Устройство предназначается, главным образом, для засыпки металлокерамического порошка на стальную ленту, с целью последующего спекания и получения покрытия ленты металлокерамнческим сплавом, нанесенным тонким слоем с большой точностью по толщине. Покрытая сплавом лента может быть использована, например, прп производстве подшипников двигателей.
Известны устройства для засыпки порошка на ленту, непрерывно подаваемую валками, в которых порошок выдается из бункера с регулируемой при помощи щибера выпускной щелью, с использованием для получения требуемой толщины слоя порошка на ленте установленных над ней и регулируемых по высоте ножей.
Согласно изобретению, для снятия внутренних напряжений сжатия порощка и сохранения толщины его слоя неизменной рабочая кромка ножа имеет последовательно по ходу ленты расположенные участки, из которых передний участок наклонен к горизонтальной поверхности ленты под большим углс: 1, чем задний участок.
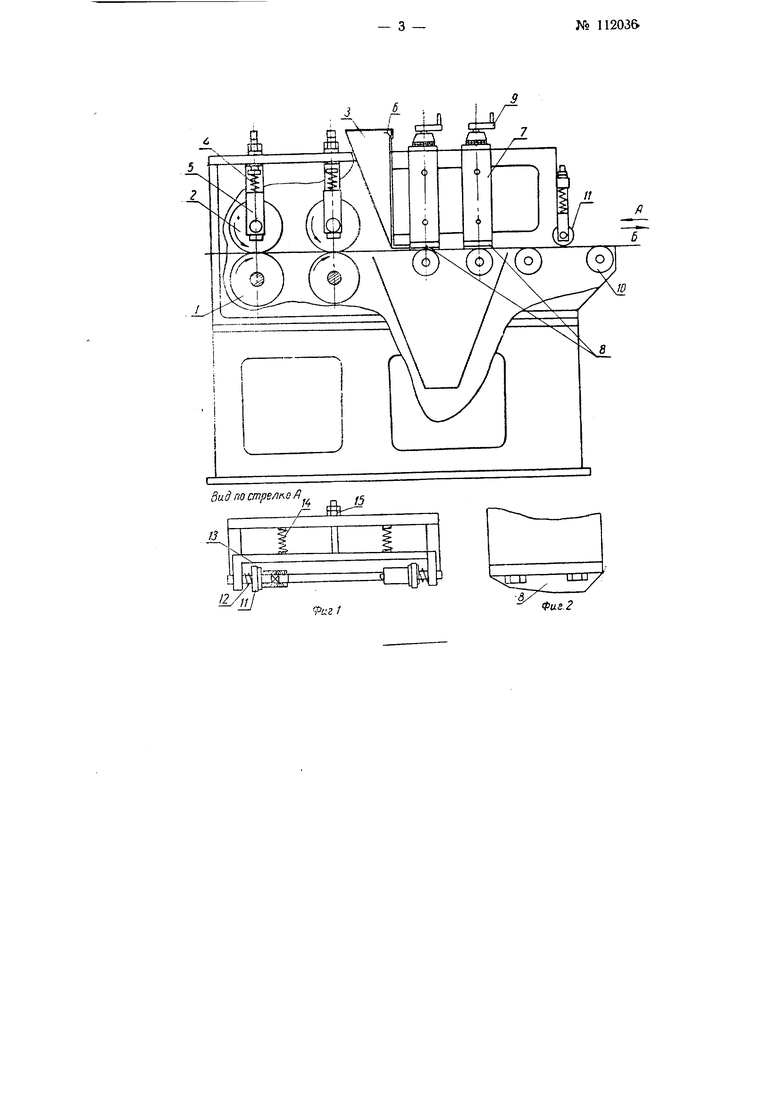
На фиг. 1 изображена общая схема устройства; на фиг. 2 - нол, вид спереди.
Лента, пройдя правку и чистку, обезжиривание и сушку, подается в направлении стрелки А ведущими валками 1 н 2 под бункер 5 с порошком, Давление валка на ленту может регулироваться при помощи пружины 4 и стойки 5. Для регулирования степени предварительной засыпки порошка на ленту имеется подвижный шибер 6,размеще ;ный в бункере 3. Необходимое количество порошка регулируется перемещающимся вертикально устройством 7, снабженным переставным по зысоте ножом 8, который дозирует порошок, подпрессовывает. сглажпвает и снимает напряжение сн-сатия.
№ 112036- 2 -
Рабочая кромка ножа 8 (фиг. 2) имеет последовательно расположенные по ходу ленты участки, из которых передний наклонен к горизонтальной поверхности ленты под большим углом, чем задний. После горизонтального участка находится наклонная поверхность, возвышающаяся над спрессованным слоем порошка.
В зависимости от скорости движения ленты, состава порошка и размера крупинок могут устанавливаться два ножа, из которых один предварительный, а другой окончательный. В случае работы с одним ножом, второй поднимается или удаляется. Регулировка высоты ножа достигается поворотом рукоятки 9 с нониусом, точность которого равна 0,01 мм.
Прижатие ленты к валкам 10 производится по краям роликами //, устроенными таким образом, что они все время прижимаются пружинами 12 к торцам ленты, а пружинами 14-к валкам 10.
Ролики монтированы на рамке 13, которая может подниматься посредством гаек 15.
Предмет изобретения
Устройство для засыпки порошка, например, металлокерамического на непрерывно подаваемую валками ленту из бункера с регулируемой при помош,и шибера выпускной ш,елью с использованием для получения требуемой толш,ины слоя порошка на ленте установленных над нею и регулируемых по высоте ножей, отличаюш.ееся тем, что, с целью снятия внутренних напряжений сжатия порошка и сохранения этим толщины его слоя неизменной, рабочая кромка ножа имеет последовательно по ходу ленты расположенные участки, из которых передний участок наклонен к горизонтальной поверхности ленты под большим углом, чем задний, а после горизонтального участка имеется наклонная поверхность, возвышающаяся над спрессованным слоем порошка.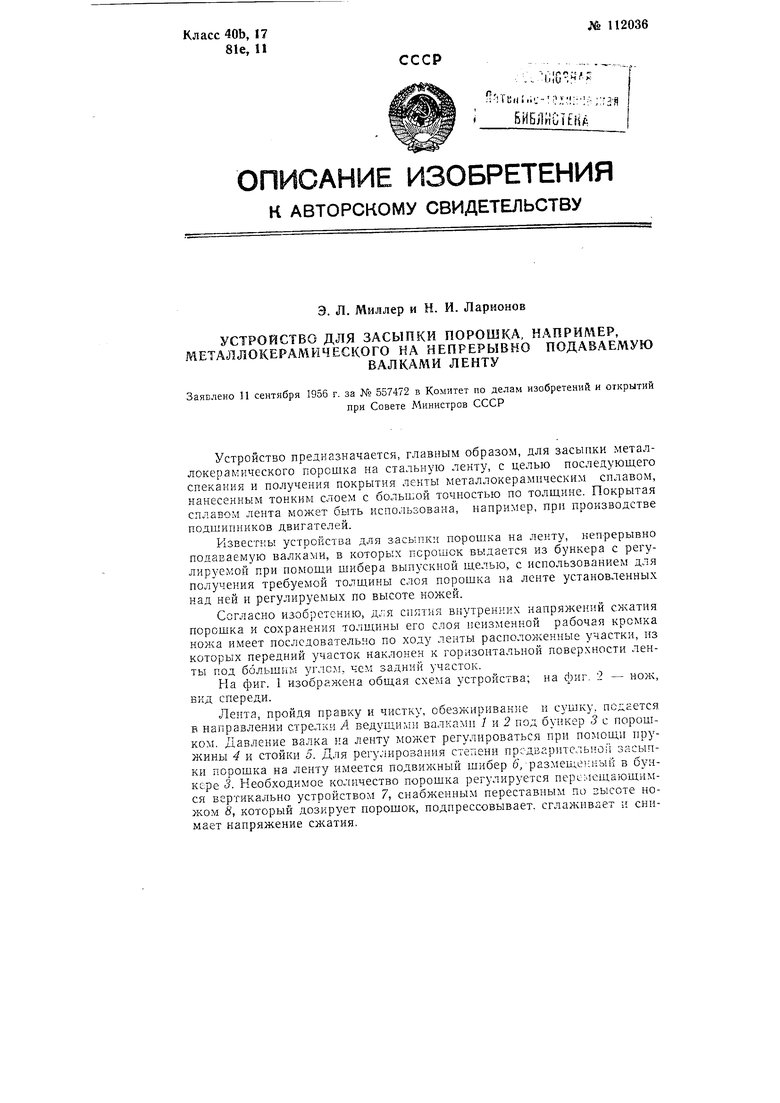
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| ^^СШОЮОНАЯ j'''' ^i''>&,v-n*C^-''?^t?u^|керамики | 1973 |
|
SU378321A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОЛОТНООБРАЗНЫЕ ПОДЛОЖКИ И ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОТЕН БЕЗ ПОДЛОЖЕК | 1990 |
|
RU2074918C1 |
| Установка для изготовления прессата | 1985 |
|
SU1320077A1 |
| Бункер дреноукладчика | 1988 |
|
SU1714055A1 |
| Свеклоуборочная машина | 1931 |
|
SU26486A1 |
| СЕКЦИЯ СЕЯЛКИ ДЛЯ ПУНКТИРНО-ГНЕЗДОВОГО ВЫСЕВА СЕМЯН БАХЧЕВЫХ КУЛЬТУР | 2012 |
|
RU2496293C1 |
| ЛИНИЯ МИКРОНИЗАЦИИ ЗЕРНА | 2013 |
|
RU2546172C2 |