приспособление 9 получает вертикальное возвратно-поступательной перемещение. При подъеме при.способления 9 гнездо надевается на тренировочный штырь 21 и Совершает в сочлененном положении несколько возвратно-поступательных движений. При этом контактная поверхность гнезда прирабатывается и уплотняется. Таким образом происходит тренировка гнезда. Дальше тренированное гнездо в приспособлении 9 поступает на позицию контроля. На позиции контроля приспособление 9, поднимаясь, надевает гнездо на штырь - калибр 16 контрольного устройства 5. При опускании приспособления 9 происходит контроль гнезда. Контроль гнезда осущес вляется путем сравнения действительного усилия расчленения гнезда с контрольным усилием расчленения, которое задается нижним и верхним пределами. Один из упругих элементов 17 контрольного устройства 5 настроен на нижний предел, а другой - на верхний предел зада-нного ус лия расчленения. Состояние гнезда во вре мя контроля фиксирует датчик 1 В, кото- рый выдает соответствующие сигналы. Если на первом контрольном устройстве гнездо окажется годным, то, независимо от этого, оно поступает на вторую и третью контрольные позиции, где контроль гнезда повторяется. При этом на по зициях доработки механизмы блокировки по сигналам датчика 18 блокируют толка тели 12 и доработки гнезда не происходит. Если датчик 18 последнего контроль ного устройства покажет, что гнездо годное, то по его команде сортировщик 7 сбросит гнездо в приемник для годных гнезд. Если гнездо на контроль поступает слабое, то сигнал слабого состояния гнезда передается датчиком 18 на электромагнитные заслонки сортировщика 7 и гнездо будет сброшено в приемник для слабых гнезд. Причем на сигнал о слабом состоянии гнезда одного контрольного устройства не влияют сигналы других контрольных устройств даже если они говорят о годном или тугом состоянии гнезда, и сортировщик сбрасывает гнездо именно по сигналу о слабом состоянии. Если после первого контроля гнездо окажется тугим, то сигнал тугого состояния передается датчиком 18 на механизм блокировки и отключает его. Механизм блокировки расположен на позиции доработки тугих гнезд, которая следует за позицией контроля. При подходе тугого гнезда на позицию доработки происходит доработка последнего доработочным штырем 21. Диаметр доработочного штыря 21 несколько больше диаметра штыря- . калибра 16 контрольного устройства. После доработки, которая заключается в разжатии лепестков гнезда, гнездо поступает на следующую позицию контроля. Контроль после доработки аналогичен контролю после тренировки. Если на вторичном контроле гнездо окажется тугим, то по сигналу датчика 18 оно поступает на вторичную доработку. Диаметр доработочного штыря на втором доработочном устройстве несколько больше диаметра штыря на первом доработочном устройстве. После вторичной доработки гнездо опять попадает на контроль. Если после последнего контроля гнездо окажется годным, то сортировщик сбрасывает его в приемник для годных гнезд, если тугим то в приемник для тугих гнезд. Причем, если после псзследнего контроля гнездо окажется тугим, то оно будет сбрсмцено в приемник для тугих гнезд, даже если после первого и второго контроля датчики указывали на годное состояние гнезда. Таким образом, полностью исключается возможность попадания слабых или тугих гнезд в приемник для годных гнезд. Формула изобретения 1. Автомат для контроля и сортировки гнезд штепсельных разъемов, содержащий смонтированные на станине поворотный стол, загрузочное устройство, приемники для слабых, тугих и годных гнезд.
контрольные устройства со штырями калибрами и доработочмые устройства с механизмами блокировки, отличающийся тем, что, с целью повЕ ш ения качества контроля, он снабжен тренировочным устройством, установленным перед первым контрольным устройством и сортировщиком, установленным «осле последнего контрольного устройства, при этом контрольные устройства устагюапены на станине неподвижно и снабжены датчиками, выходы которых подключены к механизмам блокировки и к исполнителному механизму сортировщика.
2. Автомат по п. 1, отличающ и и с я тем, что тренировочное и до- работочные устройства выполнены в виде подпружиненных штоков, нос;ущих соответственно тренировочный и доработочные штыри.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 177097, кл. а 42 В 26/0,1, 1951.
2.Авторское свидетельство СССР
N4 327950, кл. В О7 С 5/344, 1972. Фиг. Z
22
II
Фиг.З
Фиг:
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ГНЕЗД ШТЕПСЕЛЬНЫХРАЗЪЕМОВ | 1972 |
|
SU327950A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
| СПОСОБ КОНТРОЛЯ ГНЕЗД ШТЕПСЕЛЬНЫХ РАЗЪЕМОВ | 1970 |
|
SU259980A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Устройство для контроля усилия расчленения разъемных контактов | 1971 |
|
SU535641A1 |
| АВТОМАТ ДЛЯ РАЗМЕРНОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 2017 |
|
RU2670732C9 |